 硫化物固態電池正極、負極的制備及電池組裝方法
硫化物固態電池正極、負極的制備及電池組裝方法
近年來,包括Li2S-SiS2、Li2S-B2S3、Li2S-P2S5、Li(10±1)MP2S12(M=Ge、Si、Sn、Al 或P)、 Li6PS5X(X=Cl、Br、I)在內的硫化物固體電解質的快速發展,特別是以Li10GeP2S12(LGPS)為代表的展現出超過液態電解質的12mS/cm極高室溫鋰離子電導率thio-LISICON結構硫化物,已部分解決了固體電解質的本征電導不足的缺點。
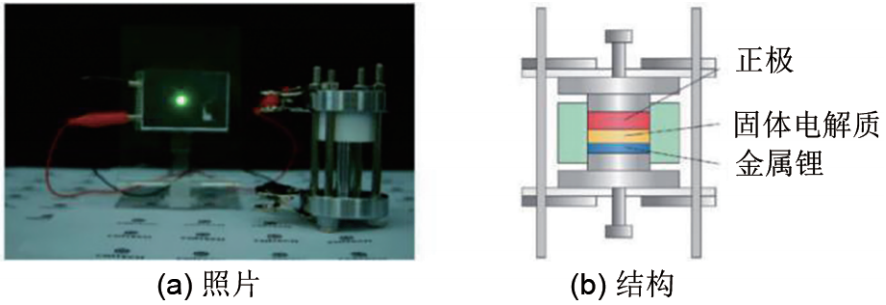
圖1(a)所示為使用室溫電導率超過5mS/cm 的Li10Ge2PS12陶瓷固體電解質粉體冷壓成型片,LiCoO2正極材料,99%·(30Li2S·70P2S5)·1%P2O5電解質作負極側修飾電解質,金屬鋰作負極的全固態鋰電池,其在室溫下可以正常放電工作,點亮LED燈。其核心部件結構示意圖如圖1(b)所示,從中可以看出,正極層、無機固體電解質層、鋰箔貼合緊密地壓實在模具中。下面對其各部分組成的制備方法及過程進行詳細介紹。
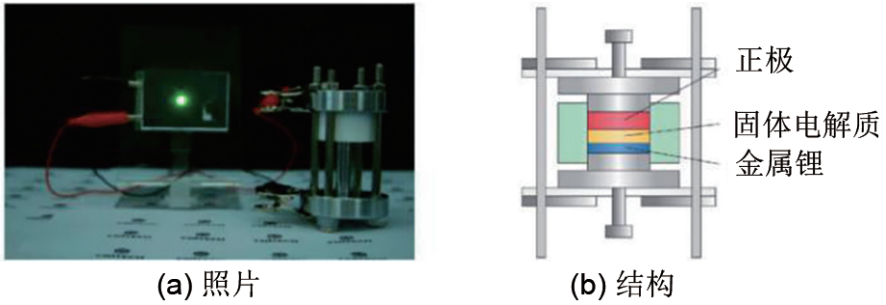
圖1 硫化物固體電解質基全固態鋰電池
1 正極的制備方法
硫化物電解質粉體楊氏模量在20GPa左右,附著力大、可壓縮性大,易發生塑性形變,冷壓成型后晶界阻抗小,因此在正極層制備時,適合與正極粉體進行直接干混[圖2(a)]。干混時在研缽中同時加入導電劑、硫化物電解質、正極材料后,進行手工研磨,或在攪拌器中進行機械混合操作。需要注意的是,不同正極材料與電解質的匹配性、不同導電劑、不同正極包覆層的適用場合需要進行實際條件下的考量。
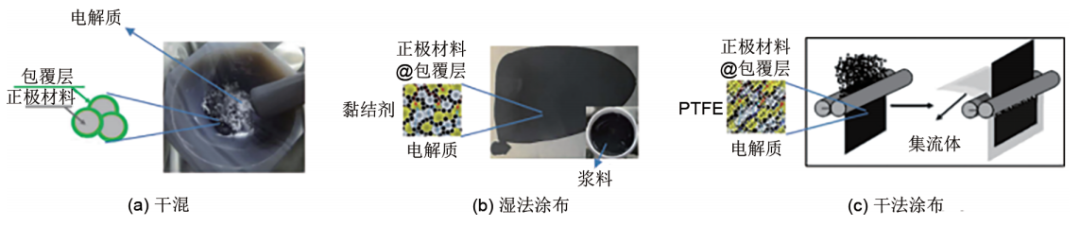
圖2 硫化物固體電解質基全固態鋰電池正極制備方法
在大批量卷對卷制備硫化物電池時,濕法涂布工藝[圖2(b)]可能更適合放大。這是由于為了提供高通量卷對卷工藝所需的力學性能,需要使用聚合物黏合劑、溶劑來制作薄膜電解質層和電極層。此外,電解質/電極中柔性聚合物的存在可以有效地緩沖在反復充放電循環由產生的應力和應變,并減輕例如裂紋的形成和顆粒的脫落等問題。
但在制備過程中需要注意以下問題:①應將聚合物黏合劑溶于與硫化物的反應性可忽略的非極性或極性較小的溶劑(例如二甲苯)中;②應使用黏合能力強的聚合物黏合劑,否則過量的聚合物將對電導率、電解質/電極的熱穩定性帶來不利影響;③聚合物黏合劑需具有較高的柔性,盡管聚苯乙烯(PS)和聚甲基丙烯酸甲酯(PMMA)之類的聚合物可以溶解在二甲苯中,但是在溶劑干燥后它們極其堅硬,會使得電解質/電極粉碎,故大多數工作選擇了丁腈橡膠(NBR)和丁苯橡膠等。不過橡膠的問題在于其無法在內部產生離子電導,這使得即便僅使用少量丁腈橡膠,電池的電化學性能也會顯著下降。為此,使用高離子電導、高熱穩定性、可溶于非極性或極性較小的溶劑、不溶解多硫化物的聚合物,是今后硫化物電解質濕法涂布發展的方向。
不過,在上述過程中的濕法制漿會使用大量溶劑,這將必然導致部分溶劑小分子殘留在混合物中,進而發生副反應,從而使電解質電導率下降、電池壽命衰減嚴重;溶液中的聚合物黏結劑對活性材料的包裹程度不易控制,容易導致傳荷失效;溶劑的揮發導致電極片的致密度較低,不利于電池的動力學過程;此外規模化后溶劑的排放和回收也是不可回避的問題。
因此利用PTFE的干法涂布技術[圖2(c)]成為了另一種選擇。它主要包括3個步驟:①將電解質、電極、PTFE球磨干混;②將粉末輥壓成薄膜;③將薄膜與集流體輥壓成型。由于PTFE中氟-碳鏈分子間作用力極低,分子鏈柔順性好,大分子量的PTFE細粉顆粒在定向力的作用下會產生纖維化的現象,即顆粒內的微粒子在剪切力的作用下呈一定方向規則排列形成纖維狀和網狀結構,所以可以將大量的活性材料、電解質、導電碳進行緊密但不完全覆蓋式地連接。
2 負極的制備方法
thio-LISICON結構三元硫化物電解質電導率較高,但據實驗及計算工作報道,金屬鋰與LGPS、Li10Sn2PS12等自發地并逐漸延伸的界面反應,會產生一些低離子導電如Li2S、Li3P等和高電子電導如Li15Ge4等界面相,導致Li/LGPS的界面阻抗增大和全固態鋰電池短路,嚴重制約了其高能量密度全固態鋰電池的發展。為提高硫化物電解質尤其是三元含鍺、錫、鋅等硫化物對金屬鋰化學/電化學穩定性,目前主要有3種解決方法。
(1)將金屬鋰表面進行處理,原位生成表面離子電導修飾層,以保護硫化物電解質。如圖3(a)所示,Zhang等通過控制Li與純H3PO4反應所形成的LiH2PO4保護層,實現了增加修飾層與金屬鋰的接觸面積,避免了金屬鋰與LGPS的直接接觸,阻止了混合離子電子電導中間相向LGPS內部的滲透,以及改善了界面鋰離子動力學遲緩問題。結果顯示,通過LiH2PO4的修飾,LGPS的對鋰穩定性顯著提高,LCO/LGPS/LiH2PO4-Li全固態鋰電池可以提供超長的循環壽命和高容量,即在25℃、0.1C倍率下,其第500個循環的可逆放電容量保持在113.7mA·h/g,保持率為86.7%。Li/Li對稱電池在0.1mA/cm2電流密度下則可穩定循環950h以上。

圖3 硫化物固體電解質基全固態鋰電池負極修飾方法
(2)采用一層對金屬鋰穩定的過渡層硫化物電解質,對另一層進行保護。如圖 3(b)所示,Yao等提出了一種LGPS/LPOS雙層電解質結構用于提高LGPS/Li界面的離子傳導和穩定性,并在各種電池系統中取得了良好的效果,但較厚的雙層電解質可能會降低電池整體的質量能量密度。其裝配方式即先將一層電解質進行冷壓后,在其表面再次冷壓一層電解質,而后疊加正極、負極,一起施壓。
(3)在電解質表面(電解質/電極界面)原位生成一層修飾層。如圖3(c)所示,Gao等使1 mol/LLiTFSI DOL-DME電解液滴加至LGPS/Li界面處生成了LiO-(CH2O)n-Li、LiF、-NSO2-Li、Li2O等有機無機混合鋰鹽,使Li/LGPS/Li對稱電池在0.1mA/cm2下穩定循環3000h。Chien等使用固態核磁成像研究發現Li/LGPS/Li對稱電池循環后界面Li發生了明顯缺失,而通過涂覆PEO-LiTFSI后可以改善界面Li 的不足以及其不均勻沉積。上述方法在一定程度上改善了硫化物電解質與金屬鋰負極的相容性,但同時也可能存在如滴加電解液原理尚未厘清、添加聚合物導致電解質熱穩定性降低等問題。
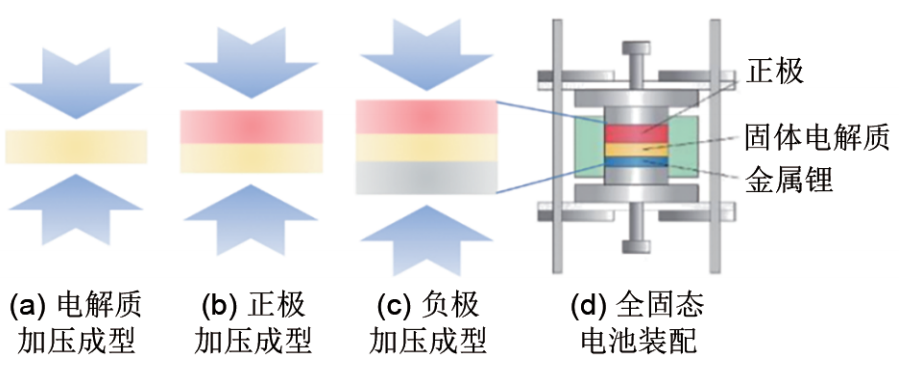
圖4 硫化物固體電解質基全固態鋰電池裝配方法
2.3 硫化物固體電解質基全固態鋰電池的組裝方法
硫化物固體電解質基全固態鋰電池裝配方面,如圖4所示,主要分以下步驟:①電解質加壓成型,一般施壓壓力為120~150MPa;②正極加壓成型,并貼上鋼片做集流體,一般施壓壓力為120~150MPa;③負極加壓成型,對金屬鋰來說一般施壓壓力為120~150 MPa,對于石墨來說一般施壓壓力為250~350 MPa,并貼上鋼片做集流體;④電池螺栓擰合。需注意油壓機表頭示數應根據實際電池模具形態進行換算,同時在裝配時防止電池短路。
文獻參考:崔言明, 張秩華, 黃園橋,等。 全固態鋰電池的電極制備與組裝方法[J]。 儲能科學與技術, 2021, 10(3):12.
審核編輯 :李倩
-
電解質
+關注
關注
6文章
811瀏覽量
20052 -
電導率
+關注
關注
1文章
204瀏覽量
13921 -
固態電池
+關注
關注
10文章
695瀏覽量
27780
發布評論請先 登錄
相關推薦
組裝48V鋰電池組的教程
硫化物固態電解質與氧化物正極的熱穩定性
通過原位固體核磁共振理解硫化物基全固態鋰金屬電池的失效過程
AEM綜述:硫化物基固態鋰電池的先進表征技術
硫化物固態電池負極該怎么選擇和設計?
硫化物固態電池制備、組裝方法






 工商網監
工商網監
評論