 KUKA工具之博爾豪夫液壓鉚鉗簡介
KUKA工具之博爾豪夫液壓鉚鉗簡介
?冷鉚接方式,鉚接區域不需要加熱
?部件不變形
?對材料無熱膨脹影響
?自動或手動工藝
?可以集成到其他制造工藝中
?沒有預制孔
?部件定位容易
?沖裁出的材料留在鉚釘內部
?精簡經濟的設備布局設計
?沒有濕氣,無需通風
?低噪音和節能工藝
?安裝電源和空氣壓力(6bars)簡單方便
?可多層鉚接
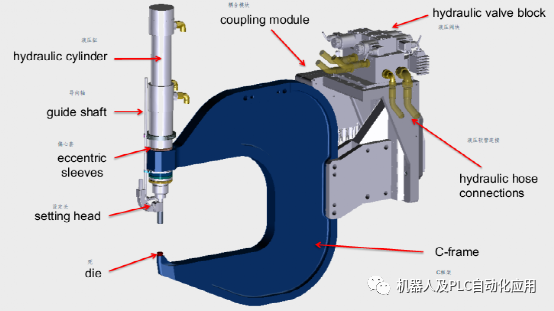
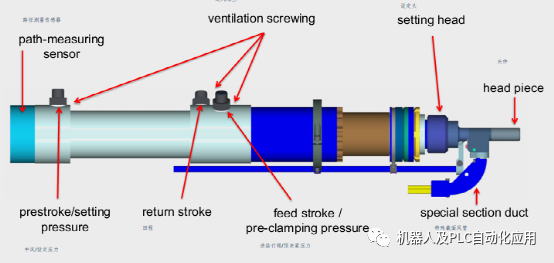
通過液壓泵站提供驅動力控制鉚槍,使半筒狀鉚釘穿透第一層板材在第二層板材產生互鎖,形成具有一定抗拉強度和抗剪強度的鉚接點并通過曲線和窗口技術監測和控制鉚接質量。
鉚釘通過送料系統的輸送的。當輸送帶上傳感器沒有感應到鉚釘時,輸送馬達被激活,在儲料箱內的鉚釘進入滑槽和線性送料器的輸送軌道上。鉚釘頭部掛在直線軌道上按次序輸送,在軌道的末端下方有個單獨的測量桿測量鉚釘的長度是否正確,如果是不正確的鉚釘,鉚釘會被直接吹入軌道末端下方的收集容器中。如果是正確鉚釘被氣缸推至氣嘴位置,然后通過壓縮空氣將鉚釘輸送至鉚接頭中,同時液壓缸通過液壓單元和液壓軟管組件供給液壓向下移動,液壓缸內的沖棒向下動作推動鉚釘,直到沖棒按照鉚釘的設定壓力將鉚釘壓入工件同時工件壓住底模。然后沖棒和液壓缸回到原位。液壓壓力按照鉚接材料是可調的。
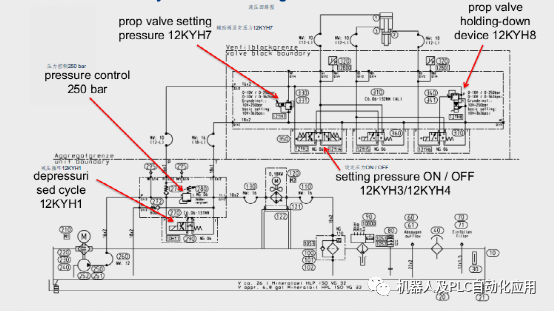
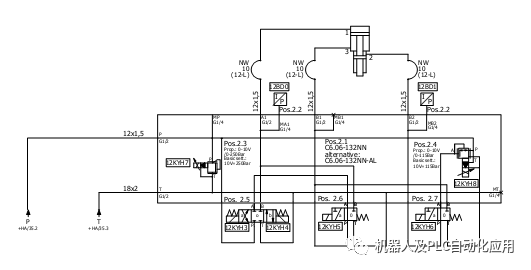
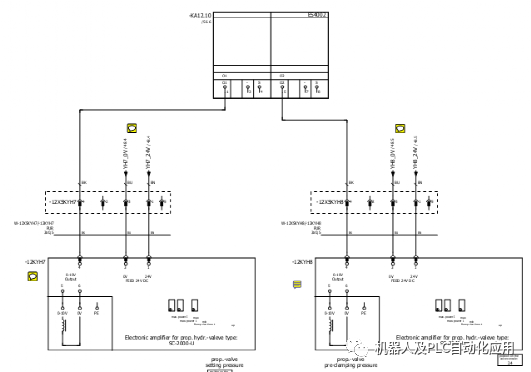
兩個比例閥控制油管的出油量,三個換向閥控制油管的通與不通。預壓緊是通過比例閥12KYH8和(12KYH6不得電)實現進槍和做功是12KYH7和12KYH3得電,P與B相通回油是12KYH4(得電)和12KYH5(不得電)3號油管回油,回油的同時一號管通過12KYH4的B與T想通油回到液壓單元,2號油管通過12KYH6得電P與B相通,油回到3號油管,助推回油。
1次中風/設定壓力
2個進給行程/預夾緊壓力
3回程

預壓緊時

開始鉚接時

返回時
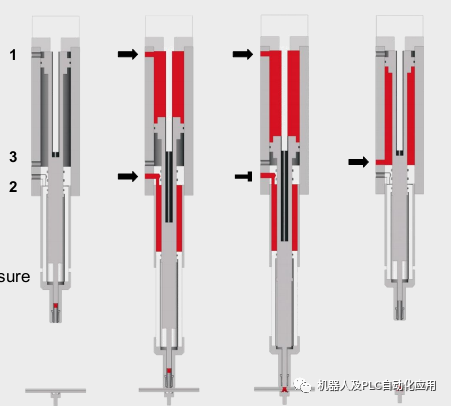
進槍與預壓緊:
1號油管的進槍是通過12KYH7比例閥和12KYH3得電,P與B相通。進槍時3號油管相通,12KYH5不得電,P與A相通,再與12KYH3的A與T相通回油到液壓單元。
2號油管的預壓緊與進槍同時進行,12KYH8比例閥A與12KYH6換向閥不動作時(A與P相通)進油實現預壓緊。
做功:
12KYH7比例閥和12KYH3換向閥得電,做功的大小有比例閥調節,做功時3號油管封死。
回油:
12KYH4得電P與A相通后,再與12KYH5(不得電)A與P相通,實現3號油管的進油,推動液壓缸返回。進油的同時,1號油管通過12 KYH4的B與T相通油回到液壓單元,2號管通過12KYH6的P與B相通,油進入3號管助推回油。
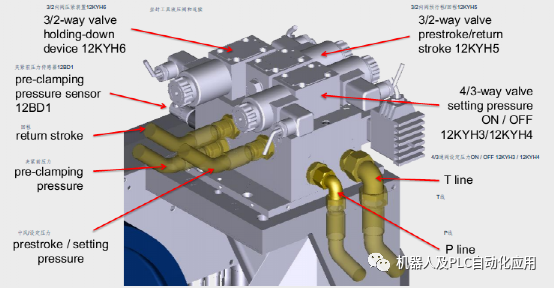
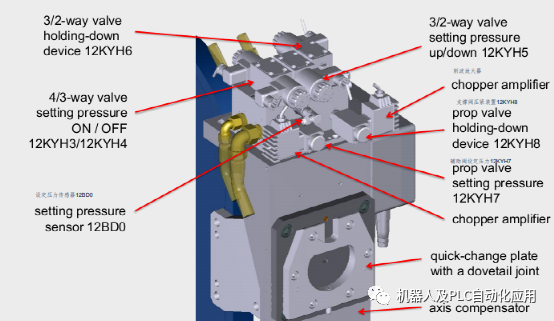
連接與安裝
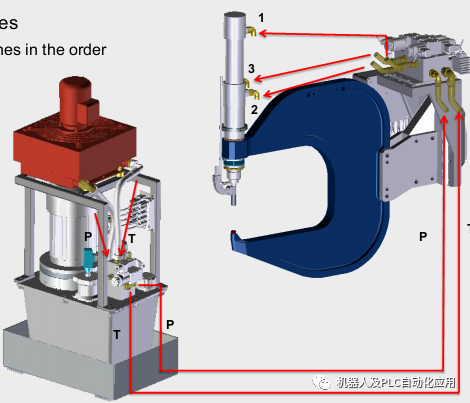
1.鉚釘設定壓力(1)
2.預夾緊壓力(2)
3.反向沖程壓力(3)
4.壓力線(P)
5.油箱線(T)
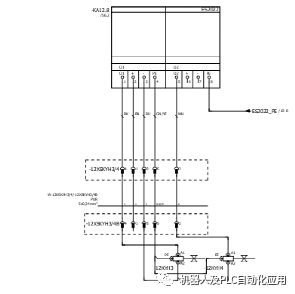
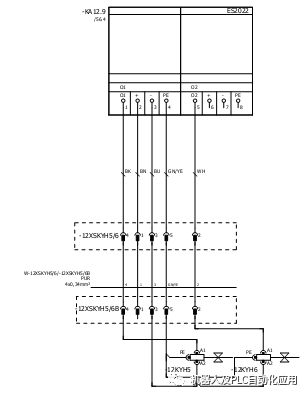
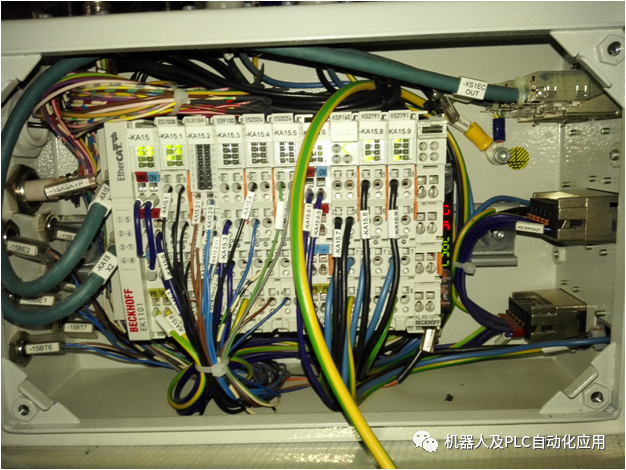
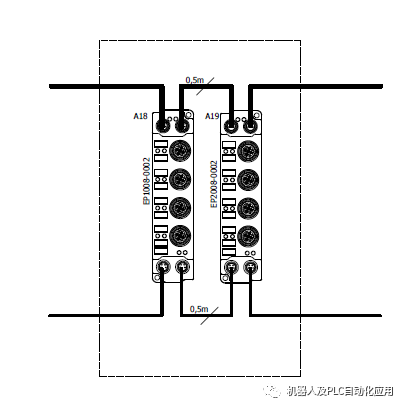
博爾豪夫液壓鉚鉗內部網絡使用EtherCat網絡:

審核編輯 :李倩
-
傳感器
+關注
關注
2550文章
51037瀏覽量
753085 -
線性
+關注
關注
0文章
198瀏覽量
25145 -
馬達
+關注
關注
1文章
820瀏覽量
62269
原文標題:KUKA工具之博爾豪夫液壓鉚鉗簡介
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
卡博爾線路板巨無霸
底盤管路用鉚管機的設計與應用

簡單介紹KUKA外部軸應用


KUKA工具與液壓鉚鉗簡介
推薦一款BOLLHOFF博爾豪夫液壓鉚鉗
BOLLHOFF博爾豪夫液壓鉚鉗的注意事項有哪些
如何解決鉚釘反鉚的解決方法
【新聞中心】安科瑞祝賀威博液壓通過北交所發審會審核






 工商網監
工商網監
評論