 扁線電機發卡超高速成型方案
扁線電機發卡超高速成型方案
工藝介紹
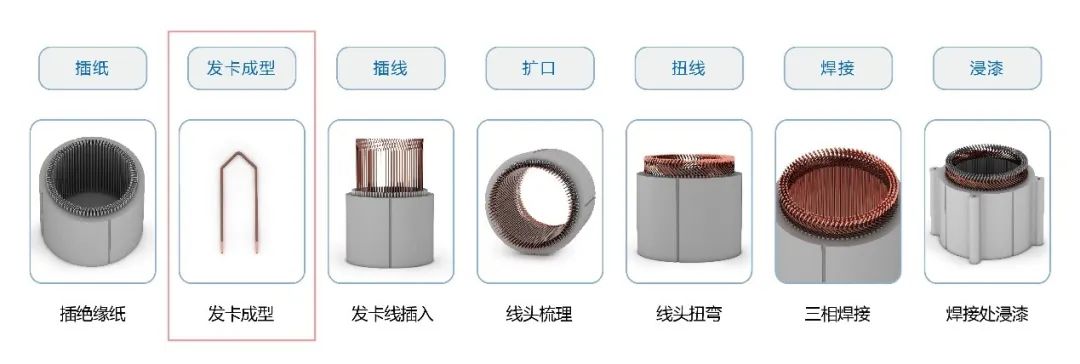
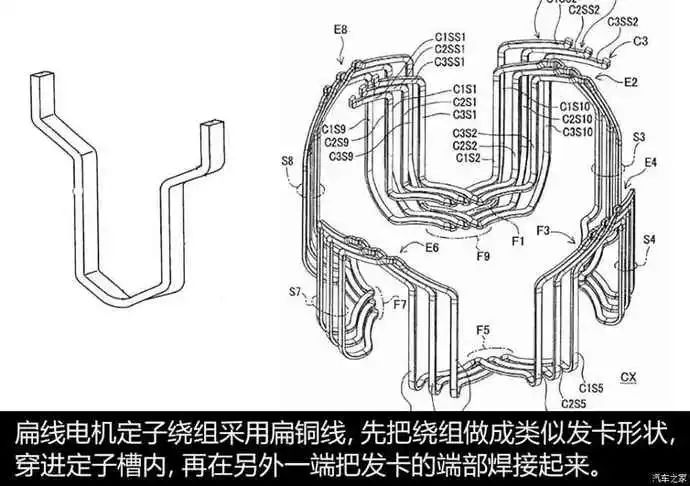
發卡成型機的主要功能,是將扁銅線經過去漆、折彎和成型,最終折疊成固定發卡式形狀,是整個發卡電機定子組裝線上最為關鍵的設備之一。
由于扁線電機定子銅線繞組是扁粗銅線,不能像圓銅線一樣通過繞線的方式進行定子線包的成型,必須通過成型機一根一根依次處理。發卡成型后,再將發卡線成組插入定子鐵心,通過擴口、扭線、焊接和浸漆等設備,最終組裝成成品電機定子。發卡成型機控制關鍵點:多軸追剪控制、收放卷控制、電子凸輪、電子齒輪等。
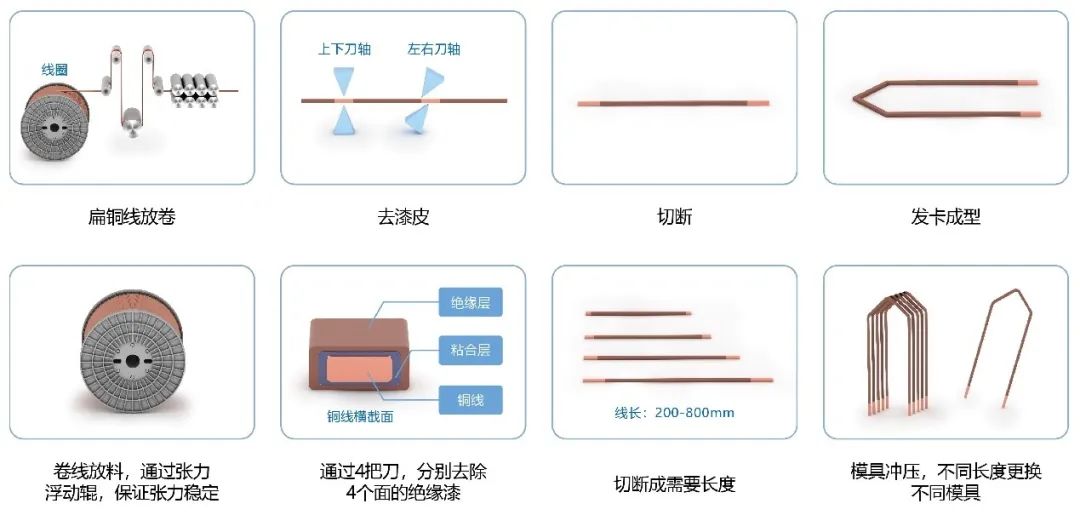
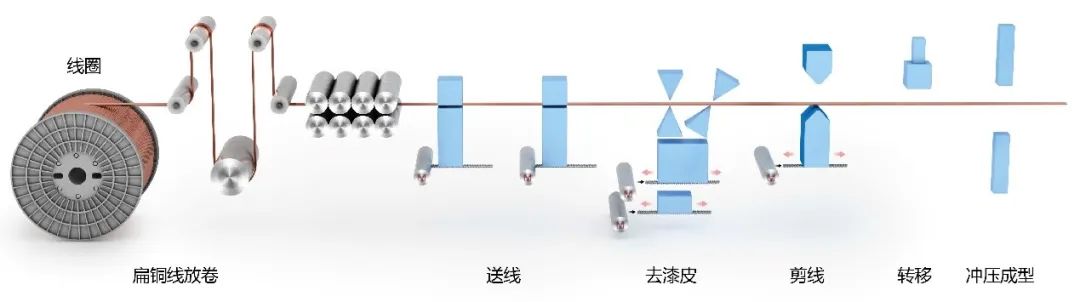
發卡成型機的工藝,主要分為放卷、去皮、定長切斷和發卡成型。扁銅線的放卷分為主動放卷和被動放卷,需要保證一定張力才能將銅線校直。去皮分為機械刮刀和激光去皮兩種,定長切割是將銅線切成固定長度,成型工位分為模具沖壓和彈簧機成型兩種。該應用采用的是被動放卷,機械刮刀去皮和沖壓成型的方式。
課 題
1
不同線長的成型,需停機切換
2
送線與去皮無法同步進行,影響節拍
您是否面臨此課題?
歡迎點擊下方鏈接提交您的需求信息,我們的工程師將盡快與您取得聯系。
解決方案
01
不同線長成型的任意切換
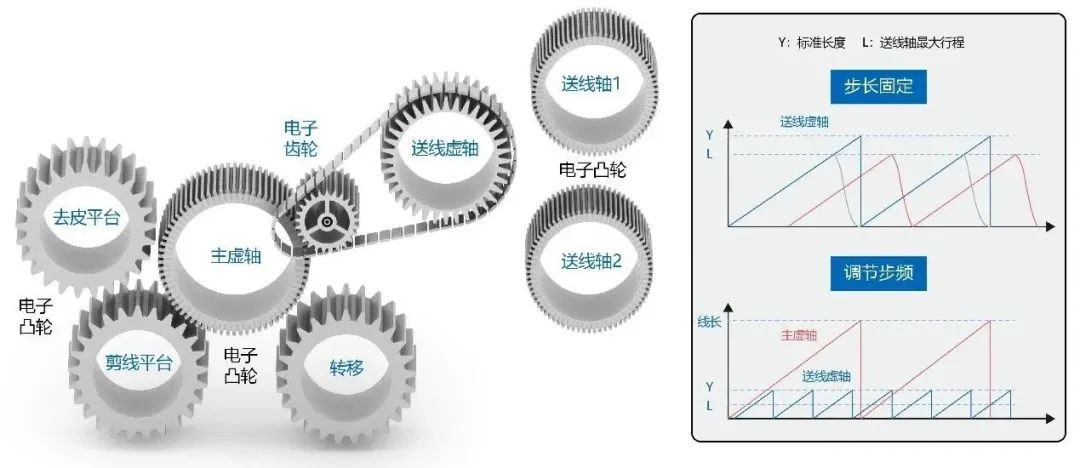
采用主虛軸帶動其他所有關聯軸,進行電子凸輪同步的方案,通過改變主虛軸周期內送線的長度,實時切換不同線長的發卡成型。
送線方式采用雙軸交替送線方式,該送線方式可以提高送線的精度,但是與單軸輥壓送線方式相比,控制上較為復雜。因此,我們采用電子凸輪+電子齒輪的方式,實現兩軸的連續勻速送線,同時達到兩軸送線與其他工位的無縫銜接,使不同線長的成型可任意切換。
(圖示僅供參考)
02
雙軸連續送線,高速動態去皮
動態去皮工位包含4個控制軸:1個追剪軸,2個刀軸和1個去皮軸,動態去皮模型的追剪軸,是為了保證整個去皮平臺與勻速運動的線保持相對靜止。
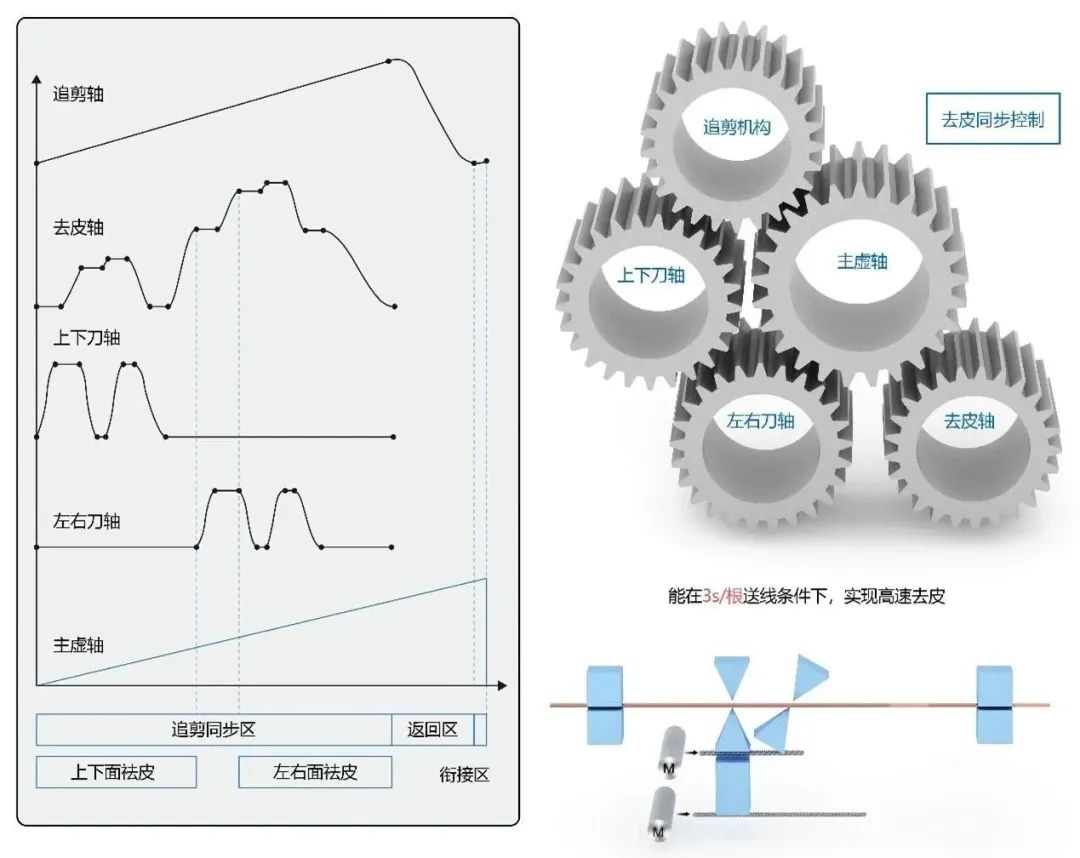
(圖示僅供參考)
在3s/根的送線條件下,同步時間僅2.4秒,如此短的時間內實現雙面去皮動作,通過傳統的時序控制方式很難實現,因而我們采用同步控制方式,以實現真正的高速動態去皮。
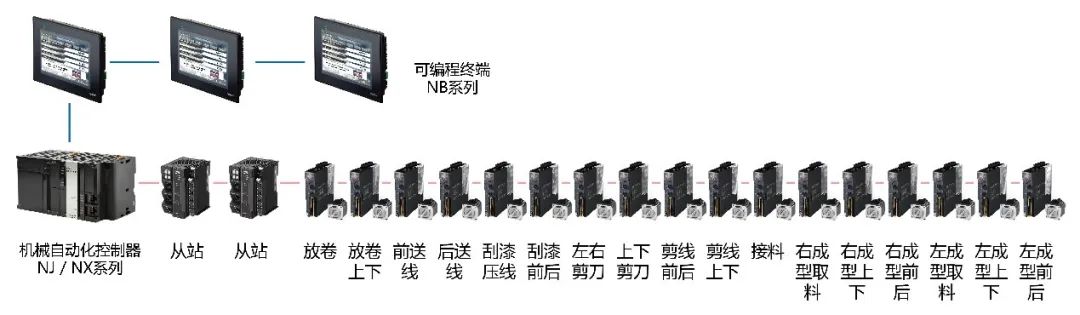
設備控制工位較多,共采用17個1S系列AC伺服系統進行各工位的控制。放卷采用2個軸,成型工位4軸,送線工位2軸,剪線工位2軸,轉移工位1軸,兩個成型工位6軸。
實現價值
01
發卡成型速度 3s/根
通過活用電子凸輪,優化追剪控制算法,實現雙軸交替連續送線和動態去除漆皮,連續式的送線和雙工位成型,提高發卡成型的速度,使得整機效率大大提升。
02
雙工位、高速動態成型
設備可實現200~800mm線長的發卡成型,并可滿足多形狀的發卡成型。
經營層
管理層
工程師層
■ 通過先進控制技術的導入,追求業界頂尖的生產效率和品質,有助于樹立品牌在新能源汽車電機行業的地位。
■ 僅需一套設備,通過雙工位即可成型不同線長的發卡,產線換型成本大幅降低。
■ 實時切換不同線長的發卡成型,無需停機調整,生產的連續性及設備的稼動率均得到提升。
■ 使用一款軟件即可實現對PLC和伺服的控制,產品換型時,無需變更設備,調整時間大幅縮短,通過便捷易用的電子凸輪和追剪算法,編程簡單,快速導入。
審核編輯 :李倩
-
繞組
+關注
關注
2文章
518瀏覽量
19867 -
扁線電機
+關注
關注
0文章
72瀏覽量
856
原文標題:扁線電機發卡超高速成型方案 | 追求業界頂尖性能,樹立發卡成型機新標桿
文章出處:【微信號:歐姆龍工業自動化,微信公眾號:歐姆龍工業自動化】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
什么是扁線電機?它的優勢有哪些?扁線電機的種類介紹
基于FPGA的超高速FFT硬件實現
什么是扁線電機?扁線電機都有哪些優劣勢?
超高速頻率合成器方案的設計與實現

超高速永磁同步電機驅動控制系統
扁線電機的優勢_扁線電機的劣勢
什么是扁線電機?它的優勢有哪些?扁線電機的種類介紹





 工商網監
工商網監
評論