 各類傳感器元件的使用注意事項
各類傳感器元件的使用注意事項
元器件的焊接注意事項:
1. 焊接最好是松香、松香油或無酸性焊劑。不能用酸性焊劑,否則會把焊接的地方腐蝕掉。
2. 焊接前,把需要焊接的地方先用小刀刮凈,使它顯出金屬光澤,涂上焊劑,再涂上一層焊錫。
3. 焊接時電烙鐵應有足夠的熱量,才能保證焊接質量,防止虛焊和日久脫焊。
4. 烙鐵在焊接處停留的時間不宜過長。
5. 烙鐵離開焊接處后,被焊接的零件不能立即移動,否則因焊錫尚未凝固而使零件容易脫焊。
6. 對接的元件接線最好先絞和后再上錫。
7. 在焊接晶體管等怕高溫器件時,最好用小平嘴鉗或鑷子夾住晶體管的引出腳,焊接時還要掌握時間。
8. 半導體元件的焊接最好采用較細的低溫焊絲,焊接時間要短。
一般壓力傳感器敏感元件焊接注意事項:
1、對于引線是鍍金銀處理的傳感器元件,只需用酒精擦拭引線即可。
2、對于事先將各引線短路的CMOS電路,焊接之前不能剪掉短路線,應在焊接之后剪掉。
3、工作人員應佩帶防靜電手環在防靜電工作臺上進行焊接操作,工作臺應干凈整潔。
4、手持傳感器元件時,應拿住元件的外封裝,不能接觸到引線。
5、焊接時,應選用20W的內熱式電烙鐵,而且電烙鐵必須可靠接地。
6、焊接時,每個引線的焊接時間不能超過4s,連續焊接時間不能超過10s。
7、要使用低熔點的釬劑,一般釬劑熔點不應超過150℃。
8、安裝散熱片時應先用酒精擦拭安裝面,之后涂上一層硅膠,放平整之后安裝緊固螺釘。
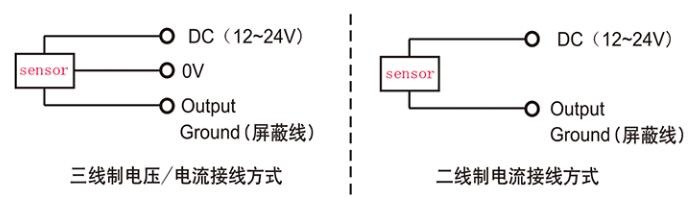
9、直接將傳感器原極焊接到電路板上時,焊接順序為:地端→輸出端→電源端→輸入端的順序。
10、傳感器氣管連接膠管時,要注意安裝方式,以免受力不勻,使得氣管脫落。
電化學傳感器操作使用注意事項
電化學傳感器受壓力變化的影響極小。然而,由于傳感器內的壓差可能損壞傳感器,因此整個傳感器必須保持相同的壓力。電化學傳感器對溫度也非常敏感,因此通常采取內部溫度補償。但最好盡量保持標準溫度。
一般而言,在溫度高于25°C時,傳感器讀數較高;低于25°C時,讀數較低。溫度影響通常為每攝氏度0.5%至1.0%,視制造商和傳感器類型而定。
電化學傳感器通常對其目標氣體具有較高的選擇性。選擇性的程度取決于傳感器類型、目標氣體以及傳感器要檢測的氣體濃度。最好的電化學傳感器是檢測氧氣的傳感器,它具有良好的選擇性、可靠性和較長的預期壽命。其它電化學傳感器容易受到其它氣體的干擾。干擾數據是利用相對較低的氣體濃度計算得出。在實際應用中,干擾濃度可能很高,會導致讀數錯誤或誤報警。
電化學傳感器的壽命取決于幾個因素,包括要檢測的氣體和傳感器的使用環境條件。一般而言,規定的預期壽命為一至三年。在實際中,預期壽命主要取決于傳感器使用中所暴露的氣體總量以及其它環境條件,如溫度、壓力和濕度。
審核編輯:湯梓紅
-
傳感器
+關注
關注
2552文章
51238瀏覽量
754804 -
元器件
+關注
關注
112文章
4730瀏覽量
92516 -
電化學
+關注
關注
1文章
324瀏覽量
20638 -
焊接
+關注
關注
38文章
3183瀏覽量
59903 -
壓力傳感器
+關注
關注
35文章
2234瀏覽量
163485
原文標題:各類傳感器元件的使用注意事項
文章出處:【微信號:傳感器與檢測技術,微信公眾號:傳感器與檢測技術】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
無線溫度傳感器設計 注意事項..!
霍爾傳感器使用方法及注意事項
位移傳感器怎么用_位移傳感器使用方法及注意事項
濕度傳感器的選擇方法及使用注意事項
使用拉繩位移傳感器要注意事項

如何選擇溫度傳感器,挑選溫度傳感器注意事項
霍爾傳感器的注意事項
水質傳感器使用注意事項






 工商網監
工商網監
評論