 SOLIDWORKS鈑金折彎參數設置技巧
SOLIDWORKS鈑金折彎參數設置技巧
折彎系數早期是沒有計算方法的,工廠都是根據實際經驗確定下來的經驗公式。
記錄下來一個經驗數據表或簡單的經驗公式。后來才出現的中性層概念,即既不伸長也不壓縮的那一層為中性層。可以用來計算展開長度。SOLIDWORKS鈑金折彎參數也是整合了所有的計算方法,用于軟件內部的計算。但是沒有解決根本問題,找出更簡單的折彎計算公式。
K因子是SOLIDWORKS鈑金折彎參數中好用的,90度折彎和非90度折彎都可以用。可是實際使用中我們并不知道K因子數值應該設置為多少。前面我說過K因子設置時,和折彎半徑有關,但是這個關系我們并不知道是什么。今天我研究出來一個新方法,將K因子設置為一個定值,不管厚度為多少,都可以很方便的計算出折彎系數,展開長度也很準確。可以算是折彎系數更簡單的使用方法了。
下面來演示一下具體怎么操作:
打開SOLIDWORKS軟件畫鈑金件,長度為100,寬度為50的鈑金件。做一個邊線法蘭高度為50的折彎。如下圖:
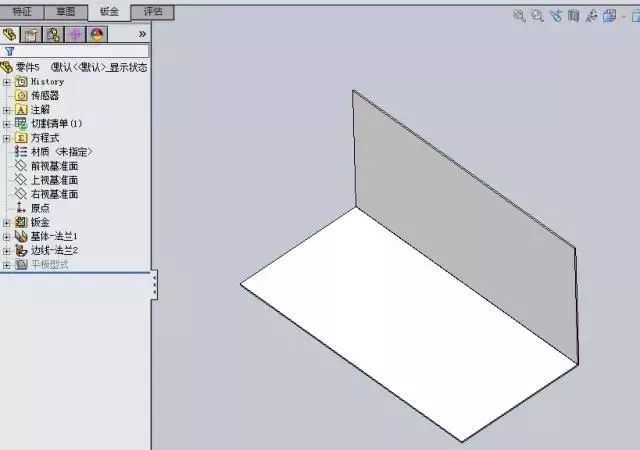
SolidWorks鈑金折彎
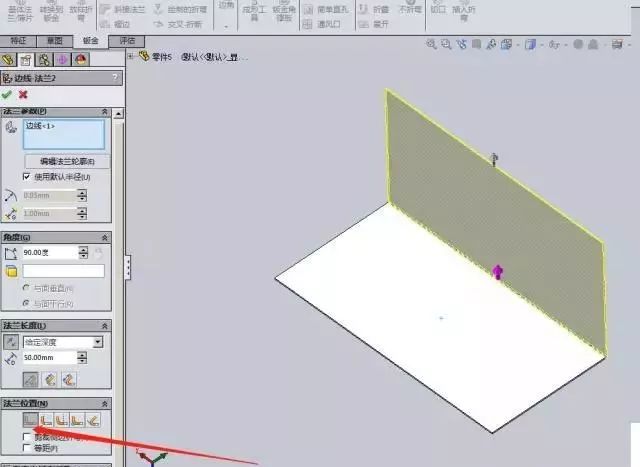
邊線法蘭注意事項
注意:做邊線法蘭時,法蘭位置選擇材料在內,這樣保證折彎尺寸不管是厚度多大,半徑多大,永遠是設定的數值。這里為了驗證方便,實際使用中各種位置都可以使用。
開始設置鈑金參數:點選鈑金,右鍵編輯特征,鈑金厚度設置為0.5,折彎半徑設置有個技巧,要設置為:輸入“=”號,全局變量,厚度0.5mm,出現=“厚度”時,在/10,如下圖:

折彎半徑設置

折彎半徑設置
設置原理:折彎半徑設置為厚度的1/10,這樣畫鈑金件時,不會因為折彎半徑太大而出現縫隙很大的情況。其中K因子為一個定值,我們測算鈑金件展開長度。
厚度為0.5的鈑金件,折彎尺寸都為50,展開長度為99.15mm。
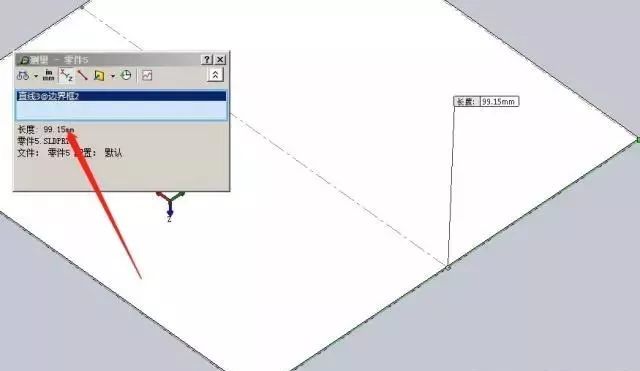
0.5厚度展開長度
厚度為1.0的鈑金件,折彎尺寸都為50,展開長度為98.3mm。
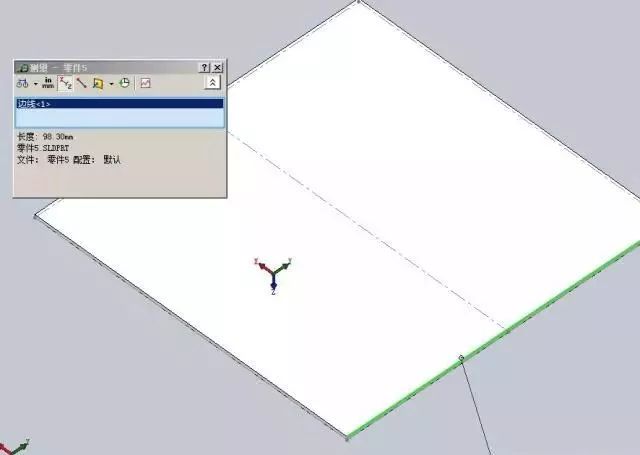
1.0厚度展開長度
厚度為1.2的鈑金件,折彎尺寸都為50,展開長度為97.96mm。
1.2厚度展開長度
后面的厚度測算我就不一一發圖了。測試數據全部真實,總結表格出來后,驚人的發現。所有數據都符合我講的的折彎扣除等于材料厚度的1.7倍的規律。下面表格就是我測試的數據:
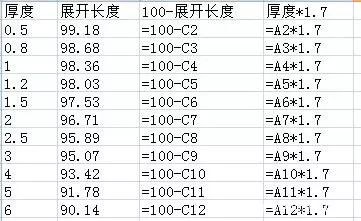
折彎系數驗證公式

折彎系數
這樣是不是很方便,只需要設置K因子,折彎半徑為厚度的1/10,就可以計算出準確的展開長度了。
審核編輯黃宇
-
solidworks
+關注
關注
7文章
597瀏覽量
25678
發布評論請先 登錄
相關推薦
通信開關電源參數設置方法
西門子變頻器故障復位方法 及參數設置

如何評估鈑金性能
變頻器參數設置技巧介紹
德力西變頻器恒壓供水參數設置步驟
恒壓供水變頻器參數設置方法
金田變頻器怎么調參數設置
s120編碼器參數設置在哪里
松下伺服參數設置步驟
變頻器的基本參數設置
東元驅動器參數設置步驟及注意事項
變頻器常用參數設置技巧與指南






 工商網監
工商網監
評論