") 壓合異常的原因及其解決辦法
壓合異常的原因及其解決辦法
1.壓合凹陷
異常現(xiàn)象:
產(chǎn)品表面出現(xiàn)凹陷的現(xiàn)象。
原因分析:
1、銅箔品質(zhì)異常。
2、無塵室潔凈度不夠。
3、p/p未封邊。
4、銅箔絲、p/p粉塵、砂紙顆粒、頭發(fā)、牛皮紙屑等異物造成。
5、鋼板上異物。
6、鋼板刮傷。
處理流程:
處理步驟與參數(shù):
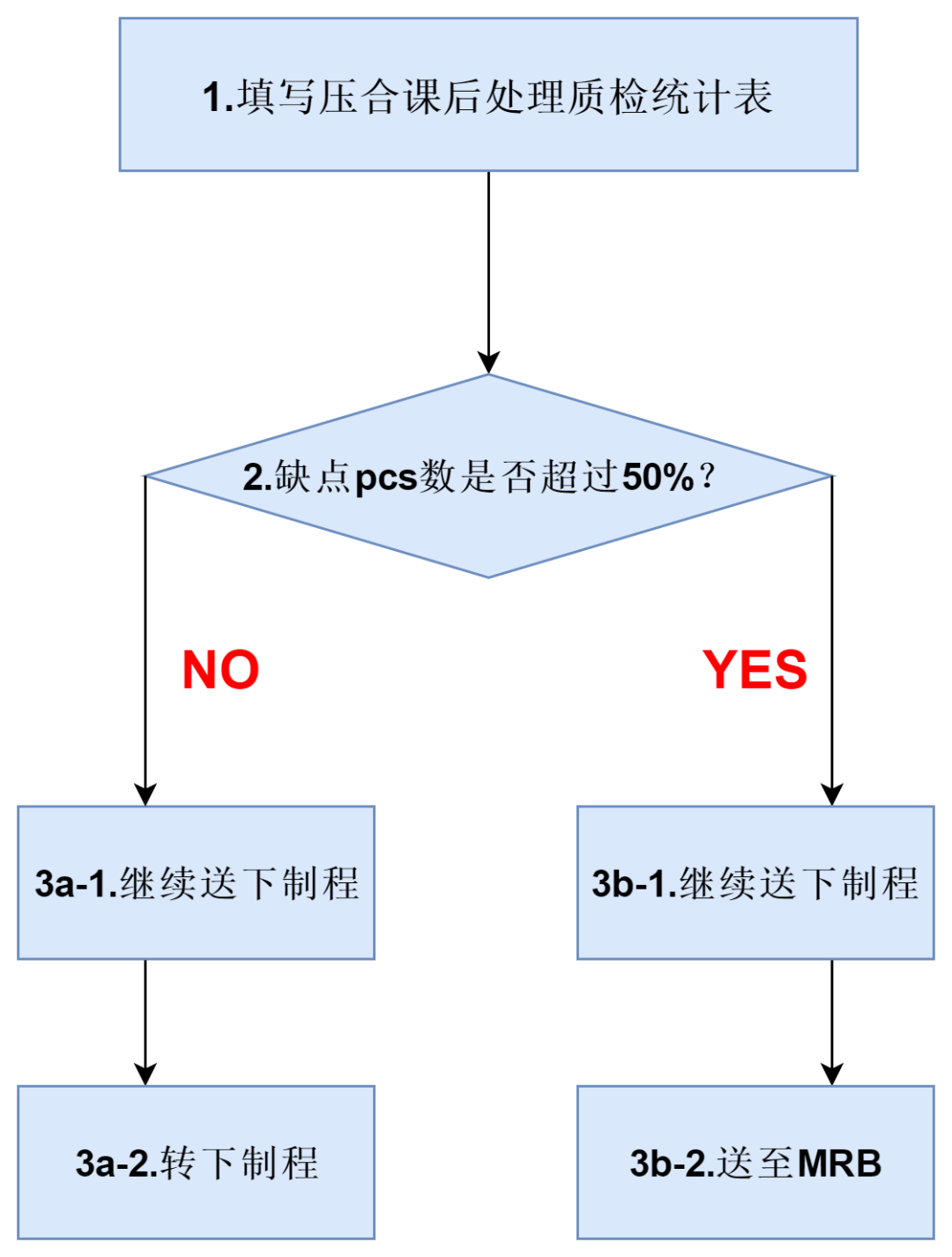
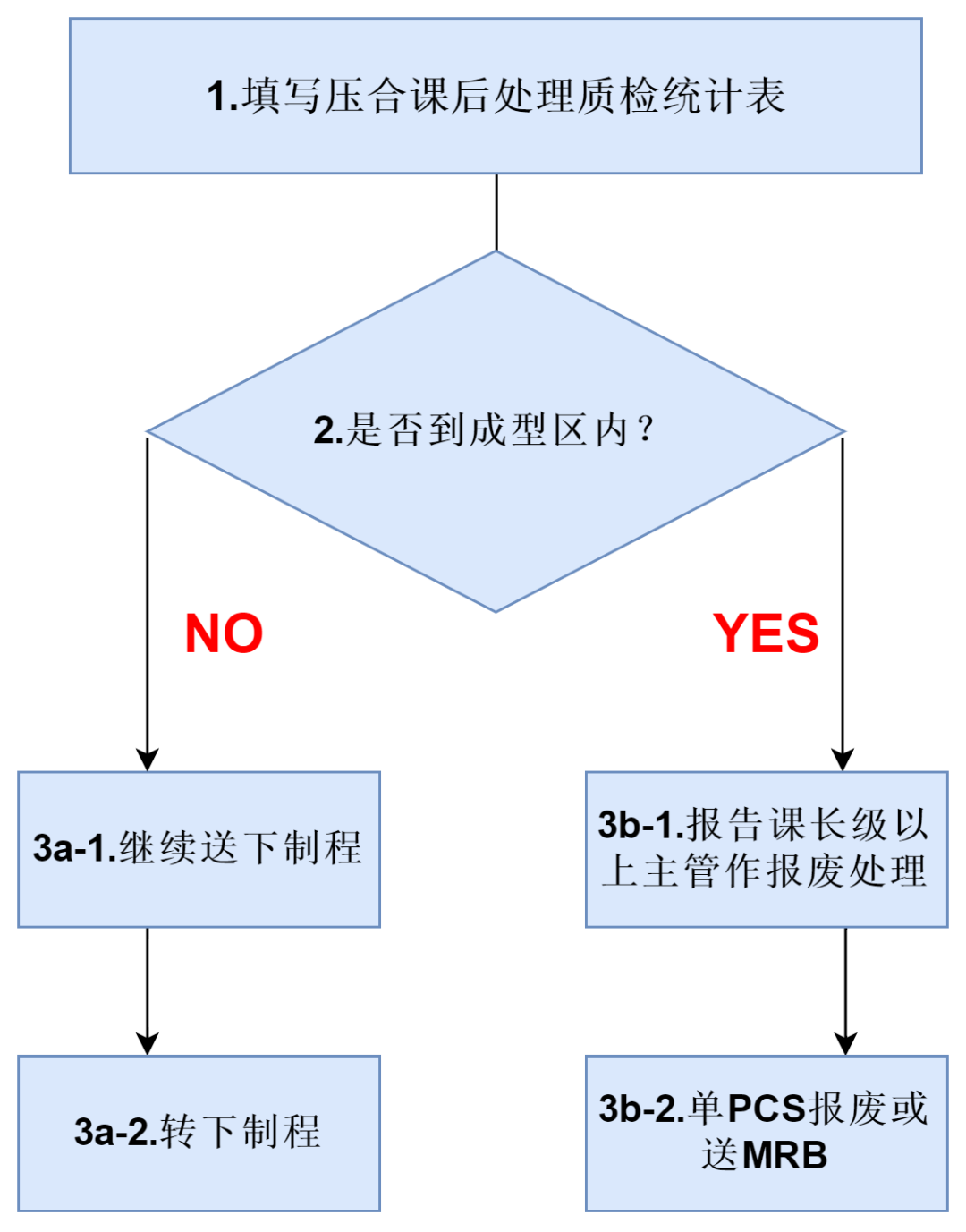
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表
2、 單pcs報廢或作整片報廢處理。作整片報廢處理則進行3b-1的步驟。
3a-1.決定單pcs報廢繼續(xù)送下制程。
3a-2.在異常的pcs上打報廢戳記并剪角標記在工單上注明異常原因及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作整片報廢處理。
3b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢修站
檢查項目:
是否有凹陷現(xiàn)象
2.織紋顯露
異常現(xiàn)象:
外層蝕刻后在PP的地方有織紋顯露。
原因分析:
1、壓機程序設(shè)定不當。
2、物料(PP)異常。
3、迭板結(jié)構(gòu)設(shè)計異常。
處理流程:
處理步驟與參數(shù):
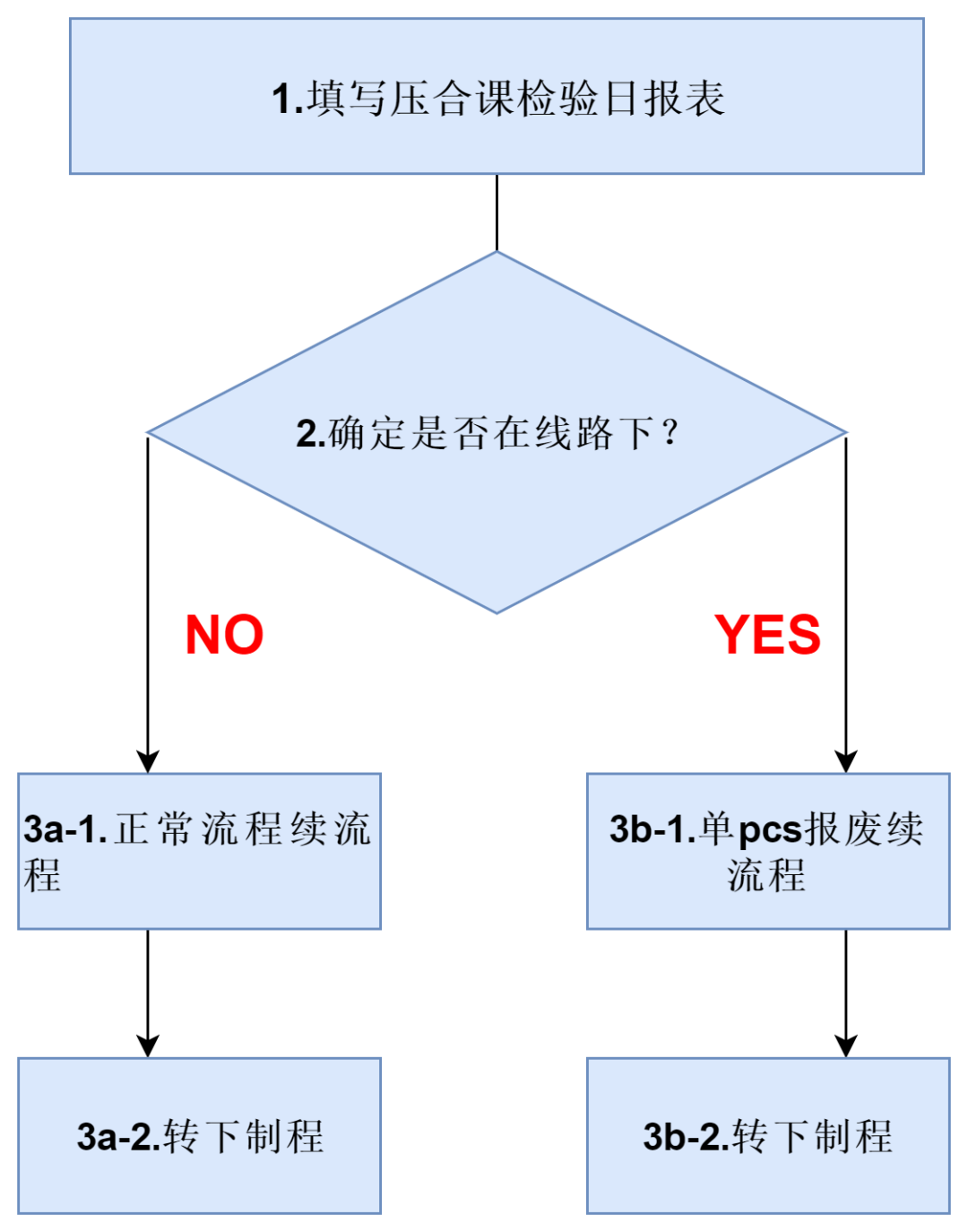
1、 將異常填寫于壓合課檢驗日報表。
2、 單pcs報廢或作整片報廢處理。
決定單pcs報廢處理則進行3a-1的步驟。
作整片報廢處理則進行3b-1的步驟。
3a-1.決定單pcs報廢繼續(xù)送下制程。
3a-2.在異常的pcs上打報廢戳記并剪角標記在工單上注明異常原因及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作整片報廢處理。
3b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
外層檢驗、終檢。
檢查項目:
是否有織紋顯露。
3.壓合皺折
異常現(xiàn)象:
產(chǎn)品銅面出現(xiàn)皺折現(xiàn)象。
原因分析:
1、 銅箔本身皺折。
2、作業(yè)方法不對,造成皺折。
3、壓合程序不當。
4、內(nèi)層線路設(shè)計不當。
5、迭板夾頭不平整。
6、鉚釘用錯。
7、鉚合板厚計算錯誤。
8、板面設(shè)計時空曠區(qū)太大填膠不足及流膠口設(shè)計異常流膠不均。
9、壓機停電造成失壓。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 單pcs報廢或作整片報廢處理。
決定單pcs報廢處理則進行3a-1的步驟。
作整片報廢處理則進行3b-1的步驟。
3a-1.決定單pcs報廢繼續(xù)送下制程。
3a-2.在異常的pcs上打報廢戳記并剪角標記在工單上注明異常原因及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作整片報廢處理。
3b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢修站。
檢查項目:
是否有壓合皺折。
4.壓合偏移
異常現(xiàn)象:
在壓合前或壓合后發(fā)生內(nèi)層偏移。
原因分析:
1、鉚釘開花不良。
2、內(nèi)層板漲縮不一致。
3、壓機平整度異常。
4、組合偏移。
5、壓合偏移。
6、內(nèi)層曝偏。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課X-Ray鉆靶機生產(chǎn)日報表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作報廢處理。
3b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢修站。
檢查項目:
是否有壓合偏移。
5.靶孔不良
異常現(xiàn)象:
打靶后發(fā)現(xiàn)靶孔不良。
原因分析:
1、鉆頭磨損不一致。
2、重復鉆。
3、壓合偏移。
4、內(nèi)層靶孔制作不良。
5、鉆靶偏、鉆針過小或過大。
6、鉆靶機精度異常。
7、鉆靶精度異常。
8、壓合漲縮異常。
9、鉆靶機機臺故障。
處理流程:
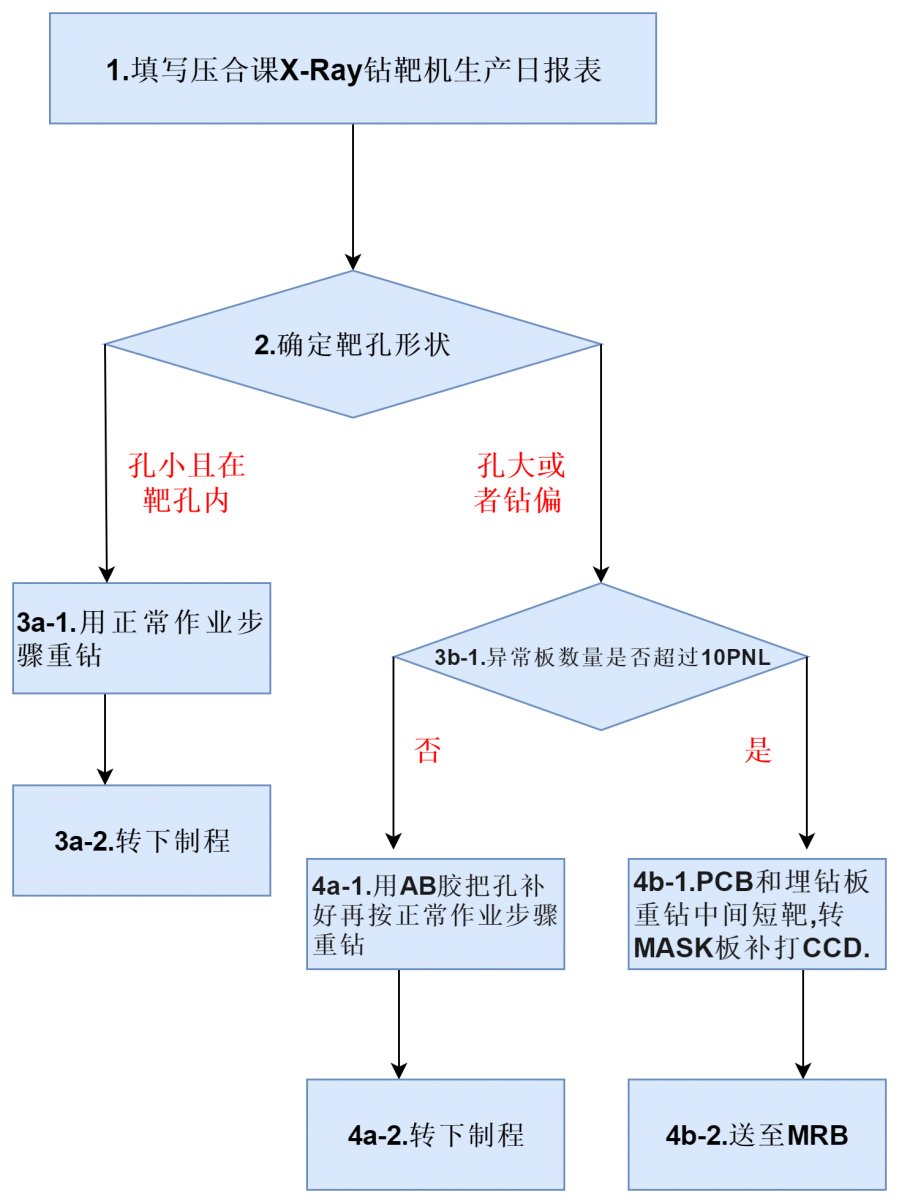
處理步驟與參數(shù):
1、 將異常填寫于壓合課X-Ray鉆靶機生產(chǎn)日報表。
2、 繼續(xù)送下制程或重工處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作重工處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下程。
4a-1.異常板未超過10pnl,補膠后按正常作業(yè)步驟重鉆。
4a-2.剪角標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
4b-1.異常板超過10pnl,PCB和埋鉆板需打中間短靶制作;HDI轉(zhuǎn)MASK板應重新補打CCD。
4b-2.異常板將不良靶孔撈破,提DRB管制。
檢查單位:
壓合檢修站。
檢查項目:
是否有靶孔不良。
6.撈邊尺寸不足
異常現(xiàn)象:
在壓合撈邊,磨邊時,成型后的尺寸異常。
原因分析:
1、成型撈邊參數(shù)設(shè)定有誤。
2、磨邊參數(shù)設(shè)定有誤。
3、pin針未固定好。
4、人員操作失誤。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作報廢處理。
3b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢修站。
檢查項目:
是否有尺寸異常。
7.棕化刮傷
異常現(xiàn)象:
產(chǎn)品表面出現(xiàn)凹陷的現(xiàn)象。
原因分析:
1、滾輪刮傷。
2、人員未按照Handling作業(yè)規(guī)范進行作業(yè)。
3、治具板邊沿刮傷板面。
處理流程:
處理步驟與參數(shù):
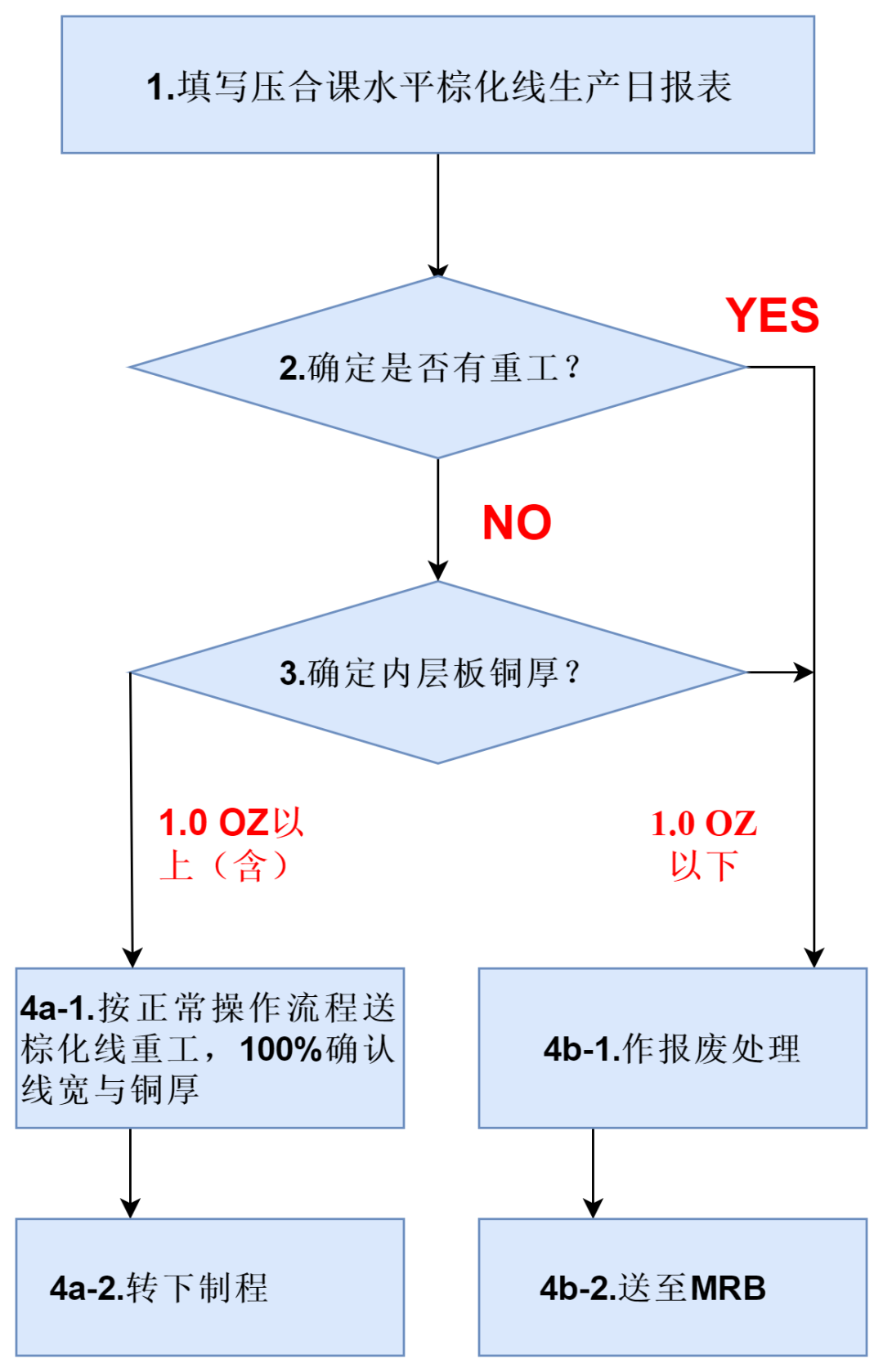
1、 將異常填寫于壓合課水平棕化線生產(chǎn)日報表。
2、 送棕化線重工或作報廢處理:
決定重工處理則進行4a-1的步驟。
作報廢處理則進行4b-1的步驟。
4a-1.按照棕化線正常生產(chǎn)程序生產(chǎn),并記錄壓合課水平棕化線重工生產(chǎn)日報表(32123001-02)。
4a-2.用油性筆在板邊劃線作標記轉(zhuǎn)下制程。
4b-1.作報廢處理。
4b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
3、 重工辦法:
3-1.內(nèi)層銅厚為0.5 OZ的板子不允許重工作業(yè)。
3-2.內(nèi)層銅厚為1OZ允許重工一次,重工時100%依工單確認其阻抗線寬和面銅厚度,重工后內(nèi)層銅厚不得低于1.0mil。
3-3.內(nèi)層銅厚為2OZ允許重工一次,重工時100%依工單確認其阻抗線寬和面銅厚度,重工后內(nèi)層銅厚不得低于2.4mil。
3-4.SAMPLE板重工前100%依工單確認其阻抗線寬和面銅厚度。
注:銅厚量測五個點,線寬量測稀疏區(qū),密集區(qū)及阻抗線三個點(若重工面次為大銅面則只記錄銅厚;若重工面次為線路面則量測板內(nèi)DUMMY銅區(qū)之銅厚及線寬記錄)。
檢查單位:
壓合檢修站。
檢查項目:
是否有棕化刮傷。
8.棕化不良
異常現(xiàn)象:
經(jīng)過棕化后的板面露銅或顏色不均。
原因分析:
1、內(nèi)層板嚴重氧化。
2、酸性清潔槽清潔能力不夠。
3、棕化線生產(chǎn)溫度、濃度異常。
4、微蝕不足或微蝕過度。
5、棕化線停電造成棕化處理時間異常。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課水平棕化線生產(chǎn)日報表。
2、 送棕化線重工或作報廢處理:
決定重工處理則進行4a-1的步驟。
作報廢處理則進行4b-1的步驟。
4a-1.按照棕化線正常生產(chǎn)程序生產(chǎn),并記錄壓合課水平棕化線重工生產(chǎn)日報表(32123001-02)。
4a-2.用油性筆在板邊劃線作標記轉(zhuǎn)下制程。
4b-1.作報廢處理。
4b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
3、 重工辦法:
3-1.內(nèi)層銅厚為0.5 OZ的板子不允許重工作業(yè)。
3-2.內(nèi)層銅厚為1OZ允許重工一次,重工時100%依工單確認其阻抗線寬和面銅厚度,重工后內(nèi)層銅厚不得低于1.0mil。
3-3.內(nèi)層銅厚為2OZ允許重工一次,重工時100%依工單確認其阻抗線寬和面銅厚度,重工后內(nèi)層銅厚不得低于2.4mil。
3-4.SAMPLE板重工前100%依工單確認其阻抗線寬和面銅厚度。
注:銅厚量測五個點,線寬量測稀疏區(qū),密集區(qū)及阻抗線三個點(若重工面次為大銅面則只記錄銅厚;若重工面次為線路面則量測板內(nèi)DUMMY銅區(qū)之銅厚及線寬記錄)。
檢查單位:
壓合自主檢查。
檢查項目:
是否有棕化不良現(xiàn)象。
9.裁板歪斜
異常現(xiàn)象:
裁板后發(fā)現(xiàn)裁板裁偏。
原因分析:
1、人員作業(yè)不小心。
2、預迭時板與板之間的間距太少。
處理流程:
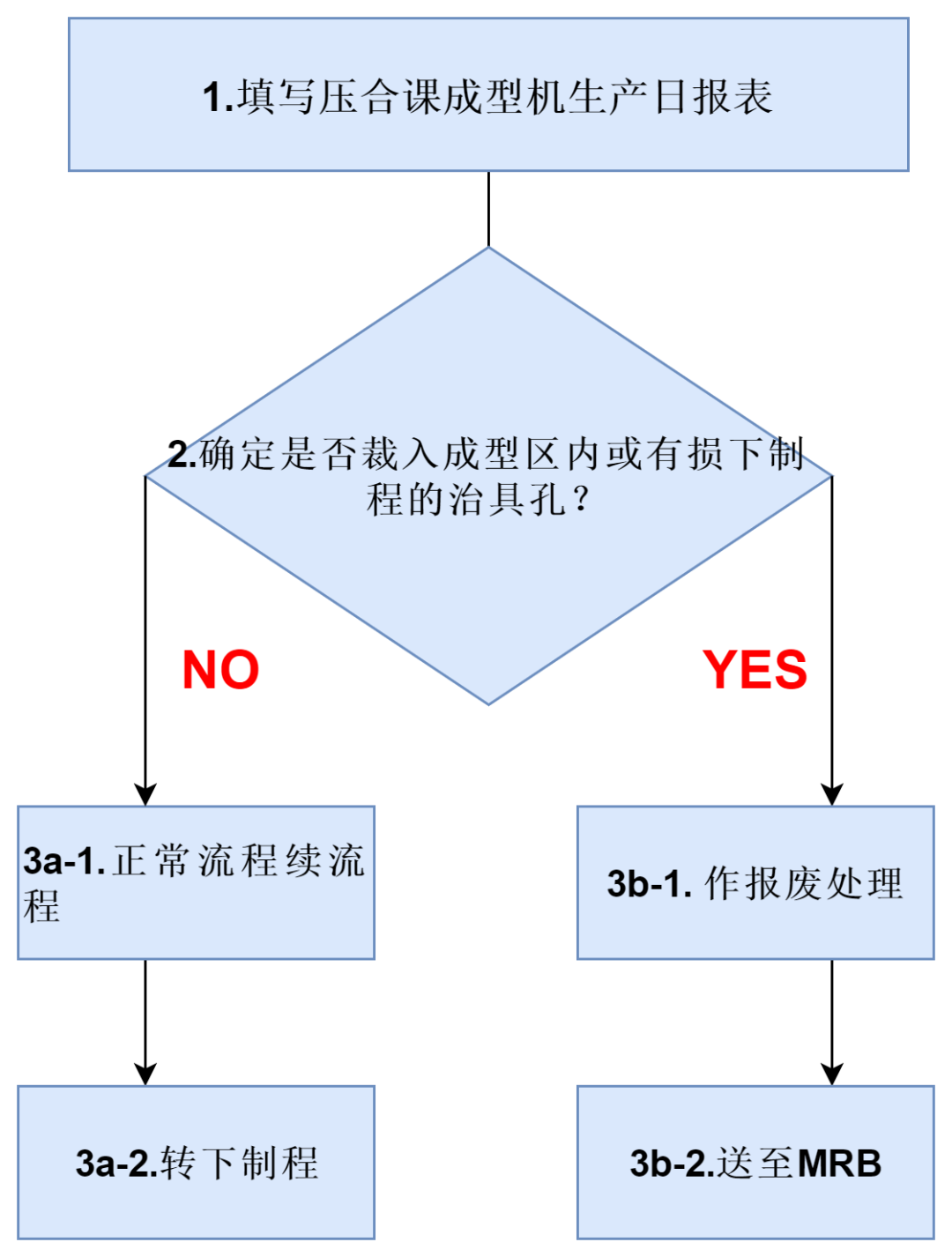
處理步驟與參數(shù):
1、 將異常填寫于壓合課成型機生產(chǎn)日報表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作報廢處理。
3b-2.檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢修站。
檢查項目:
是否有裁板歪斜現(xiàn)象。
10.板厚偏厚
異常現(xiàn)象:
壓合后發(fā)現(xiàn)板厚超出規(guī)格。
原因分析:
1、壓合程序用錯。
2、Tg達不到要求。
3、多放p/p。
4、p/p型號用錯。
處理流程:
處理步驟與參數(shù):
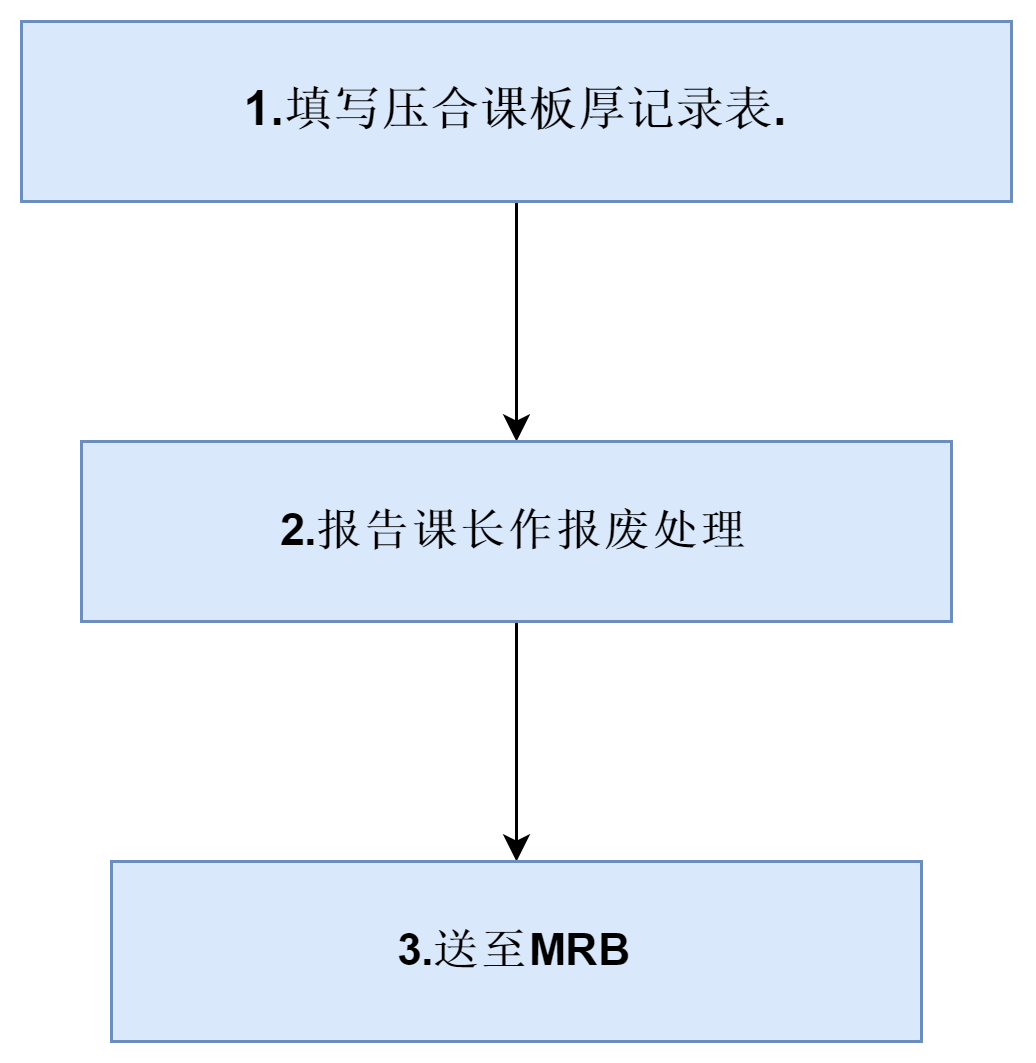
1、 將異常填寫于壓合課板厚記錄表。
2、 報廢處理
作報廢處理則進行如下的步驟。
**3、**檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢修站。
檢查項目:
是否有板厚偏厚現(xiàn)象。
11.板內(nèi)異物
異常現(xiàn)象:
在壓合后板內(nèi)有異物。
原因分析:
1、棕化后使用的墊紙受污染。
2、內(nèi)層板面有未去處的殘膜。
3、推車烤漆掉入板內(nèi)。
4、p/p上有異物。
5、無塵室的潔凈度不夠。
6、棕化水洗槽噴壓不足造成板面不潔。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課檢驗日報表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.作標記并在工單上注明異常及數(shù)量按
正常流程轉(zhuǎn)下制程。
3b-1.作報廢處理。
檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
3b-2.作標記并在工單上注明異常及數(shù)量按
正常流程轉(zhuǎn)下制程。
注:缺點不在線路下但長度超過200mil則作報廢處理。
檢查單位:
最終檢查課。
檢查項目:
是否有板內(nèi)異物。
12.板厚偏薄
異常現(xiàn)象:
壓合后發(fā)現(xiàn)板厚超出規(guī)格。
原因分析:
1、壓合程序用錯。
2、Tg達不到要求。
3、少放p/p。
4、p/p型號用錯。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課板厚記錄表。
2、 作報廢處理。
作報廢處理則進行如下的步驟。
**3、**檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
壓合檢驗站。
檢查項目:
是否有板厚偏薄現(xiàn)象。
13.爆板
異常現(xiàn)象:
在做信賴度測試發(fā)現(xiàn)層與層之間產(chǎn)生分層。
原因分析:
1、棕化線生產(chǎn)條件不符,造成露銅。
2、棕化烘干溫度不夠造成板面不干。
3、鋼板表面未烘干。
4、p/p表面不干。
5、壓機真空度異常。
6、Tg值異常。
7、壓機停電造成失壓。
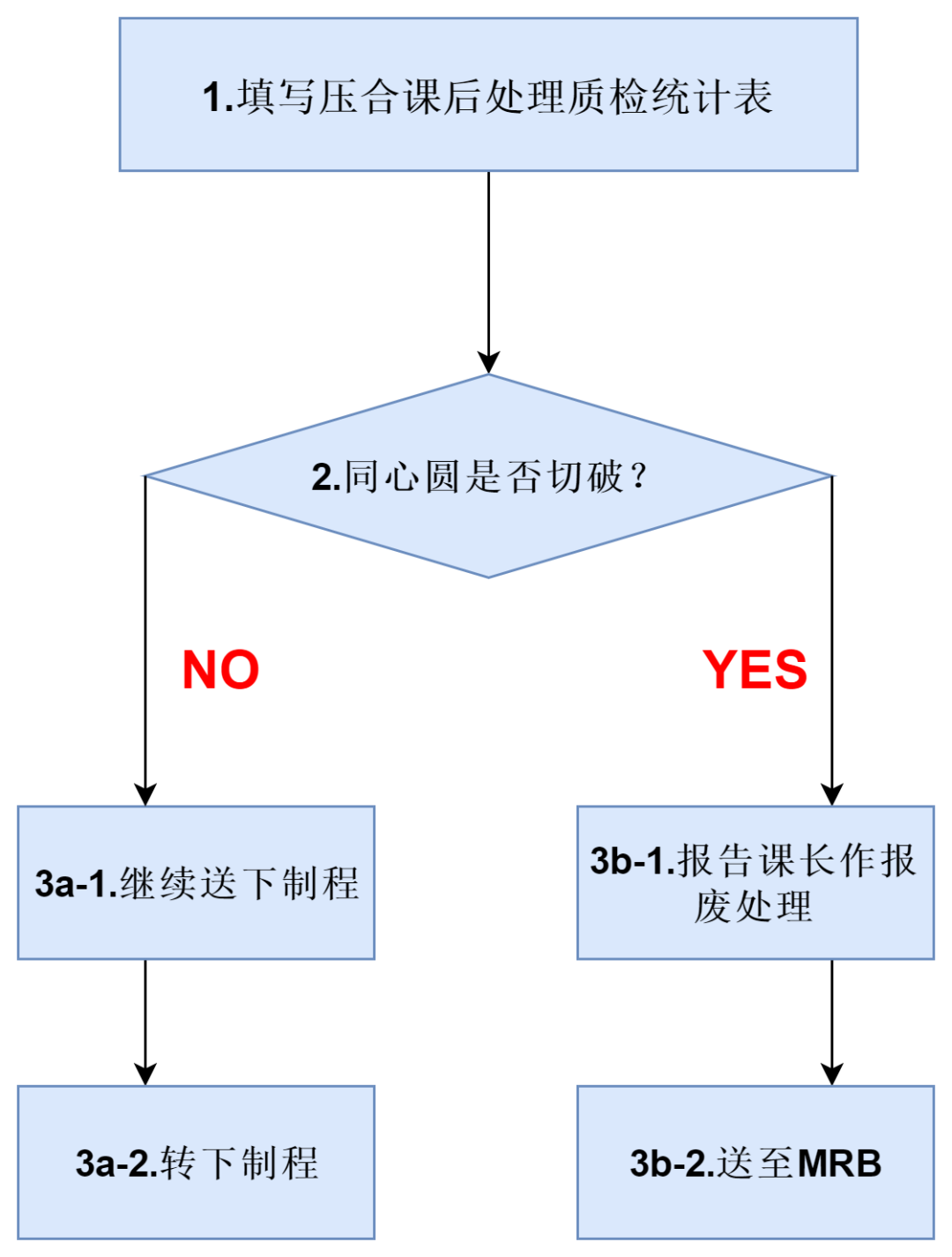
處理流程:
處理步驟與參數(shù):
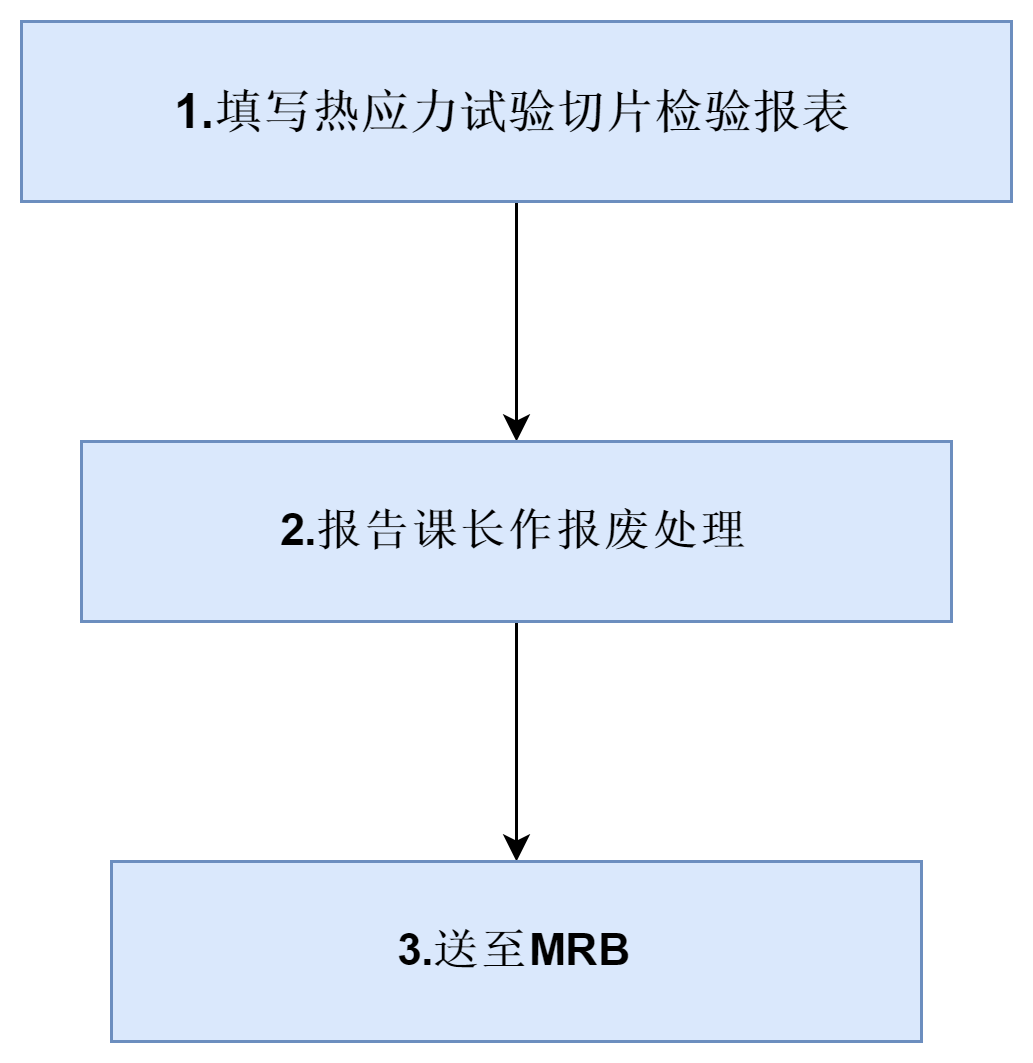
1、 將異常填寫于熱應力試驗切片檢驗報表。
2、 作報廢處理:
作報廢處理則進行如下的步驟。
**3、**檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
外層檢驗站、信賴度測試。
檢查項目:
是否有爆板現(xiàn)象。
14.毛邊
異常現(xiàn)象:
成型后或磨邊后發(fā)現(xiàn)板邊有毛邊。
原因分析:
1、成型機銑刀鈍化。
2、磨邊刀不鋒利。
3、磨邊刀具高度調(diào)整不當。
4、迭板片數(shù)太多。
處理流程:
處理步驟與參數(shù):
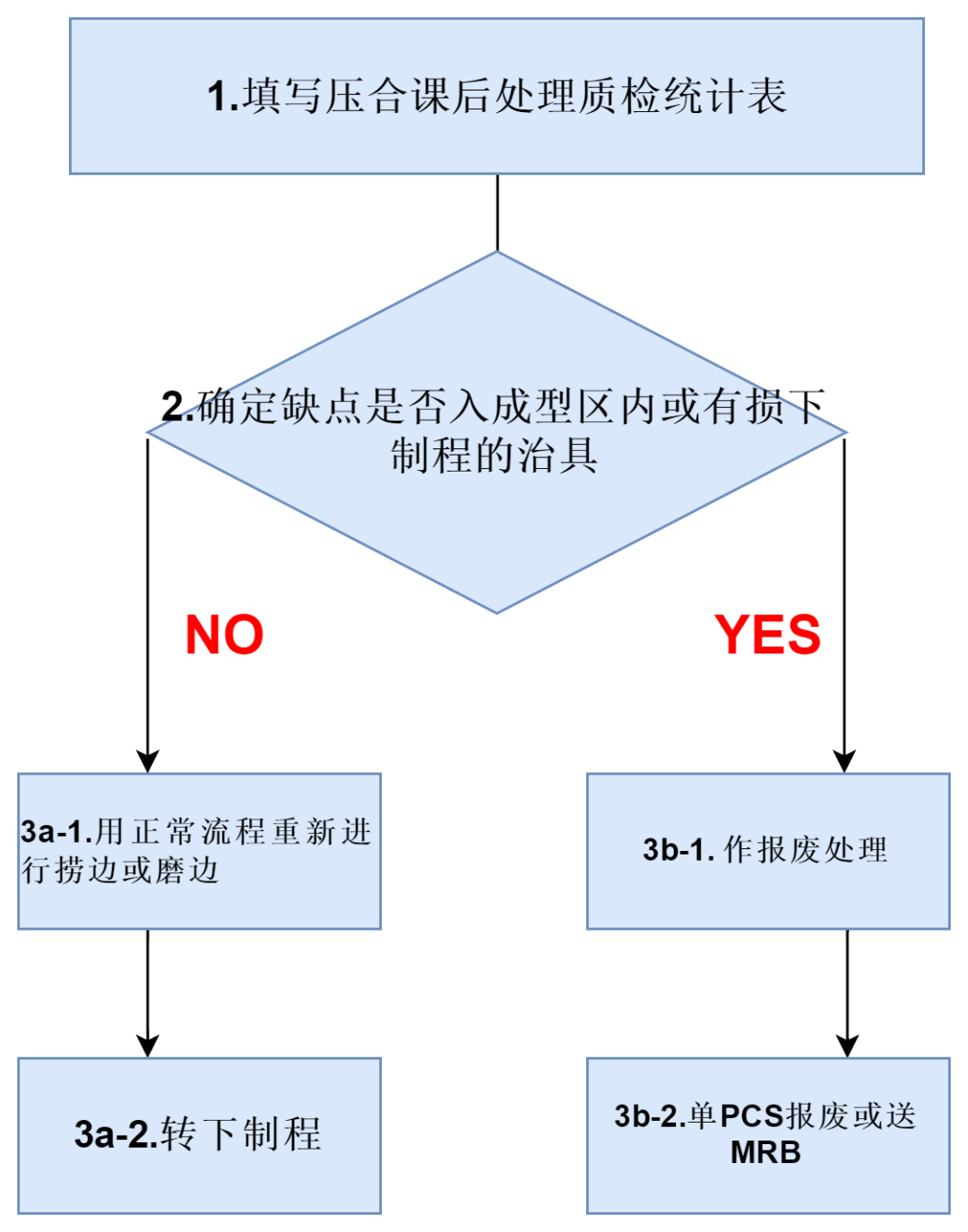
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
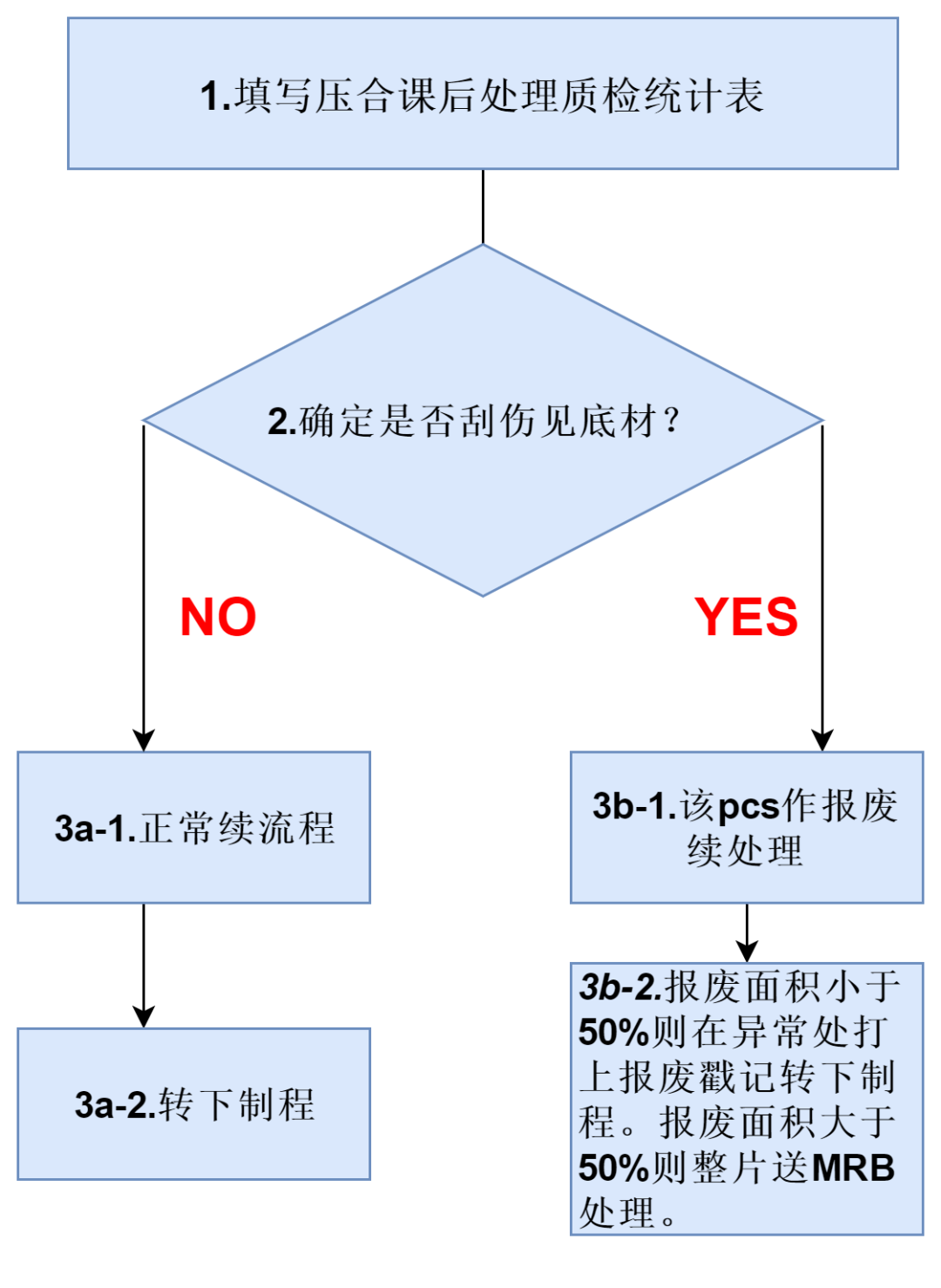
3a-2.用正常作業(yè)流程重新進行撈邊或磨邊,然后用1000目砂紙打磨后作剪角標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作報廢處理。
3b-2.報廢面積小于50%則在異常處打上報 廢戳記轉(zhuǎn)下制程;報廢面積大于50%則整片送MRB處理。
檢查單位:
壓合檢修站。
檢查項目:
是否有毛邊現(xiàn)象。
15.白點
異常現(xiàn)象:
在外層蝕刻后發(fā)現(xiàn)有白角白邊的現(xiàn)象。
原因分析:
1、壓機程序設(shè)定不當。
2、物料(PP)異常。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課檢驗日報表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.作標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.報告課長級以上主管。
3b-2.作報廢處理:賬目負責人按MRB流程將異常板送至MRB。
注:在成型區(qū)內(nèi)如不在線路下則視同不在成型區(qū)內(nèi)處理。
檢查單位:
外層檢修站、最終檢查課。
檢查項目:
是否有白點現(xiàn)象。
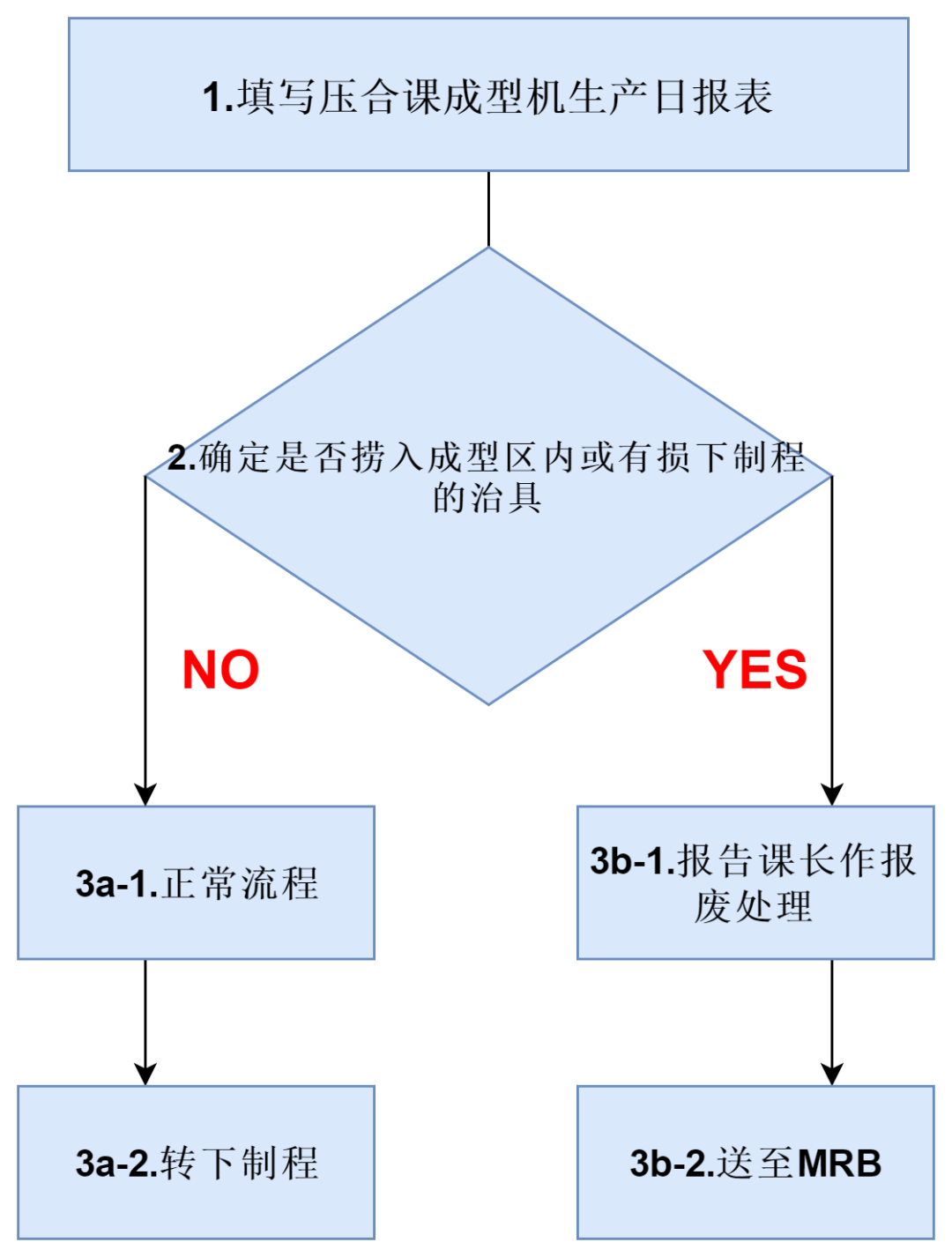
16.撈邊撈入成型區(qū)內(nèi)
異常現(xiàn)象:
在成型撈邊時撈入成型區(qū)內(nèi)。
原因分析:
1、人員作業(yè)不小心。
2、撈邊程序用錯。
3、pin針未固定好。
處理流程:
處理步驟與參數(shù):
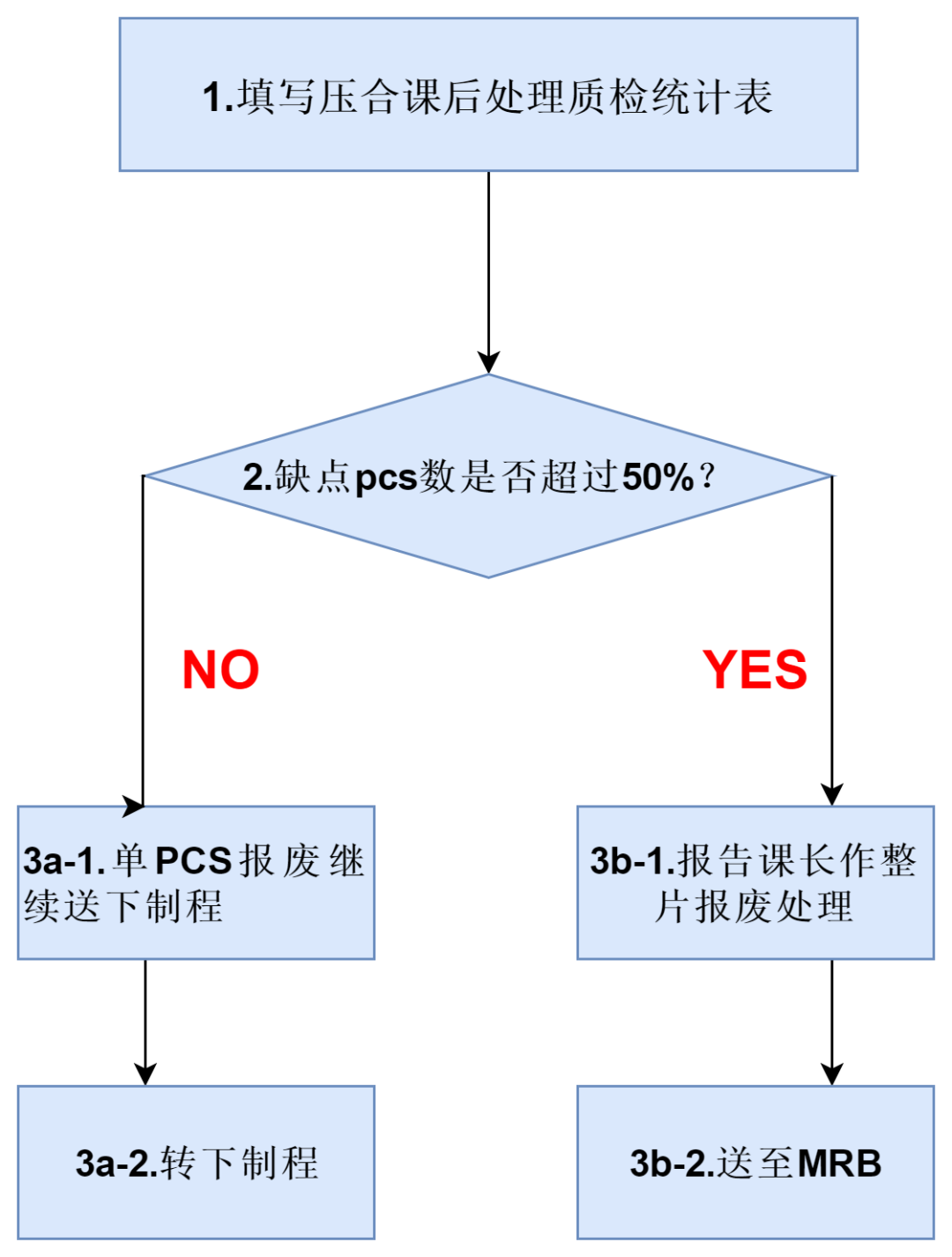
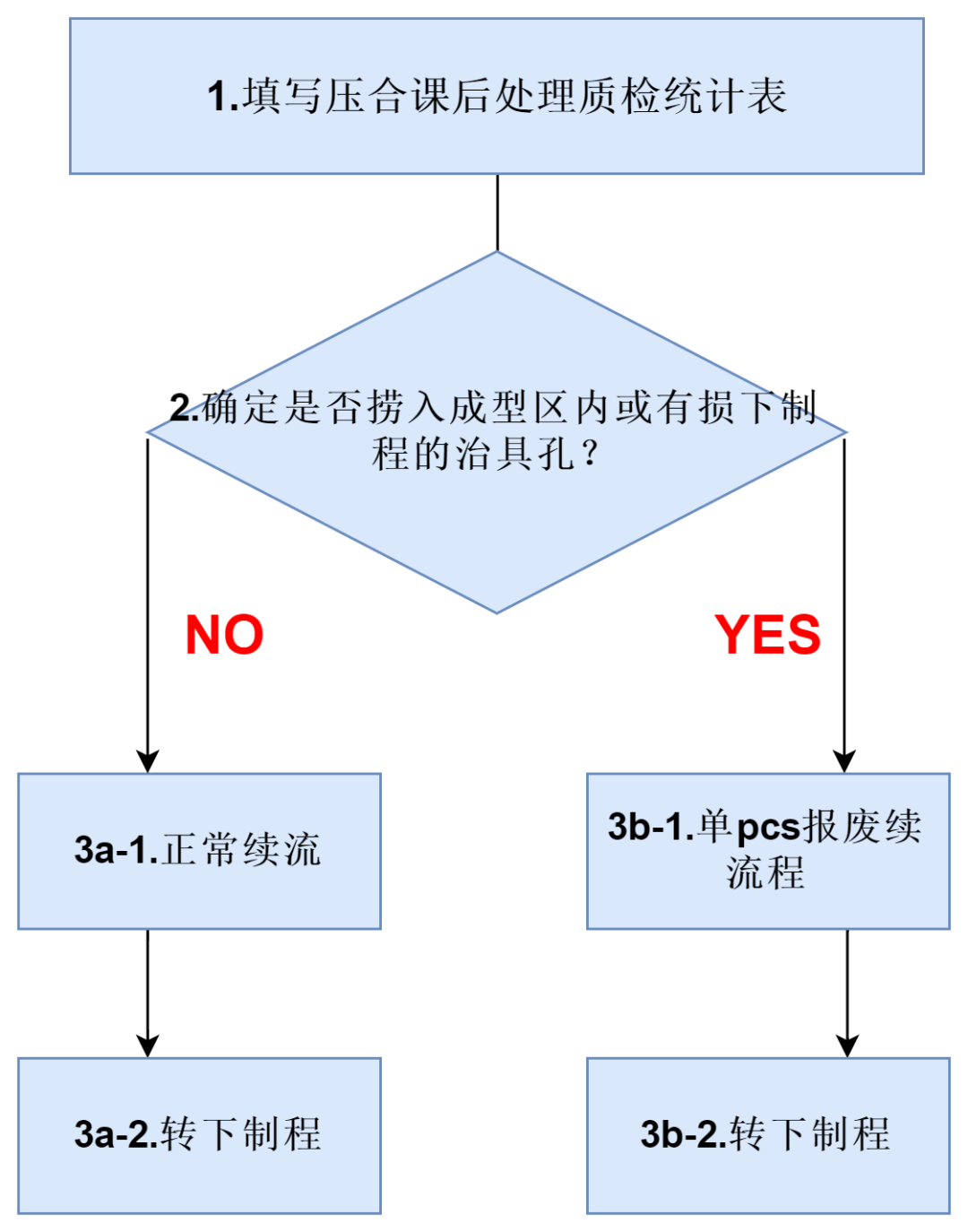
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角作標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作單PCS報廢續(xù)流程處理。
3b-2.報廢面積小于50%則在異常處打上報廢戳記轉(zhuǎn)下制程;報廢面積大于50%則整片送MRB處理。
檢查單位:
壓合檢修站。
檢查項目:
是否有撈入成型區(qū)內(nèi)。
17.壓合氣泡
異常現(xiàn)象:
外層蝕刻后發(fā)現(xiàn)層與層之間有氣泡。
原因分析:
1、壓機程序不當。
2、棕化后板面未干。
3、鋼板表面未烘干。
4、P/P表面不干、P/P揮發(fā)分含量異常。
5、壓機真空度異常。
6、設(shè)計異常氣體不易排出。
7、壓機停電造成失壓。
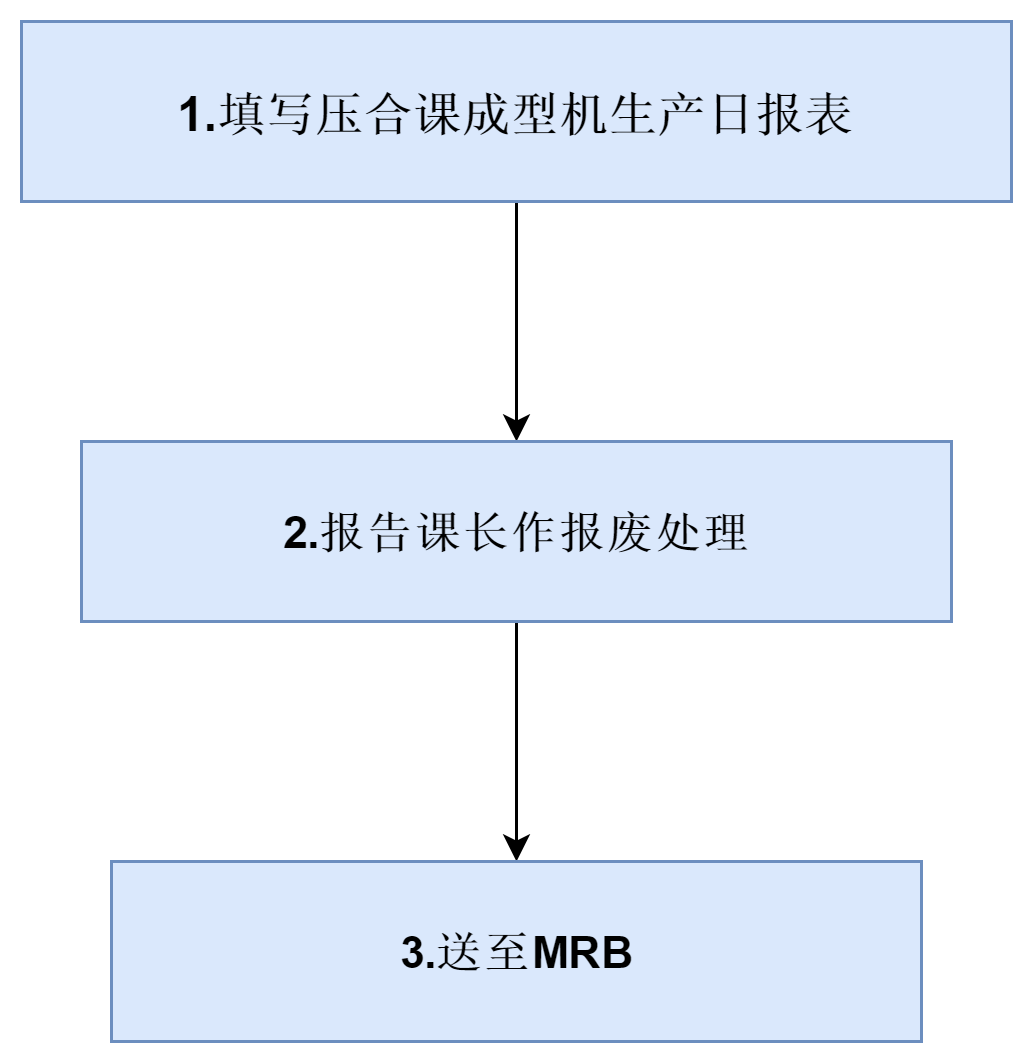
處理流程:
處理步驟與參數(shù):
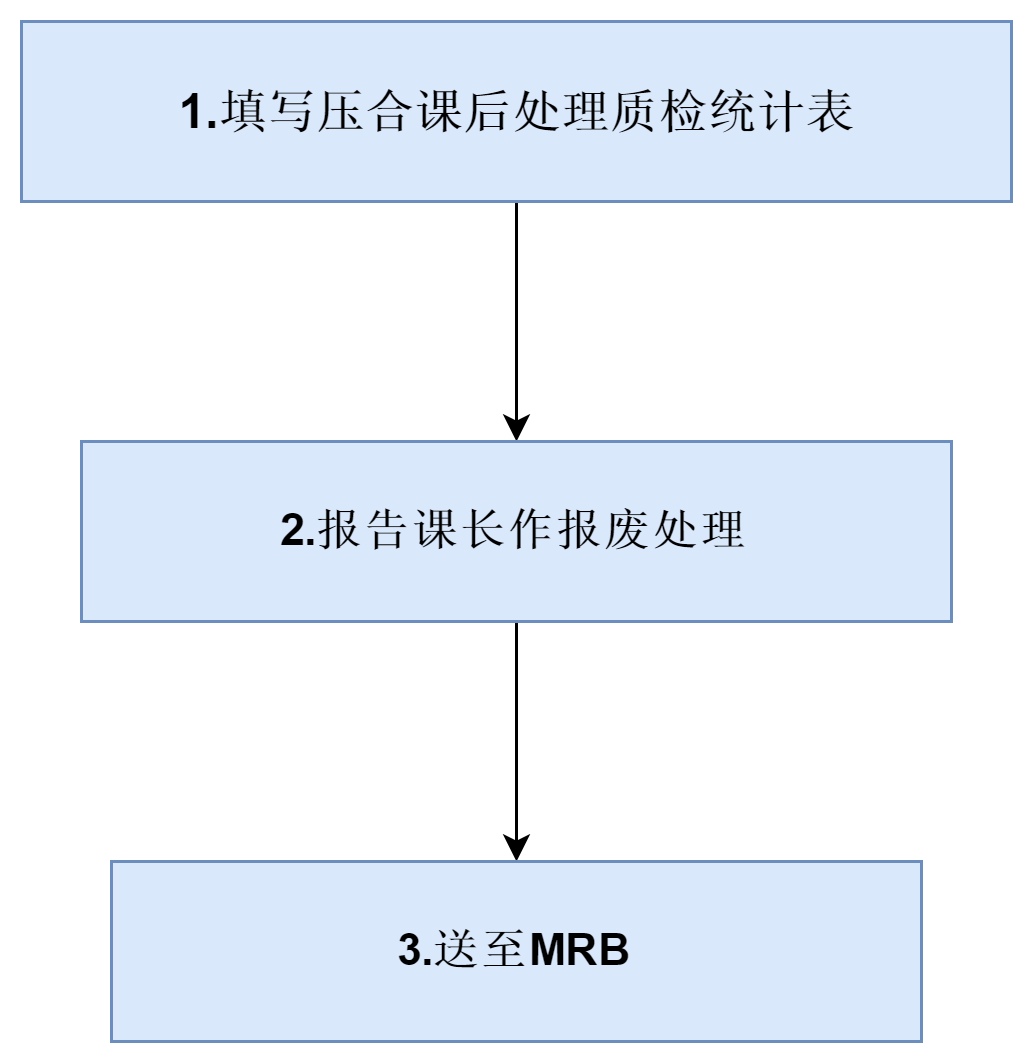
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 作報廢處理。
作報廢處理則進行如下的步驟。
3、 由負責人按MRB流程將異常板送至MRB。
檢查單位:
壓合、外層檢驗站、最終檢查課。
檢查項目:
是否有氣泡。
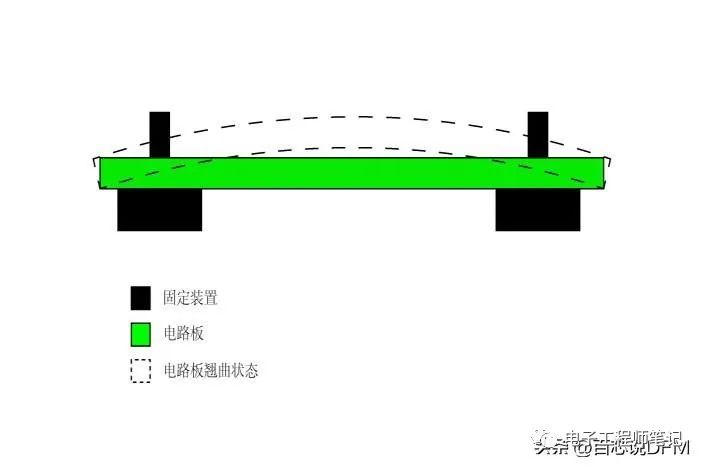
18.板彎板翹
異常現(xiàn)象:
在壓合后發(fā)現(xiàn)板彎板翹的現(xiàn)象。
原因分析:
1、下熱壓后沒有及時進行冷壓。
2、p/p經(jīng)緯方向搞錯。
3、工程壓合結(jié)構(gòu)設(shè)計部合理。
處理流程:
處理步驟與參數(shù):
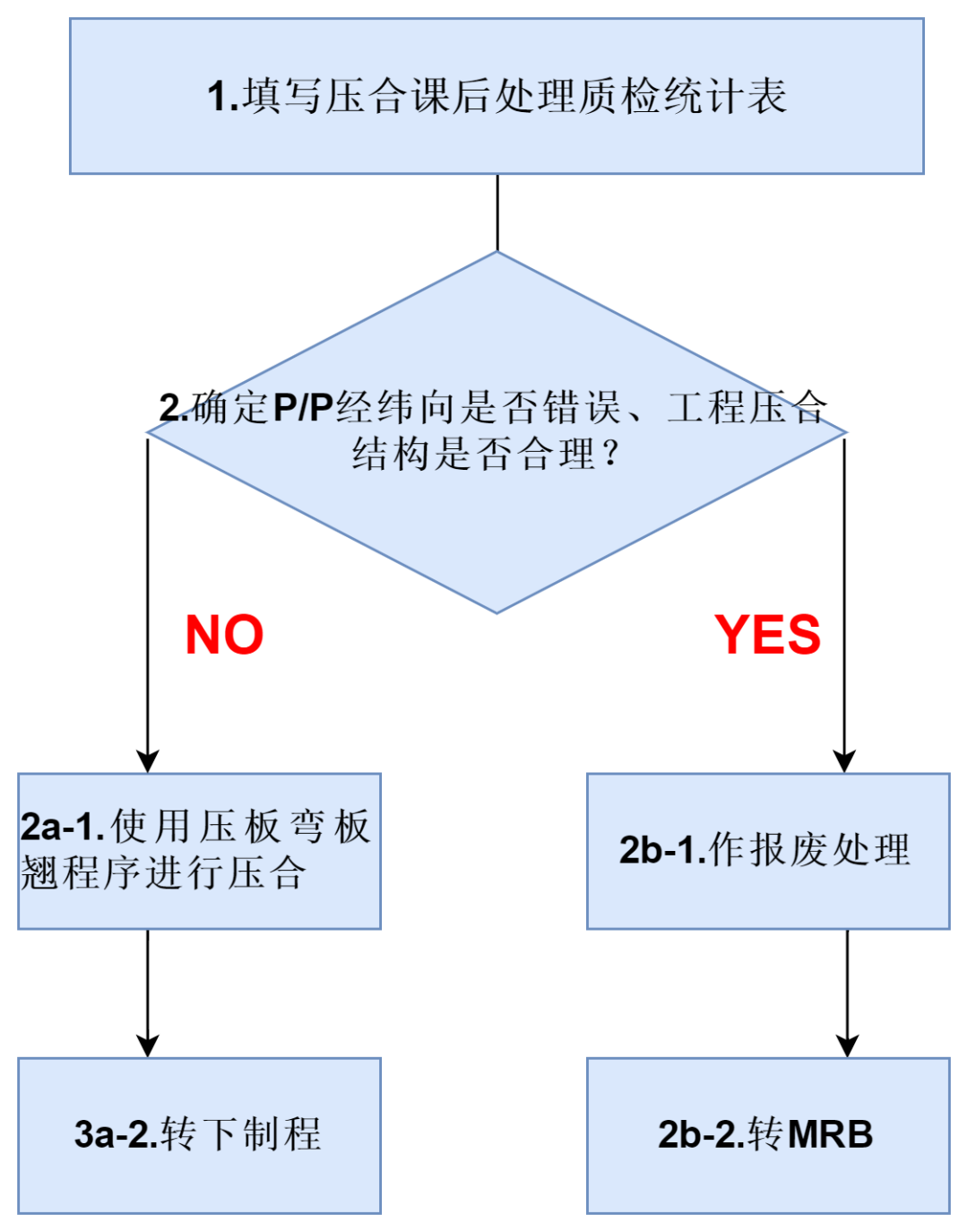
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 作重工或作報廢處理。
決定重工送下制程處理則進行2a-1的步驟。
作報廢處理則進行2b-1的步驟。
2a-1.分析異常原因。
2a-2.使用板彎板翹壓機程序重壓
2a-3.按正常流程轉(zhuǎn)下制程。
2b-1.分析異常原因。
2b-2.作報廢處理:
檢驗人員將板子交課內(nèi)賬目管理員,由賬目管理員負責按MRB流程將異常板送至MRB。
檢查單位:
板翹測量。
檢查項目:
是否有板彎板翹的現(xiàn)象。
19.板面刮傷
異常現(xiàn)象:
壓合后發(fā)現(xiàn)板面刮傷。
原因分析:
1、剪床的托料未開。
2、磨邊線滾輪刮傷。
3、成型機上下料刮傷。
4、人員未按照Handling作業(yè)規(guī)范作業(yè)。
5、鋼板上異物。
6、設(shè)備異常造成卡扳。
處理流程:
處理步驟與參數(shù):
1、 將異常填寫于壓合課后處理質(zhì)檢統(tǒng)計表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角作標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作單PCS報廢續(xù)流程處理。
3b-2.報廢面積小于50%則在異常處打上報廢戳記轉(zhuǎn)下制程;報廢面積大于50%則整片送MRB處理。
檢查單位:
壓合檢修站。
檢查項目:
是否有板面刮傷。
20.面銅不均
異常現(xiàn)象:
減銅后發(fā)現(xiàn)板面面銅不均OUT SPEC異常。
原因分析:
1、藥水濃度異常。
2、噴嘴堵塞異常。
3、壓力異常。
4、線速異常。
處理流程:
處理步驟與參數(shù):
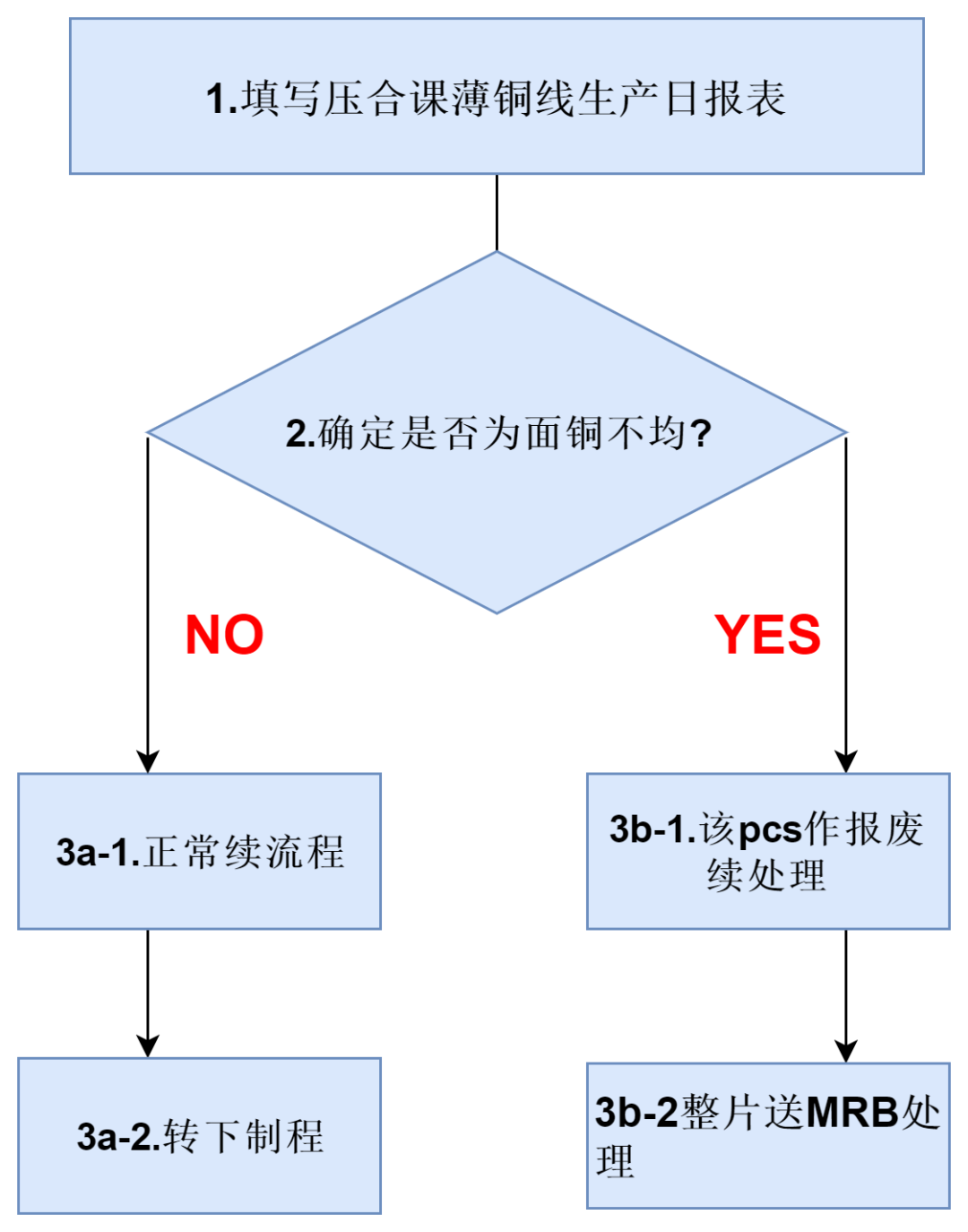
1、 將異常填寫于壓合薄銅線生產(chǎn)日報表。
2、 繼續(xù)送下制程或作報廢處理。
決定繼續(xù)送下制程處理則進行3a-1的步驟。
作報廢處理則進行3b-1的步驟。
3a-1.決定繼續(xù)送下制程。
3a-2.剪角作標記并在工單上注明異常及數(shù)量按正常流程轉(zhuǎn)下制程。
3b-1.作單PCS報廢續(xù)流程處理。
3b-2.依 MRB流程將異常板整片送MRB報廢處理。
檢查單位:
壓合檢修站。
檢查項目:
是否有面銅不均。
-
CCD
+關(guān)注
關(guān)注
32文章
883瀏覽量
142357 -
PCB板
+關(guān)注
關(guān)注
27文章
1449瀏覽量
51753 -
HDI
+關(guān)注
關(guān)注
6文章
201瀏覽量
21323 -
PCS
+關(guān)注
關(guān)注
1文章
142瀏覽量
14702
發(fā)布評論請先 登錄
相關(guān)推薦
關(guān)于RK3568-ANDROID11-BOARD_HAVE_DONGLE報錯的原因及其解決辦法
電腦開機啟動時提示(顯示)NTLDR文件丟失解決辦法及原因分
電腦無法上網(wǎng)的原因及解決辦法
壓敏電阻燒壞的原因后果及解決辦法
音箱沒聲音的原因和解決辦法
內(nèi)存條兼容異常問題的原因及其解決辦法
空氣開關(guān)跳閘常見原因、解決辦法和卸下步驟
PCBA加工焊點拉尖產(chǎn)生的原因及解決辦法
電感嘯叫的原因和解決辦法





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論