 鎂合金焊接缺陷的產生及防止
鎂合金焊接缺陷的產生及防止
1 序言
鎂合金不僅輕質高強、價格低廉,而且具有良好的減振性、鑄造性、導電性、電磁屏蔽性及散熱性等優點,已成為許多工業產品的首選金屬材料。目前,鎂合金廣泛應用于航空工業的座艙骨架、設備支架、機輪輪轂等承載力較小的零部件[1]。
隨著現代大型制造裝備的轉型升級,輕質鎂合金結構件的需求變得非常迫切。但是,鎂合金焊接存在多種缺陷,難以得到高成形質量、高綜合性能的焊接接頭。本文通過分析鎂合金焊接缺陷產生的原因,同時提出防治措施,可有助于鎂合金材料的推廣應用,對制造裝備領域具有現實意義。
2 鎂合金的焊接工藝
鎂合金常見的焊接工藝有熔化焊和固相焊兩大類。熔化焊主要有鎢極氬弧焊、熔化極氬弧焊、電子束焊、激光焊等方法,固相焊主要是攪拌摩擦焊。其中,攪拌摩擦焊憑借焊前準備工作少、無需保護氣體和焊材、可實現全位置焊接、焊件力學性能好、焊后應力變形小等優點已成為優先考慮的焊接方法。但是攪拌摩擦焊具有焊件必須剛性固定、焊接速度低、攪拌頭磨損快、焊縫端部易形成鍵孔等缺點,導致熔化焊成為常見焊接方法。
3 鎂合金焊接缺陷分析
鎂合金具有易蒸發、易氧化、易氮化、熱應力大等缺點,焊接時往往表現出多種焊接缺陷。現重點梳理氣孔、熱裂紋、變形等常見缺陷的形成原因及防止措施。
3.1 氣孔
(1)形成原因 氣孔常出現于熔化焊接頭的焊縫中。例如,圖1所示為普通壓鑄AZ91D鎂合金鎢極氬弧焊接頭焊縫的氣孔形貌,有以氫氣為主導的析出型微觀氣孔、以氮氣為主導的卷入型宏觀氣孔兩種[2]。
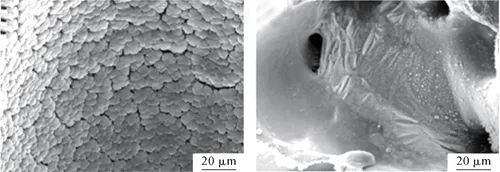
a)析出型氣孔 b)卷入型氣孔[2]
圖1 AZ91D鎂合金氬弧焊縫氣孔的內壁形貌
氣孔的形成主要歸結于兩種原因:一種是由于焊接熔池冶金反應生成的不溶性氣體聚集于凝固的枝晶晶體間,不易排出而形成氣孔;另一種是由于焊接熔池吸收溶解了一些外部氣體,而凝固階段,氣體溶解度隨著熔池溫度的陡降而迅速降低,氣體容易聚集于正在生長的枝晶前沿,沿結晶層形成氣孔。
鎂合金熔化焊時,氣孔主要來源于溶解的氫氣,而熔池中的氫氣主要來自母材、焊絲或弧柱氣氛周圍的水分。鎂合金導熱性很強,熔池凝固的速度很快,造成氫來不及逸出而形成氣孔。同時,鎂合金表面易生成MgO薄膜,Mg含量越多導致MgO越多,MgO相對Al2O3等氧化物較疏松,更易吸附水分而形成氣孔。
目前,熔化極惰性氣體保護焊(MIG)焊縫的氣孔率最高,這是由于MIG焊靠的就是焊絲不斷熔化,焊絲中氧化膜會使附著的水分強烈溶入熔滴,造成熔池增氫。電子束焊和激光焊焊縫中的氣孔率也較多,這是由于這兩種方法的焊接熱輸入較少、熔池冷卻速度較快,熔池的氫來不及逸出導致的。
(2)防止措施 焊前處理:機械清理和化學清洗相結合,盡可能去除母材和焊絲表面的氧化膜及油污;采用烘干手段盡可能去除母材和焊絲表面的水分;盡量避免在潮濕的環境中焊接。
優化焊接參數:焊接參數可影響熔池中氣體逸出和溶入的條件,當逸出條件比溶入條件有利,才可能降低氣孔率。圖2所示為LF6鋁鎂合金氣孔傾向與焊接參數的關系[3],焊接電流與焊接速度均較大時有利于氣孔減少。
保護氣氛具有適當的氧化性:從防止溶氫的角度考慮,在Ar、He等焊接保護的惰性氣體中添加少量CO2或O2,有助于降低氣孔率。
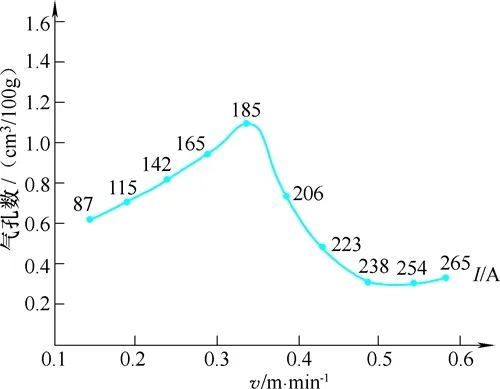
圖2 LF6鋁鎂合金氣孔傾向與焊接電流、焊接速度的關系[3]
3.2 熱裂紋
(1)形成原因 最常見的熱裂紋有凝固裂紋和液化裂紋。凝固裂紋是焊縫金屬在凝固溫度降低至固相線附近時,因晶間殘存的液膜分離所造成的裂紋。液化裂紋是近縫區在過熱條件時,晶間相熔化成液相,液膜分離而開裂。例如,圖3所示為ZK60鎂合金在激光焊接時,不同焊接速度對應的焊縫中凝固裂紋狀況[4]。
在焊接過程中,主合金元素鎂很容易和鋁、銅、鎳等微量元素反應生成低熔點共晶化合物。凝固時,在脆性溫度區間,這些未凝固的低熔共晶會以液體薄膜的形式分布于晶間,嚴重降低了晶間結合力。鎂合金的熱膨脹系數較大,焊接時產生了較大的熱變形,凝固時會受到較大的收縮應力,晶間的液體薄膜難以抵抗這種收縮應力,便很容易開裂生成凝固裂紋。同理,鎂合金的導熱率和應變速率較大,焊接熱循環很快使近縫區晶間相熔化,晶界處力學性能下降,容易在應力作用下開裂。
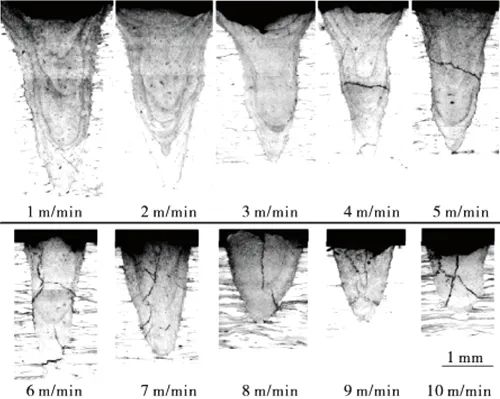
圖3 ZK60鎂合金激光焊時,不同焊接速度對應的焊縫中裂紋凝固狀況[4]
(2)防止措施 調整母材和焊絲中元素含量:限制母材和焊絲中易偏析元素、有害雜質的含量,盡量減少焊縫中發生的宏觀偏析和聚集的低熔第二相。
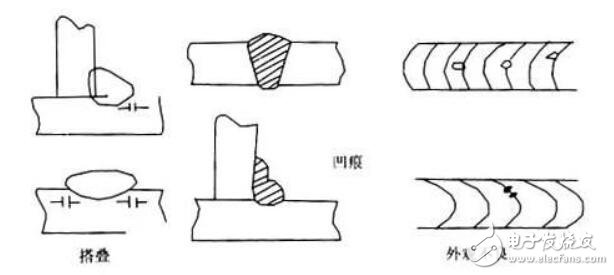
優化焊接參數:可通過選擇合理的焊接速度,圖4所示為熔池形狀與焊接速度的關系[3]。低速焊接時,熔池表現為橢圓形,柱狀晶呈人字紋路向焊縫中部生長,不易形成偏析弱面,熱裂紋傾向小;但高速焊接時,熔池表現為淚滴形,柱狀晶近似垂直地向焊縫軸線方向生長,易在會合面處形成偏析弱面,熱裂紋傾向大。也可通過適當降低焊接熱輸入來細化晶粒尺寸、減少晶間相尺寸,通過降低冷卻速度來減緩焊縫凝固收縮的應變程度,這些均可以減少熱裂紋產生。
合理控制拘束:通過控制拘束,盡可能減少接頭的應變。例如,選擇合適的焊接順序。焊接順序不當時,最后幾道焊縫有可能處于大拘束狀態,難以自由收縮,應變量明顯增大、容易產生裂紋。
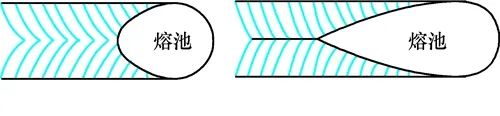
a)低速焊接 b)高速焊接
圖4 熔池形狀與焊接速度的關系[3]
3.3 變形
(1)形成原因 鎂合金導熱率高、熱膨脹系數大,所以焊縫冷卻速度快,近縫區和母材很容易受到收縮應力的作用而產生較大變形,最終形狀、尺寸發生改變。例如,圖5所示為一種鋁鎂合金由于接管角焊縫距離筒體環焊縫太近,產生下凹變形[5]。

圖5 鋁鎂合金接管角焊縫產生的下凹變形[5]
(2)防止措施 優化焊縫結構:合理布局焊縫位置,保證每條焊縫都有充足的散熱空間,避免區域內焊縫過于集中;選擇合適的焊縫形狀和尺寸[6]。
增加剛性固定:焊接鎂合金板時,采用專用夾具、支撐桿等裝置將鎂合金板固定在工作臺上。焊后冷卻至室溫后,采用錘擊法釋放部分焊接應力,然后再去掉剛性固定。
焊前預熱:焊前預熱,使母材溫度升高,保證焊接時的焊縫金屬與周圍母材的溫差降低,從而降低焊接收縮內應力。
選擇合理的焊接順序:將構件適當劃分成若干小單元,先分別焊接各小單元,然后再將小單元整體焊接,使不對稱焊縫或收縮量較大的焊縫能比較自由地收縮而不影響整個結構[7]。
反變形控制:預估焊接變形的大小和方向,然后在焊接裝配時設置方向相反、大小相等的人為變形,使焊接產生的變形與預置的反變形相抵消。
3.4 其他缺陷
(1)孔洞?孔洞常出現于攪拌摩擦焊接頭的焊縫中。例如,圖6所示為AZ31鎂合金攪拌摩擦焊焊縫中的孔洞缺陷[8]。鎂合金焊接時,當焊接熱輸入不夠,會造成熔敷金屬的塑性變形不充分,材料流動性差,焊縫內部出現未完全閉合的現象,形成孔洞;當焊接熱輸入太大,會造成攪拌頭前進側的焊縫材料膨脹溢出,回填不充分,形成孔洞;當采用不帶螺紋的柱狀或者錐狀攪拌頭時,也會造成焊縫區材料塑性變形不充分,容易形成孔洞。可通過合理控制焊接速度、攪拌頭旋轉速度來調整焊接熱輸入,或者選擇合適的攪拌頭幾何形狀等手段來避免孔洞缺陷的產生。

圖6 AZ31鎂合金攪拌摩擦焊接頭的孔洞缺陷(AS為前進側,RS為后退側)[8]
(2)燒穿?燒穿常出現于熔化焊接頭的焊縫中。由于氧化鎂熔點高、鎂合金熔點低,兩者附著在一起很難熔合,鎂合金薄板焊接時,便很難觀察到焊縫熔化。熱輸入一旦升高至不合理區間,熔池顏色也沒有顯著變化,但是熔池下方未熔化的金屬卻無法抵抗它所受的應力作用,此時便出現燒穿現象。焊接前做好鎂合金表面的清理工作,清理后盡可能及時焊接,可避免燒穿缺陷的產生。另外,通過優化焊接參數來限制熔深,也可避免燒穿。
4鎂合金焊接缺陷的典型案例分析
采用激光焊、電子束焊分別焊接6mm厚GW63K鎂合金,得到的焊縫宏觀形貌分別如圖7、圖8所示。兩種熔化焊焊縫均出現了明顯的飛濺、咬邊等缺陷,這是由于鎂合金熔點較低、熱膨脹系數較大、焊接熱輸入較大造成的,后續可通過降低焊接熱輸入等方法進行工藝優化。
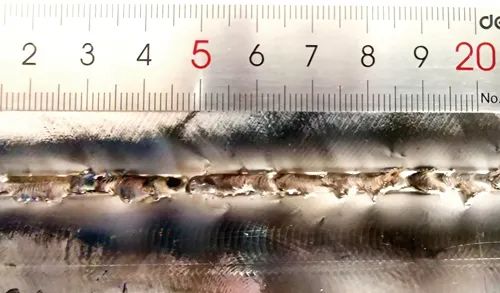
圖7 GW63K鎂合金激光焊焊縫宏觀形貌
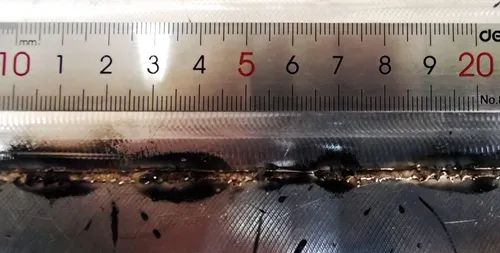
圖8 GW63K鎂合金電子束焊焊縫宏觀形貌
5 結束語
審核編輯 :李倩
-
焊接
+關注
關注
38文章
3114瀏覽量
59701 -
電磁屏蔽
+關注
關注
11文章
135瀏覽量
26541
原文標題:鎂合金焊接缺陷的產生及防止
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
主營鋁鎂合金編織帶
齊岳AM60鎂合金/閉孔泡沫鎂合金復合材料
鎂及鎂合金的牌號成分、性能與用途
AZ91鑄造鎂合金缺陷的超聲檢測技術
鎂合金數據維護系統的建立
筆記本外殼材料-鎂合金和鋁合金
焊接缺陷及產生的原因
鎂合金壓鑄在電動自行車的應用
鎂合金焊接缺陷產生的原因及防治措施
鎂合金鑄造缺陷的激光修復取得重大突破

鎂合金半固態注射成型應用與案例

激光焊接鎂合金的焊接特性






 工商網監
工商網監
評論