 西門子故障安全編程—雙手操作指令
西門子故障安全編程—雙手操作指令
在切割/沖壓等機械加工領域,有時候需要操作人員手動上料。手動上料過程中設備應處于停止狀態,當上料完畢并確認安全后,才能再次啟動。如果操作人員違反操作規程(比如一只手上料的同時另一只手去啟動按鈕),可能造成傷害的發生。為了避免這種傷害,人們發明了雙手操作按鈕。雙手操作按鈕必須兩只手同時按下按鈕才能激活輸出(啟動設備),下面這張圖是西門子3SB38雙手操作按鈕盒:
雙手操作按鈕盒需要配合專用控制器(雙手同步控制器)才能工作。如果使用故障安全型PLC,可以通過雙手操作指令來完成類似的功能。今天這篇文章,我們就來介紹下博途環境下基于故障安全的雙手操作指令——TWO_H_EN。本文包括兩個主題:
①指令介紹;
②應用舉例;
1、指令介紹
打開博途開發環境,新建項目。在左側項目樹雙擊“添加新設備”,在彈出的對話框中單擊“控制器”,任意選擇一款故障安全型CPU(比如:CPU 1515F-2PN)。
在新添加的PLC項目樹中選擇“程序塊”→“添加新塊”,在彈出的對話框中選擇“函數塊”,命名為“Test”,并勾選“Create F-block(創建安全塊)”,如下圖所示:

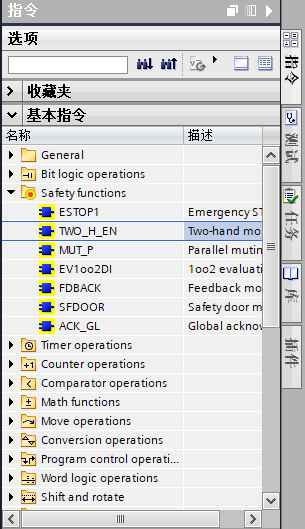
打開Test函數塊,在右側的指令列表中,“基本指令”→“安全指令(Safety functions)”中,可以看到“TWO_H_EN”指令(帶有使能信號的雙手操作指令),如下圖所示:
將該指令拖放到Test函數塊中,會自動提示生成背景數據塊,完成后如下圖所示:
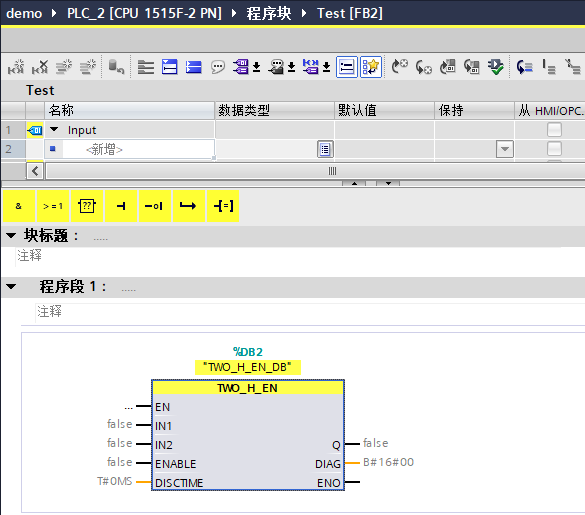
該指令有四個輸入參數和兩個輸出參數,其中:
輸入參數:
①IN1:布爾型,按鈕1的輸入信號;
②IN2:布爾型,按鈕2的輸入信號;
③ENABLE:布爾型:使能信號;
④DISCTIME:TIME型,差異時間(由于兩個按鈕不可能絕對同步,因此允許它們之間的動作在短時間內存在差異),取值范圍1~500ms,超出這個范圍診斷字節會報錯;
輸出參數:
①Q:布爾型,輸出信號;
②DIAG:字節型,診斷信息。診斷字節的每個位表示相應的含義,具體見下面的表格;
| 位編號 | 含義(當值=1時) |
|---|---|
| 位0(bit0)? | 差異時間錯誤(小于0或大于500) |
| 位1(bit1) | 按鈕不同步 |
| 位2(bit2) | 保留 |
| 位3(bit3) | 保留 |
| 位4(bit4) | 一個按鈕未釋放 |
| 位5(bit5) | 未使能(ENABLE=0) |
| 位6(bit6) | 保留 |
| 位7(bit7) | Q的輸出狀態 |
該指令的工作原理如下:
當按鈕1的輸入信號IN1和按鈕2的輸入信號IN2在差異時間內從0變為1并保持時,并且使能信號ENABLE的值為1時,Q輸出為1;
當IN1或者IN2或者ENABLE中任何一個信號為0時,Q輸出為0;
當按鈕輸入信號IN1或者IN2未在差異時間內激活時(比如僅按下了其中一個按鈕),必須先將按鈕松開,然后再次同步按下兩個按鈕才能再次激活Q的輸出;
2、應用舉例
下面我們創建一個功能安全函數塊Test來測試TWO_H_EN指令。為了進行仿真,我們創建F-DB,名稱為simulation,在其中新建變量如下圖所示:

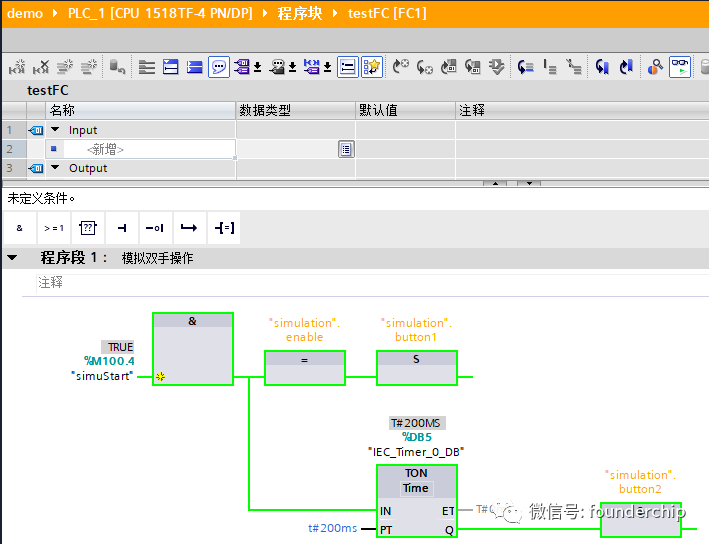
為了模擬雙手按鈕的按下動作,編寫testFC,使按鈕1和按鈕2的觸發由有200ms的差異,如下圖所示:
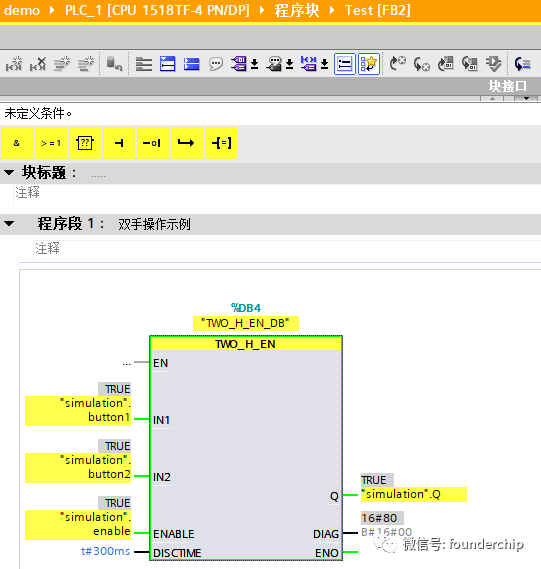
安全函數塊Test中的代碼如下圖所示:
好了,關于雙手操作指令就先介紹到這里。
審核編輯:劉清
-
plc
+關注
關注
5010文章
13277瀏覽量
463108 -
同步控制器
+關注
關注
0文章
10瀏覽量
7440
原文標題:西門子故障安全編程——雙手操作指令
文章出處:【微信號:方正智芯,微信公眾號:方正智芯】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
西門子F-AI 4xU電壓型故障安全模塊的使用
西門子故障安全系統的程序架構是什么?







 工商網監
工商網監
評論