

一、PLC的類型:
1、小型PLC
一體式結構、I/O點數:256點 (384點)、
多用于單機控制
如:FX1S、FX1N、FX2N、FX3U、FX3G整體化PLC,注:F1、F2、 FX1、FX2 、FX0N、FX0S均已停產。
2、中型系列PLC
模塊化結構、 I/O點數:<2048點
用于較大規模控制
特點:L系列PLC體積小,功能強大;如L02CPU,L26CPU等。
3、大型系列PLC
模塊式結構、 I/O點數:4096點、運算速度快、網絡功能強
滿足大型控制系統要求
如: QnA系列PLC :Q3ACPU、Q4ACPU;Q系列PLC :Q00J 、Q00 Q001Q02HQ06HQ12HQ25HQ03UDQ04UD(E)HQ06UD (E) HQ13UD (E) HQ26UD (E) H
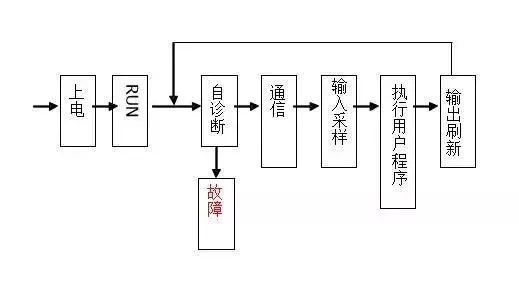
二、PLC的運行原理:
PLC采用存儲程序循環掃描的工作方式,一次掃描稱為一個周期。1個掃描周期的組成如下:
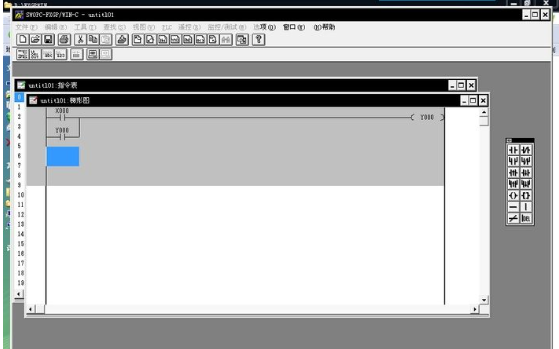
三、GX Developer軟件的使用說明
1、GX Developer的畫面構成和基本操作
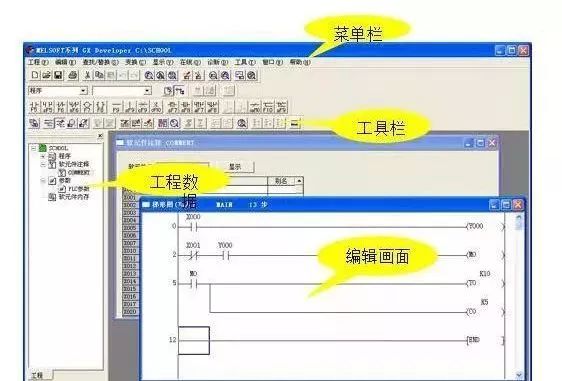
1)菜單欄
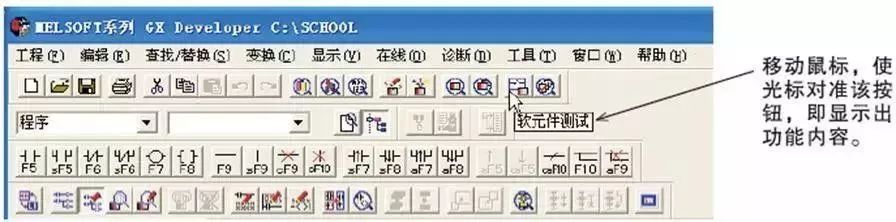
2)工具欄
工具欄的內容是可以移動和裝卸的,所以,顯示項目和配置因不同環境而異。將使用頻度較高的快捷配置為快捷按鈕,對比在菜單欄中進行選擇,可以直接執行相應功能。
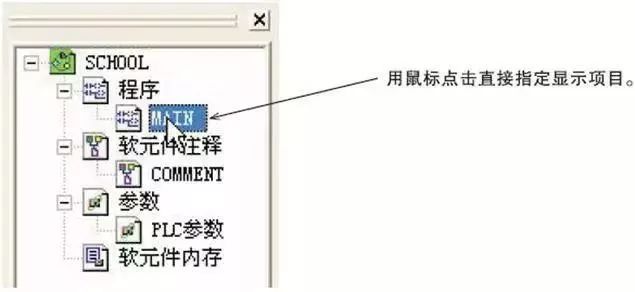
3)工程數據一覽表
梯形圖編程窗口和參數設置畫面等的“樹形”顯示。
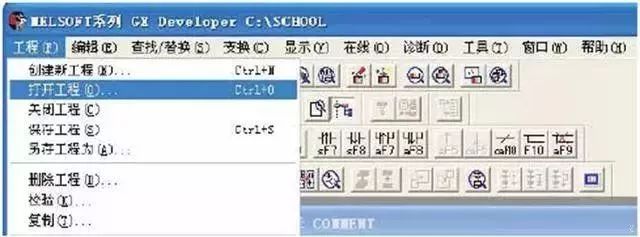
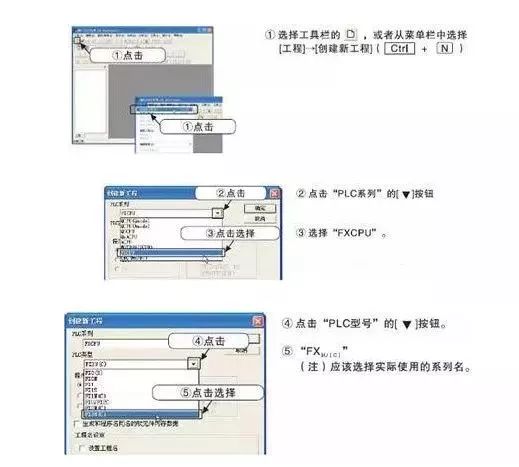
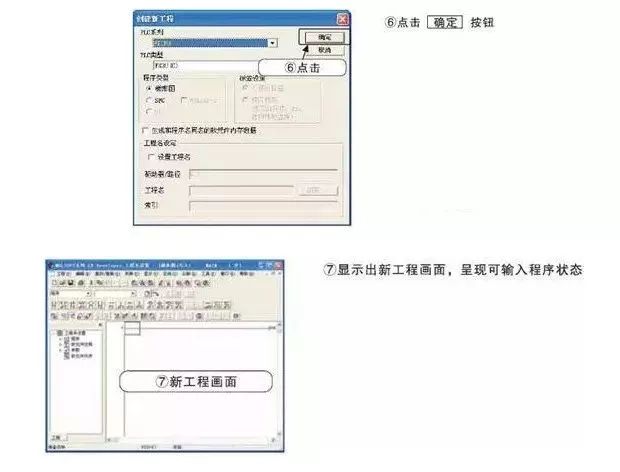
4)新工程的創建:
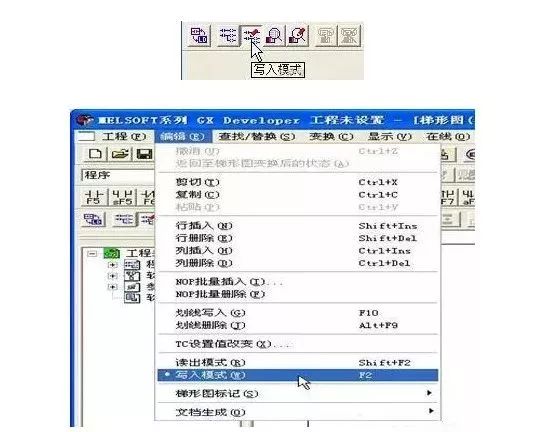
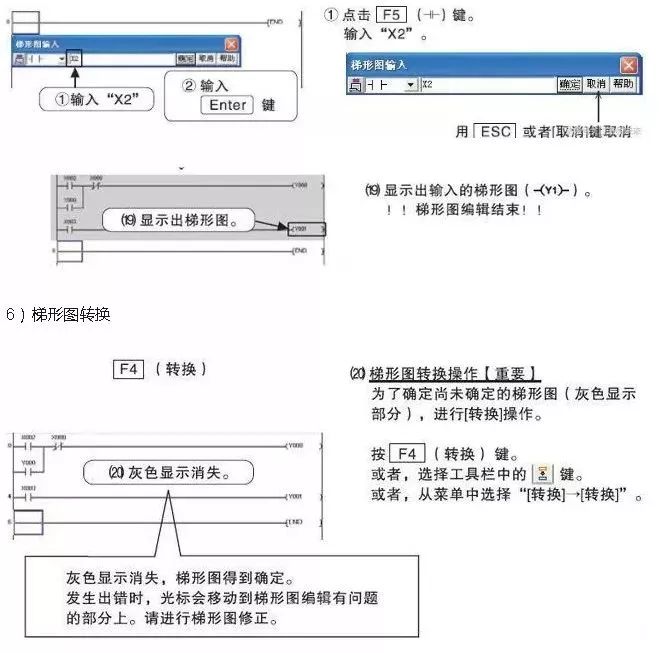
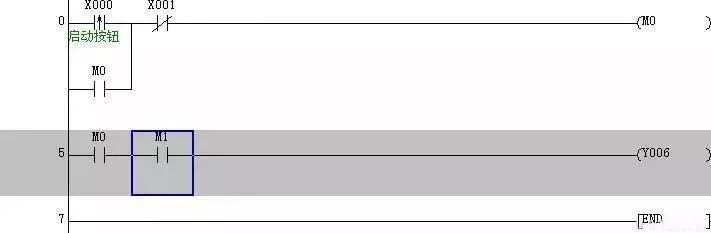
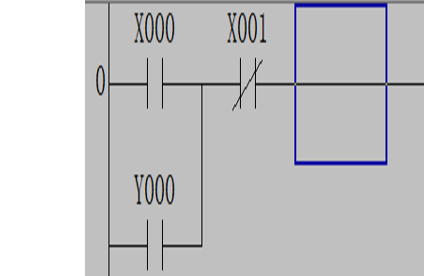
5)梯形圖編輯
使用功能鍵或工具按鈕編輯梯形圖,功能鍵和梯形圖符號關系顯示在工具欄的按鈕上,編輯梯形圖時,必須先設置在“寫入模式” 。
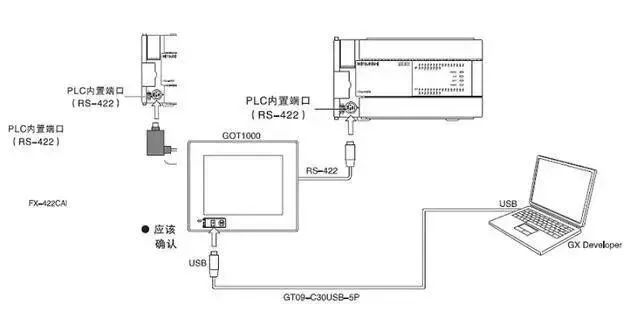
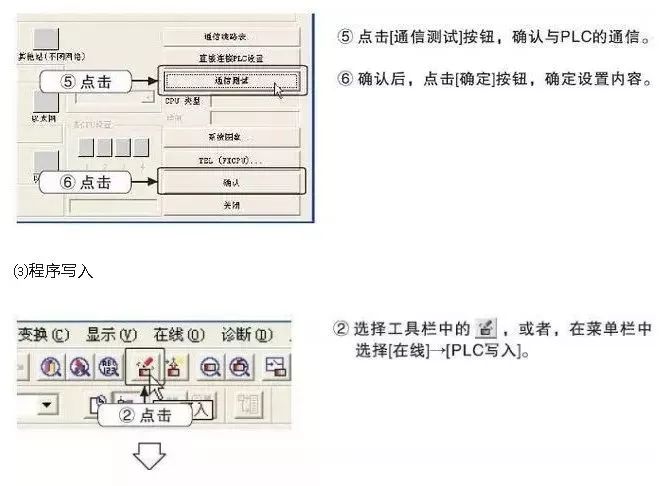
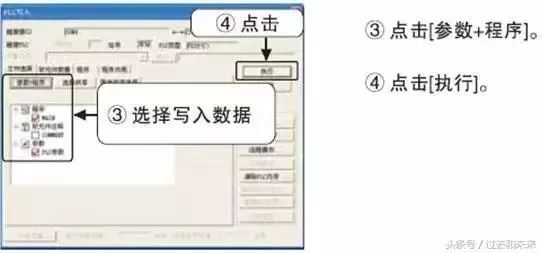
7)將程序寫入PLC:
⑴ 電腦與PLC連接
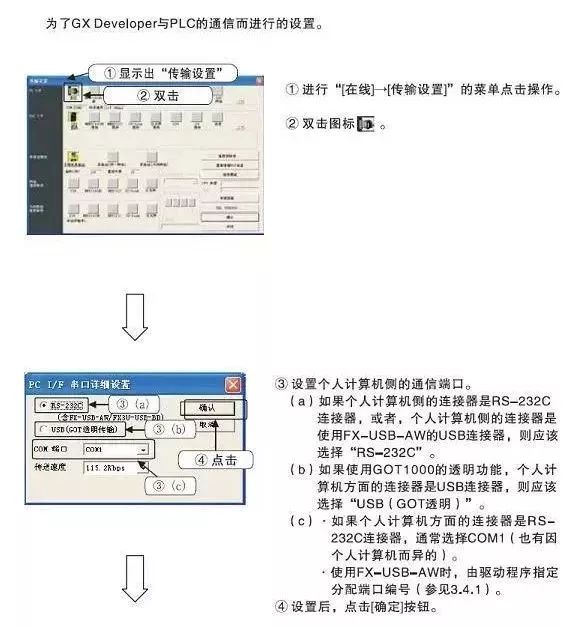
⑵GX Developer的傳輸設置
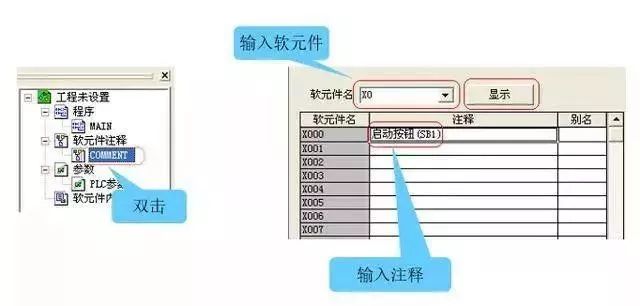
2、添加注釋和聲明
創建軟元件注釋:通過列表進行輸入操作
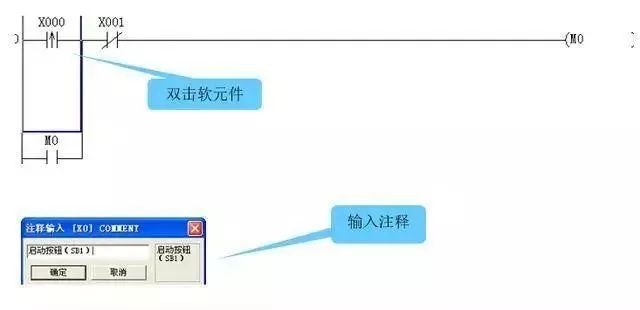
創建軟元件注釋:通過梯形圖進行輸入操作
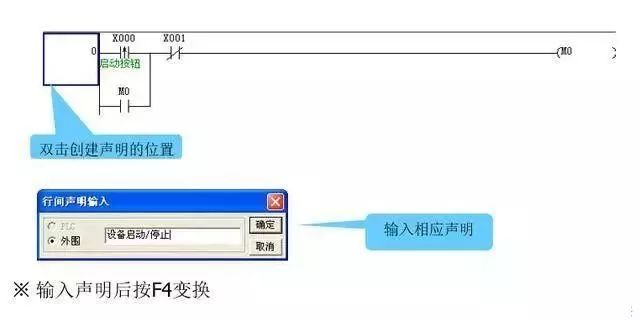
創建聲明:在菜單中選擇[編輯]—[文檔生成]—[聲明編輯] ,或點擊聲明按鈕
3、在線修改程序 (RUN中寫入)
該功能在PLC處于RUN狀態時,只將更改過的梯形塊寫入PLC。由于該功能不對整個程序進行傳送,可在短時間內完成程序的寫入,很適合現場調試的場合 。
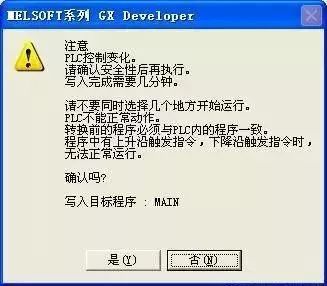
選擇變換菜單下的變換(運行中寫入)或者Shift 鍵+ F4 鍵,出現以下對話框,點擊[是](Y)按鈕 。
運行中寫入正常完成時,將顯示以下對話框,點擊[確定]按鈕關閉畫面 。
審核編輯:湯梓紅
-
plc
+關注
關注
5029文章
13667瀏覽量
471624 -
cpu
+關注
關注
68文章
11028瀏覽量
215704 -
三菱
+關注
關注
32文章
813瀏覽量
43267 -
Developer
+關注
關注
0文章
25瀏覽量
6530 -
編程軟件
+關注
關注
3文章
144瀏覽量
23995
原文標題:三菱PLC類型介紹和編程軟件的使用
文章出處:【微信號:工控PLC學習,微信公眾號:工控PLC學習】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄

三菱plc編程軟件教程








 工商網監
工商網監

評論