 扣式/軟包電池組裝教程
扣式/軟包電池組裝教程
一,扣式電池
實驗室扣式電池除了用于對現有材料的性能進行檢測之外,還用于對新材料、新工藝產品進行初步的電化學性能測試與評價,正確的組裝扣式電池對該材料的開發與制備、全電池設計與應用有著重要意義。
本文主要對實驗室組裝扣式電池的流程進行介紹,主要參考北工業王琦的《鋰離子模擬電池組裝手冊》、鄭州輕工學院張勇等人的《扣式鋰離子電池的制備工藝研究》以及一些網友意見和一些清華研友的工作經驗。
一. 扣式電池基本介紹
鋰離子扣式電池主要由以下幾部分組成:正極殼、負極殼、(正/負)極片、隔膜、墊片、彈片、電解液。
常用的正規的商品扣式電池CR2032中的C表示正極是MnO2,還有BR系列,B表示正極是氟化碳。 C或者B代表扣電體系,R代表電池外形為圓形。 前兩位數字為直徑(單位 mm),后兩位數字為厚度(單位 0.1 mm),取兩者的接近數字。 例如 CR2032 的大略尺寸為直徑 20 mm,厚度 3.2 mm。
1.1 電池殼
CR2032扣式電池電池殼,正極殼較大,負極殼為表面有網狀結構且較小,所以一般組裝過程從負極殼開始。
1.2 極片
極片的制備工藝對電化學性能能否充分發揮有重要影響,我們會在2.1中重點講解,此處簡要介紹。
鋰離子電池極片的正、負極集流體分別為鋁箔和銅箔。 如果選用單面光滑的箔材,往往在粗糙面上進行涂布,以增加集流體與材料之間的結合力。 箔材的厚度要求不嚴格,但對箔材的面密度均勻性有比較高的要求。 硅基負極材料一般選用涂碳銅箔以提高黏附性,降低接觸電阻,以增加測試結果的重現性,提高充放電循環性能
什么樣的極片才是好極片?
應該滿足這幾方面:(1)漿料涂布均勻,觀察不到明顯的厚度不均勻,特別薄的地方甚至能觀察到亮色的鋁箔; (2)極片保持完整圓形未受損壞,周圍盡量沒有毛刺; (3)極片涂布區域沒有顆粒物并且沒有明顯的掉粉現象。
1.3 隔膜
實驗室所用隔膜一般為Celgard2400或者Celgard系列其他產品,沖壓成小圓片后使用,直徑略大于正負極極片。 可以根據電池性能要求不同選擇隔膜,關于隔膜的選擇和參數,請見后期關于鋰電池隔膜的選擇以及參數意義的介紹。
隔膜的作用是什么呢?
簡單的說,如果沒有隔膜,正負極就直接接觸,也就是會發生短路,這也就是為什么有的電池中要抑制鋰枝晶的產生,就是防止其刺破隔膜,引起局部短路,而造成安全事故。 隔膜一般采用聚乙烯等高分子材料,不導電,其結構中有許多微孔,允許鋰離子通過,雖然它是絕緣體,但“不允許電子通過的說法并不準確”。
1.4 鋰片(即負極片)
負極片直徑略小于負極殼直徑,CR2032的鋰片直徑為15.8mm,實驗室常采用直徑為14mm(對應CR2032 扣式電池)沖口模具沖正極片。 值得注意的是:鋰片比較柔軟,容易變形,所以在裝電池前可以用正極殼(因為它比較大)將變形的鋰片壓平整。 而且金屬鋰在空氣中極易氧化變質,遇水容易爆炸,所以購買回來的金屬鋰片需要在手套箱中打開,打開時注意,不要損壞手套。
1.5 墊片
墊片為圓形的鋁片,直徑與鋰片大小一樣,實驗中,可以根據需求購買不同規格和厚度等。
注意:墊片、正負極殼等組件,在使用前要用酒精反復超聲清洗,然后鼓風干燥箱烘干
1.6 彈片(支撐片)
彈片主要是起到支撐電池的作用,如果沒有彈片,在壓電池的步驟中會把電池壓的很扁,內部組件可能被壓壞。 彈片只在負極側加,但是若正負極都加了彈片,壓電池步驟中不能將扣電封閉,導致電解液與空氣接觸,而實驗失敗。
1.7 電解液
不同的材料一般對應不同的電解液,在進行時實驗時千萬不要圖省事將就,小批量的電解液可以找公司索要,一般都會給。 個別特殊的電解液,如低溫電解液等,可能需要購買,價格還不低。
1.8 材料的選擇
正負極活性材料一般為粉末材料,顆粒尺寸應不宜過大以便于均勻涂布,同時避免由于顆粒較大導致測試結果受到材料動力學性質的限制以及造成的極片不均勻性問題。 用于實驗室研究的正負極材料一般最大顆粒直徑(Dmax)不超過50μm,工業應用的鋰電材料的Dmax一般小于30μm。 大顆粒、團聚體或者納米級別的材料,往往經過過篩或者研磨處理。 鋰電池常用導電劑為碳基導電劑,包括乙炔黑(AB)、導電炭黑、Super P、350G等導電材料。 常用黏結劑體系包括聚偏氟乙烯-油性體系[即poly(vinylidene fluoride),PVDF體系]以及聚四氟乙烯-水性體系[即poly(fluortetraethylene),一般為乳液,簡稱PTFE 體系],SBR(丁苯橡膠)乳液等。 油系溶劑常采用NMP(N-甲基吡咯烷酮)等
二. 扣式電池的組裝

2.1 正極片的制備
實驗室極片制備過程一般分為混料和涂覆兩個過程。 其中混料工藝包括手工研磨法和機械混漿法,涂覆工藝是手工涂覆和機械涂覆。
進行混料時,依據供料的多少來確定采用手工研磨法或機械混漿法,如活性材料的質量在0.1~5.0g時建議采用手工研磨法,活性材料的質量超過5.0g時,建議采用混料機進行混料。 實驗室中每次混漿量有限,常采用手工涂覆,當漿料足夠時可采用小型涂覆機。 整個極片制作過程需要在干燥環境下進行,所用材料、設備都需要保持干燥
2.1.1 漿料的制備(以磷酸鐵鋰為例)。
| 溶劑 | 正極材料 | 導電劑 | 粘結劑 |
| N-甲基吡咯烷酮(NMP) | 磷酸鐵鋰 | Super P | 聚偏二氟乙烯(PVDF) |
漿料由溶劑、正極材料、導電劑和粘結劑組成。 實驗室制備極片時,混料比例和步驟依據測試材料及混料工藝的不同而有差別。如常見的石墨負極極片中,CMC(羧甲基纖維素鈉)的含量一般低于10%,SBR的含量一般低于10%,導電添加劑的含量一般低于10%(高倍率電池除外)。而在硅基負極材料中,考慮到硅基負極材料的導電性較差,因此需增加極片中的黏結劑含量和改變導電添加劑的種類,有些人將CMC的比例調整為20%,SBR 的比例調整為20%,導電添加劑中加入CNT(碳納米管);對于高功率電池極片研發測試時,往往增加導電劑的含量,比例可調整為20%左右。高比例黏結劑和導電添加劑是為了充分展示正負極活性材料的電化學特性,而實際鋰離子電池中電極極片的黏結劑質量比往往在2%左右,導電添加劑比例往往在1%~2%。
NMP和PVDF溶液的配制
首先,配制NMP和PVDF的溶液,這樣在每次配制漿料時能節省很多時間,可以配制0.02g/ml、0.025g/ml和0.03g/ml的三種,選擇合適自己材料的濃度使用。 配制方法很簡單,只需要將兩種物質在廣口瓶中混合就行,通過磁力攪拌,溶液中沒有白色物質就行。 需要注意的是:配制結束后,廣口瓶要通過封口膠密封,因為NMP容易吸水或者變質。
漿料的配置步驟:
第一步:用移液槍量取2ml的0.025g/ml 的NMP/PVDF溶液,放入D15攪拌子進行磁力攪拌;
第二步:稱取0.05g導電劑Super P緩慢加入稱量瓶中,攪拌20min。 加入過程中盡量不要使導電劑碰到上側瓶壁,更不要因為加入的太快而使導電劑散出稱量瓶。
第三步:稱取0.4g活性物質,加入稱量瓶中。 注意事項同上,加入后攪拌4-5小時,攪拌時間不固定,以漿料粘稠狀態為準。
另有報道,在磁力攪拌后,進行15min的超聲攪拌,性能更好。
何種漿料狀態為最好?
一般來說,輕輕晃動稱量瓶,混合物既不是粘度很高無法流動,又不是像水一樣易動而不掛壁即可。 太稠可以加入一滴NMP繼續攪拌一會兒,一般一滴就足夠了。 太稀可以將稱量瓶放入鼓風干燥箱烘干一會兒。
也可使用王琦師兄的配料方式,不過這種方式耗時較長。
注意:第二三步的順序盡量不要顛倒。
2.1.2 極片的涂布
一般使用刮刀和流延涂覆機,進行涂布,正極材料涂布在鋁箔上,負極涂布在銅箔上。 沒有涂覆機的同學可以使用玻璃板和刮刀進行涂布。 涂布過程比較簡單,但是需要注意以下幾點
(1)鋁箔需要平整,要盡可能的減少褶皺; (2)涂布前要用酒精和脫脂棉仔細清潔鋁箔和涂覆機平臺; (3)脫脂棉清潔后要用衛生紙小心清潔一次,一來去掉可能存在的棉絮二來不要劃傷鋁箔。
此外,特別需要注意的是,一般極片的面容量設為2~4mA·h/cm2,最低不建議低于1mA·h/cm2,這樣的活性物質負載量與工業應用的更為接近,便于準確對標評價材料的倍率和低溫特性。 個別情況下,可以超過這一負載量,例如針對厚電極的研究。 低于這一面容量制作的極片,一方面,稱量誤差較大; 此外,由于極片薄,動力學性能較好,體積變化較小,電解液相對遠遠過量,這樣有利于測到材料的最高容量,但半電池測到的倍率、循環性有可能會顯著高于實際全電池工作條件下的性能,此時的動力學及循環性數據結果并不能和大容量實際電池有較好的對應關系。
2.1.3 極片的干燥和壓片
之所以要單列一節,是因為這是個需要嚴格執行的過程,但是干燥溫度可以有變化。 極片的干燥一般需要考慮三點,烘烤溫度、烘烤時間、烘烤環境,對于NMP 油系的烘烤溫度需要100℃以上,在能夠烘干的前提下,盡量降低烘烤溫度,增加烘烤時間。 對于一些容易氧化或者在高溫空氣中不穩定的材料,需要在惰性氣氛烘箱中烘烤另外,極片質量的好壞可以用掉粉程度來衡量,若掉粉容易,電池在循環過程中,活性物質會從鋁箔上脫落,溶解在電解液里,隔膜會被染黑。
干燥的目的在于去除漿料中大量的溶劑NMP以及其中的水分,所以要經過鼓風干燥和真空干燥兩個步驟。 每個步驟的具體溫度和時間,不同工作中有不同的報道,但需要注意:
(1)干燥NMP的溫度不需要太高,但由于溶劑太多,需要較多的熱量,所以干燥時間較長;
(2)由于水的沸點是100℃,所以鼓風干燥的溫度需要較高,但由于水分含量較少,干燥時間可以縮短,在鼓風干燥時,可以設置兩個溫度段,每個溫度時間不同,最高溫度可以設置為100℃。 另外負極的干燥溫度應低于正極,有時候出現銅箔氧化的現象;
注意:干燥溫度過高和時間過長,會出現嚴重的掉粉行為,關于鼓風干燥的溫度,正極不應超過120℃,負極不超過90℃。
(3)鼓風干燥后,要經過真空干燥,溫度一般設定為120℃,時間10小時左右。 但不可以不經過鼓風干燥直接進行真空干燥,這樣操作會導致NMP充滿于真空干燥箱內,而使干燥效果不好。 不經過真空干燥也是可以的,但是有條件的最好不要省略這個步驟。
2.1.4 壓片
涂布后,干燥出的復合材料涂層比較疏松。 若直接使用,被電解液浸潤后容易脫落損壞。 極片的輥壓過程中需要將極片壓實,壓實密度盡量接近工業中極片的壓實密度。 可采用對輥機或者壓片機等進行壓片處理,對輥機一般可將正極片涂層壓制到15-60μm。 壓片機可以采用大約80-120kg/cm2壓強進行壓制。 壓片后的電極,穩定性、牢固性以及電化學性能都獲得了改善,測試表現要好于不壓片的樣本。 壓片主要目的有兩個:一是為了消除毛刺,使表面光滑、平整,防止裝電池時毛刺刺破隔膜引起短路; 二是增強極片的強度,減小歐姆阻抗。 壓力過大會引起極片的卷曲,不利于電池裝配,壓力過小又起不到壓片的作用。
裁剪隔膜、極片以及活性物質含量計算的步驟在此忽略,較為簡單。
2.1 扣式電池的組裝
2.1.1 必備物品:
手套箱內:壓片機(最好帶數顯)、鑷子2把(至少有一把是塑料鑷子)、藥匙1把、電解液、鋰片、磨口玻璃瓶(配膠頭滴管)、注射器、干燥紙巾等清潔用品;
手套箱外:扣式電池殼、集電器、彈簧片(或泡沫鎳)、正極片、隔膜片;
注意:電池組裝部件在放入手套箱中之前,要進行4小時左右的真空干燥處理,溫度不宜太高,可以設置在60-80℃溫度。 容量較大的手套箱可事先這些存儲電池部件,更清潔。 原料入進箱艙門后,嚴格按照操作規程進行排氣-進氣操作,至少三次。 建議在手套箱內專門放一個小型操作臺,以防試劑腐蝕手套箱。 電解液對于手套和手套箱內壁的腐蝕比較嚴重,應該盡量避免操作失誤。
2.1.2 確定水氧含量
一般的手套箱都有水氧含量的數顯檢測儀,手套箱水氧含量可以控制在低于0.1PPM,但不同手套箱的標準不盡相同。 組裝電池的過程,都在已經嚴格進行了排氣-進氣操作的手套箱中,嚴格隔絕任何可能的氧化、潮濕等干擾。 若手套箱的水氧含量一直較高,應該檢查手套是否破損或者對手套箱進行再生。
2.1.3 組裝過程
扣式電池組裝次序主要有兩種,我們實驗室一般習慣從負極殼開始,但也可以從正極殼開始,這個沒有對錯之分,全看個人習慣。
將準備好的極片轉移到惰性氣氛手套箱內,準備扣式電池組裝部件:負極殼、金屬鋰片、隔膜、墊片、彈簧片、正極殼、電解液,此外還需要壓片模具、移液器和絕緣鑷子。
組裝過程:將負極殼平放于絕緣臺面,將金屬鋰片置于負極殼中心,并用壓片模具對金屬鋰片進行平整化處理,然后將隔膜平放于鋰片上層,用移液器取適量電解液滴加入隔膜表面。 用絕緣鑷子將測試極片、墊片、彈簧片和正極殼依次置于隔膜上層,其中測試極片的活性材料一側需貼近隔膜。
進一步,用絕緣鑷子將扣式電池負極側朝上置于扣式電池封口機模具上,可用紙巾墊于電池上方以吸收溢出的電解液,調整壓力(一般為800Pa)壓制5s完成組裝制備扣式電池,用絕緣鑷子取出,觀察制備外觀是否完整并用紙巾擦拭干凈。
模擬電池的組裝過程與扣式電池相似,以中科院物理所的模擬電池組裝為例,需準備組裝材料包括:模擬電池模具(一個聚四氟乙烯內膽,一個聚四氟乙烯套管,正負極殼和金屬導體柱),金屬鋰片,隔膜,電解液及待測極片。 其中待測極片尺寸不能超過聚四氟乙烯內膽尺寸。 將金屬鋰片、隔膜、聚四氟乙烯內膽依次放入負極殼模具內,然后用移液器滴加一定量電解液,并將待測極片和金屬導體柱依次放入內膽中,保證活性材料一側貼近隔膜。 進一步地,將套有聚四氟乙烯套管的正極殼模具安裝在負極殼模具上,完成模擬電池的組裝。
三. 一些問題出現的原因
電池組裝后,在測試時會出現一些問題,以下是可能遇到的問題以及部分解釋
3.1 開路電壓低的原因
(1)極片的毛刺穿破隔膜,造成電池短路;
(2)電池裝配過程中,正負極偏移,導致短路;
(3)壓電池步驟出錯,導致電池裝配不緊密,電池正負極外殼與正負極片虛接,造成短路。
3.2 電化學阻抗大
(1)導電劑添加量不夠;
(2)隔膜的孔隙率小,使得電解液中的鋰離子不能能夠順利通過;
(3)電解液分解,其中的鋰鹽減少。
電池的組裝是一個熟能生巧的過程,前一兩次裝壞幾個電池是一件很正常的事,不要灰心。
二,軟包電池
軟包電芯,其實就是使用了鋁塑包裝膜作為包裝材料的電芯。 相對來說,鋰離子電池的包裝分為兩大類,一類是軟包電芯,一類是金屬外殼電芯。 金屬外殼電芯又包括了鋼殼與鋁殼等等,近年來由于特殊需要有的電芯采用塑料外殼的,也可以劃為此類。
二者的差別除了外殼材料不同,決定了其封裝方式也不同。 軟包電芯采用的是熱封裝,而金屬外殼電芯一般采用焊接(激光焊)。 軟包電芯可以采用熱封裝的原因是其使用了鋁塑包裝膜這種材料。
鋁塑包裝膜
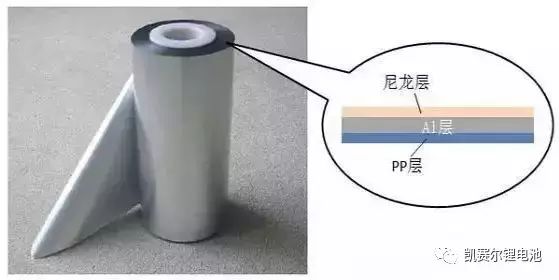
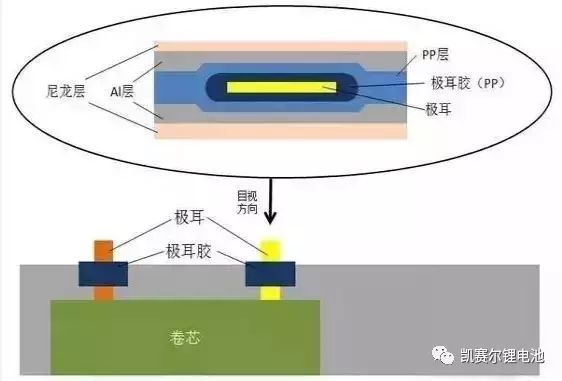
鋁塑包裝膜(簡稱鋁塑膜)的構成見圖,其截面上來看有三層構成:尼龍層、Al層與PP層。
三層各有各的作用,首先尼龍層是保證了鋁塑膜的外形,保證在制造成鋰離子電池之前,膜不會發生變形。
Al層就是一層金屬Al構成,其作用是防止水的滲入。 鋰離子電池很怕水,一般要求極片含水量都在PPM級,所以包裝膜一定能夠擋住水氣的滲入。 尼龍不防水,無法起到保護作用。 而金屬Al在室溫下會與空氣中的氧反應生成一層致密的氧化膜,導致水氣無法滲入,保護了電芯的內部。 Al層在鋁塑膜成型的時候還提供了沖坑的塑性,這個詳見第3點。
PP是聚丙烯的縮寫,這種材料的特性是在一百多攝氏度的溫度下會發生熔化,并且具有黏性。 所以電池的熱封裝主要靠的就是PP層在封頭加熱的作用下熔化黏合在一起,然后封頭撤去,降溫就固化黏結了。
鋁塑膜看上去很簡單,實際做起來,如何把三層材料均勻地、牢固地結合在一起也不是那么容易的事。 很遺憾的是,現在質量好的鋁塑膜基本上都是日本進口的,國產的不是沒有,但質量還有待改進。
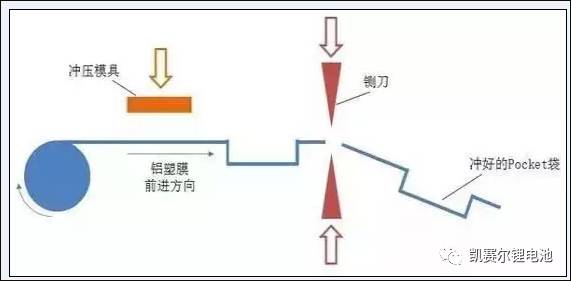
鋁塑膜成型工序
軟包電芯可以根據客戶的需求設計成不同的尺寸,當外形尺寸設計好后,就需要開具相應的模具,使鋁塑膜成型。 成型工序也叫作沖坑(其實個人覺得應該是“銃坑”,但大家都這么寫就隨俗吧),顧名思義,就是用成型模具在加熱的情況下,在鋁塑膜上沖出一個能夠裝卷芯的坑,具體的見下圖。
鋁塑膜沖好并裁剪成型后,一般稱為Pocket袋,見下圖所示。一般在電芯較薄的時候選擇沖單坑(下圖左),在電芯較厚的時候選擇沖雙坑(下圖右),因為一邊的變形量太大會突破鋁塑膜的變形極限而導致破裂。
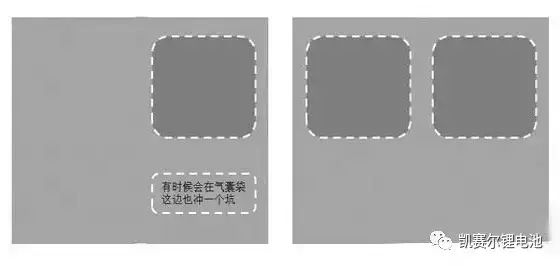
有時候根據設計的需要,會在氣袋的位置再沖一個小坑,以擴大氣袋的體積。
頂側封工序
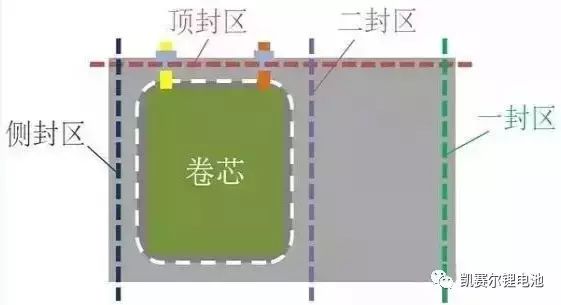
終于講到正題了(你是跑題有多厲害!),頂側封工序是軟包鋰離子電芯的第一道封裝工序。 頂側封實際包含了兩個工序,頂封與側封。 首先要把卷繞好的卷芯放到沖好的坑里,然后沿虛線位置將包裝膜對折,如下圖所示。
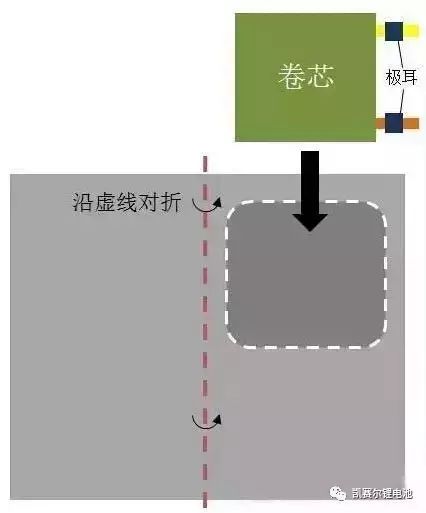
下面這種圖是鋁塑膜裝入卷芯后,需要封裝的幾個位置,包括頂封區、側封區、一封區與二封區。 下面分別進行介紹。
把卷芯放到坑中之后,就把整個鋁塑膜可以放到夾具中,在頂側封機里進行頂封與側封了。 頂側封機是這樣子的:
圖中這種型號的頂側封機帶四個夾具,左邊那個工位是頂封,右邊那個工位是側封。 那兩塊黃色的金屬是上封頭,下面還有一個下封頭,封裝的時候兩個封頭帶有一定的溫度(一般在180℃左右),合攏時壓在鋁塑膜上,鋁塑膜的PP層就熔化然后黏結在一起了,這樣就封裝OK了。
側封沒有什么太多好說的(邊電壓神馬的扯得太遠就不講了),主要來說說頂封,頂封區域的示意圖如下圖所示。 頂封是要封住極耳的,極耳是金屬(正極鋁,負極鎳),怎么跟PP封裝到一起呢?
這就要靠極耳上的一個小部件—極耳膠來完成了。 極耳膠具體的結構我不是很清楚,希望有懂行的人來補充。 我只知道它也有PP的成本,也就是說在加熱時能夠熔化黏結。 在極耳位的封裝見下圖中圓圈部分所示。 封裝時,極耳膠中的PP與鋁塑膜的PP層熔化黏結,形成了有效的封裝結構。
注液、預封工序
軟包電芯在頂側封之后,需要做X-ray檢查其卷芯的平行度,然后就進干燥房除水氣去了。 在干燥房靜置若干時間時候,就進入了注液與預封工序。
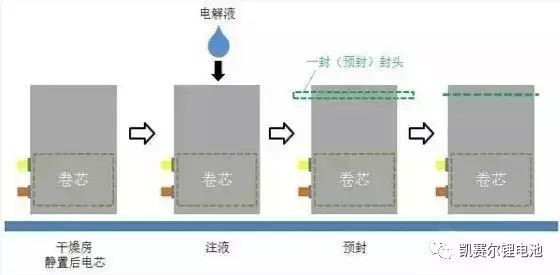
通過上面的介紹我們知道,電芯在頂側封完成之后,就只剩下氣袋那邊的一個開口,這個開口就是用來注液的。 在注液完成之后,需要馬上進行氣袋邊的預封,也叫作一封。 一封封裝完成后,電芯從理論上來說,內部就是完全與外部環境隔絕了。 一封的封裝原理與頂側封相同,這里就不贅述了。
靜置、化成、夾具整形工序
在注液與一封完成后,首先需要將電芯進行靜置,根據工藝的不同會分為高溫靜置與常溫靜置,靜置的目的是讓注入的電解液充分浸潤極片。 然后電芯就可以拿去做化成了。
上圖是軟包電芯的化成柜,其實就是一個充放電的裝置,我找了好久沒有找到帶電芯的圖片,大家想想一下電芯夾在上面的畫面就OK了。 化成就是對電芯的首次充電,但不會充到使用的最高電壓,充電的電流也非常小。
化成的目的是讓電極表面形成穩定的SEI膜,也就是相當于一個把電芯“激活”的過程。 在這個過程中,會產生一定量的氣體,這也就是為什么鋁塑膜要預留一個氣袋。 有些工廠的工藝會使用夾具化成,即把電芯夾在夾具里(有時候圖簡便就用玻璃板,然后上鋼夾子)再上柜化成,這樣產生的氣體會被充分地擠到旁邊的氣袋中去,同時化成后的電極界面也更佳。
在化成后有些電芯,尤其是厚電芯,由于內部應力較大,可能會產生一定的變形。 所以某些工廠會在化成后設置一個夾具整形的工序,也叫作夾具baking(烘烤)。
二封工序
剛才說了化成過程中會產生氣體,所以我們要將氣體抽出然后再進行第二次封裝。 在這里有些公司成為兩個工序:Degassing(排氣)與二封,還有后面一個剪氣袋的工序,這里我就一起籠統的都稱為二封了。
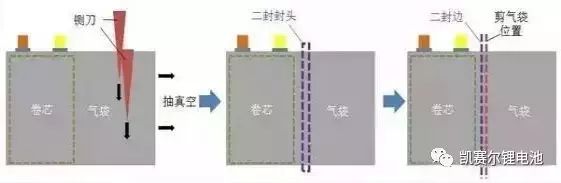
二封時,首先由鍘刀將氣袋刺破,同時抽真空,這樣氣袋中的氣體與一小部分電解液就會被抽出。 然后馬上二封封頭在二封區進行封裝,保證電芯的氣密性。 最后把封裝完的電芯剪去氣袋,一個軟包電芯就基本成型了。 二封是鋰離子電池的最后一個封裝工序,其原理還是跟前面的熱封裝一樣,不再贅述。
后續工序
因為題主問的是封裝,后面的跟封裝關系不大,所以二封之后的工序我就一起說了。
二封剪完氣袋之后需要進行裁邊與折邊,就是將一封邊與二封邊裁到合適的寬度,然后折疊起來,保證電芯的寬度不超標。 折邊后的電芯就可以上分容柜進行分容了,其實就是容量測試,看電芯的容量有沒有達到規定的最小值。
從原則上來說,所有的電芯出廠之前都需要做分容測試,保證容量不合格的電芯不會送到客戶手中。 但在電芯生產量大的時候,某些公司會做部分分容,以統計概率來判斷該批次電芯容量的合格率。
分容后,容量合格的電芯就會進入后工序,包括檢查外觀、貼黃膠、邊電壓檢測、極耳轉接焊等等,可以根據客戶的需求來增減若干工序。 最后就是OQC檢查,然后包裝出貨了。
審核編輯:湯梓紅
-
電化學
+關注
關注
1文章
322瀏覽量
20589 -
扣式電池
+關注
關注
2文章
11瀏覽量
10687 -
極片
+關注
關注
3文章
26瀏覽量
11373 -
電池組裝
+關注
關注
0文章
5瀏覽量
6167 -
軟包電池
+關注
關注
1文章
175瀏覽量
7974
原文標題:必收藏!扣式/軟包電池組裝教程
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯盟會長】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論