 非平面工件上鉆孔需要注意哪些因素?
非平面工件上鉆孔需要注意哪些因素?
鉆削看似簡單,實際上也是一種復雜的工序,在此過程中,鉆頭一旦發生故障或超出其能力范圍,就可能造成嚴重后果。鉆削非平面工件可能使鉆頭切削刃受到過大的不均勻力,從而導致過早磨損,請務必注意以下提及的要點。 鉆入非平面時,存在鉆頭偏斜風險。為了避免這種情況,總的原則是在鉆入時降低進給。
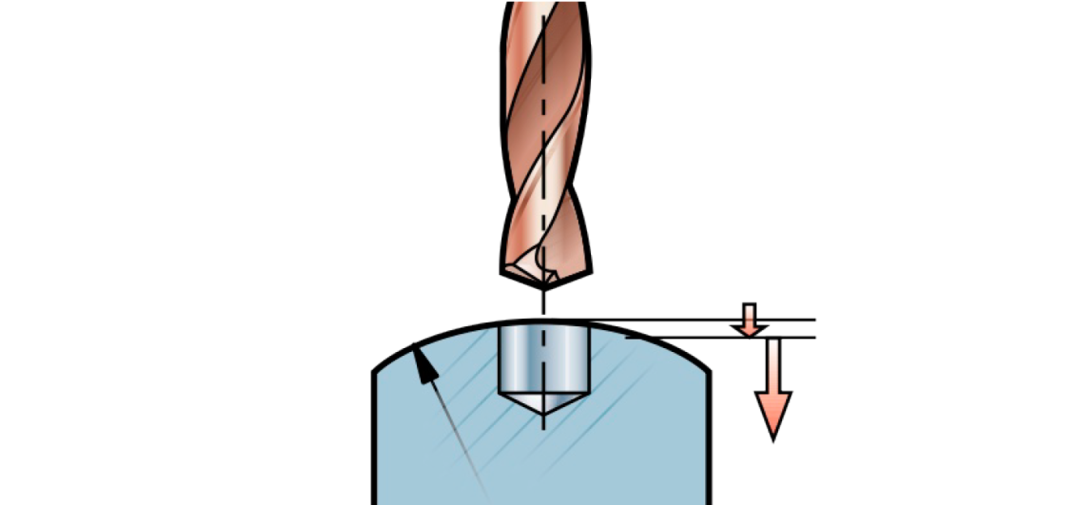
01凸面
如果半徑大于4倍鉆頭直徑且孔垂直于半徑,則可以鉆削。在鉆入過程中將進給降低至正常進給率的50%。
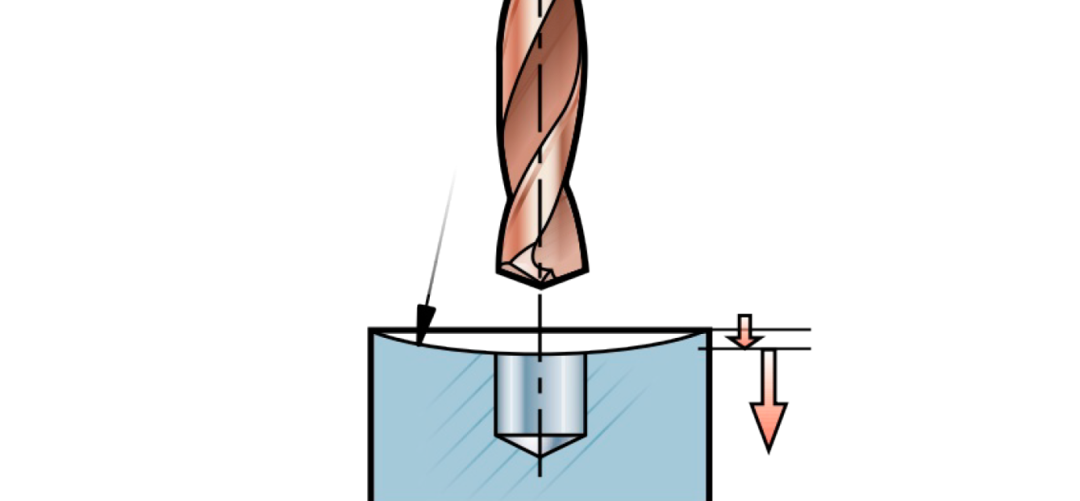
02凹面
如果半徑大于15倍鉆頭直徑且孔垂直于半徑,則可以鉆削。在鉆入過程中將進給降低至正常進給率的25%。
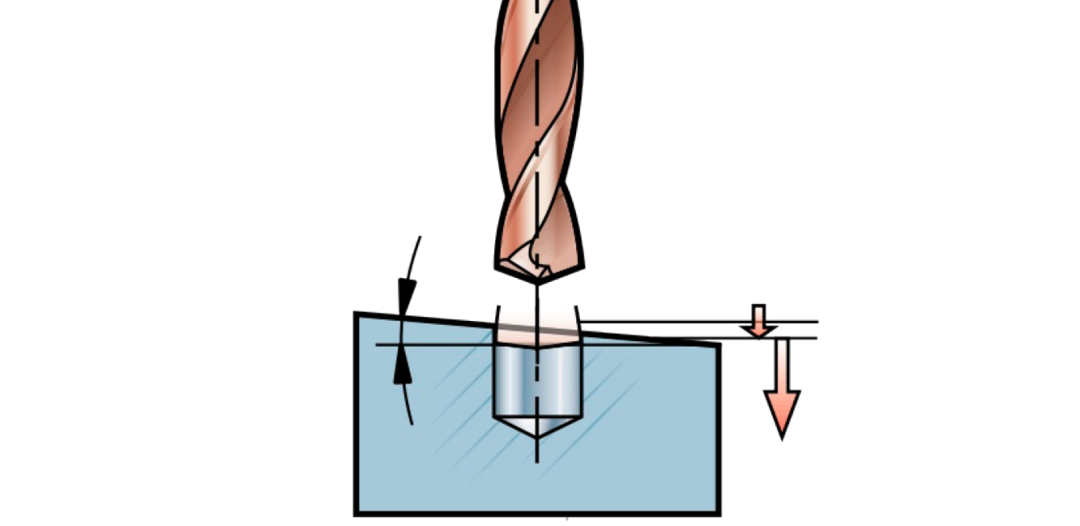
03斜面
如果傾角小于等于10°,則在鉆入過程中將進給降低至正常進給率的1/3。如果傾角大于10°,則不建議鉆入。先在表面銑出一個小平面,然后再鉆孔。
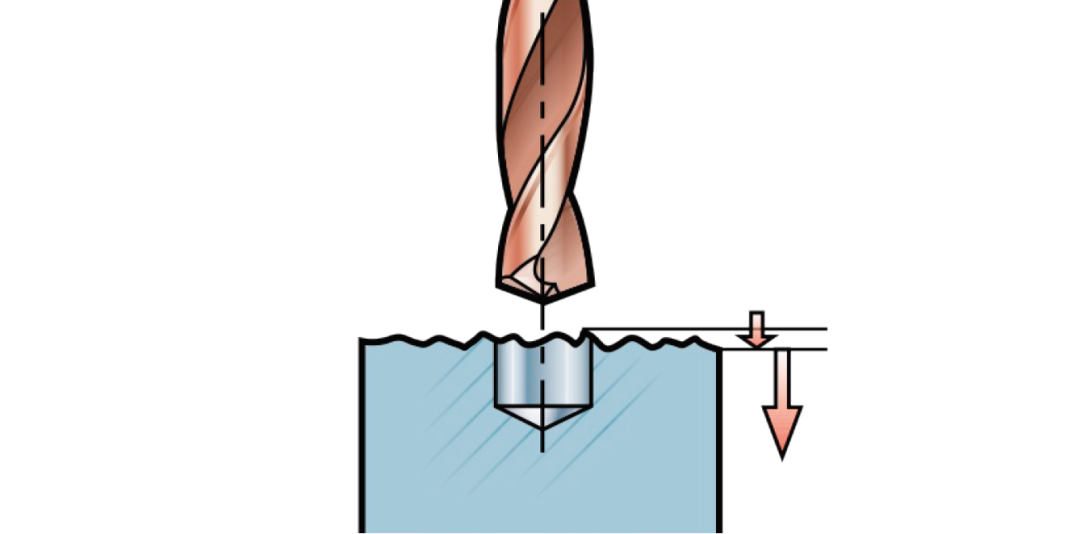
04不規則表面
將進給率降低至正常進給率的?,以避免切削刃崩
編輯:黃飛
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
鉆孔
+關注
關注
3文章
109瀏覽量
14260
原文標題:非平面工件上鉆孔,要注意什么?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
影響固態繼電器的電磁兼容有哪些因素?要注意哪些事項?
電磁兼容(EMC)在電子產品中是一項重要的技術指標。那么影響固態繼電器的電磁兼容有哪些因素?我們要注意哪些事項呢?
發表于 08-06 06:44
WLAN優化調整需要注意哪些因素?
應用性能,同時,工程師們發現很多策略可用于支持視頻和其他富媒體應用。在這個無線技術清單中,我們列出了,WLAN優化調整需要注意哪些因素?
發表于 08-15 06:49
點焊電極在焊接中需要注意哪些因素呢?
點焊電極在焊接中需要注意哪些因素呢?點焊電極在點焊進行中的作用非常關鍵,首先是材料的選擇應該是高硬度,高電導率,軟化溫度高,其次在焊接中盡量讓焊接段的電極壓力緩和,這樣才可以不讓電極的損耗加大。焊接
發表于 03-16 10:14
安裝壓力測量儀表時應注意哪些因素
安裝與使用壓力測量儀表時應注意哪些因素? (1)儀表應垂直于水平面安裝; (2)儀表測定點與儀表安裝處在同一水平位置,否考慮附加高度誤差的修正; (3)儀表安裝處與測定點
發表于 07-30 16:59
?1734次閱讀
選購lcd工業液晶屏需要注意的五大因素
隨著人們生活水平的提高,現在顯示屏的應用領域越來越多,除了商業化用途外,還有一個主要的用途是工業用途,不過大家知曉選購lcd工業液晶屏時,需要關注哪些因素嗎?下面小編就來為大家詳細介紹下選購lcd工業液晶屏時,需要注意的
發表于 06-24 10:08
?1018次閱讀
PCB基板材料要注意哪些因素
PCB制造中,基板材料的選擇尤為重要,不同的板子有關的性能也不同,比如熱膨脹度,耐熱系數,平整度等因素都會影響到整塊板子的性能。那在選擇基板材料要注意哪些因素呢?
發表于 07-12 11:17
?1449次閱讀
產品設計時需要注意哪些因素
產品設計的重要性大家不言而喻,好的產品設計能給消費者帶來方便,能使企業在眾多企業中脫穎而出,能使銷售市場變得活躍,正式這3者緊密聯系的關系更加能突出產品設計的重要性。那么在產品設計的時候,我們要注意
“光纖到桌面”的意義和系統設計時需要注意哪些因素?
的環境中發揮著銅纜不可替代的作用。 光纖到桌面”的意義和系統設計時需要注意哪些因素? 1)當信息點傳輸距離大于100m時,如果選擇使用銅纜。必須添加中繼器或增加網絡設備和弱電間,從而增加成本和故障隱患,使用光纖可以輕易地

示波器租賃,需要注意那幾點因素?
示波器是顯示信號隨時間變化特性的儀器。能把肉眼看不見的電信號變換成看得見的圖象(波形),便于人們研究各種電現象的變化過程,也被稱為工程師的眼睛。既然示波器如此重要,那么在選擇示波器租賃時,我們都需要注意
非平面工件上鉆孔,要注意什么?
鉆削看似簡單,實際上也是一種復雜的工序,在此過程中,鉆頭一旦發生故障或超出其能力范圍,就可能造成嚴重后果。鉆削非平面工件可能使鉆頭切削刃受到過大的不均勻力,從而導致過早磨損,請務必






 工商網監
工商網監
評論