 回轉窯小齒輪軸磨損嚴重,用這種方法在線緊急修復
回轉窯小齒輪軸磨損嚴重,用這種方法在線緊急修復
一、回轉窯介紹
回轉窯(旋窯)是一個有一定斜度的圓筒狀物,斜度為3~3.5%,借助窯的轉動來促進料在回轉窯(旋窯)內攪拌,使料互相混合、接觸進行反應。窯頭噴煤燃燒產生大量的熱,熱量以火焰的輻射、熱氣的對流、窯磚(窯皮)傳導等方式傳給物料。物料依靠窯筒體的斜度及窯的轉動在窯內向前運動。
回轉窯是水泥廠的心臟設備,要求連續運轉,且集低速、重載、高溫、傾斜、粉塵環境等眾多特點于一身,尤其是其主傳動大小齒輪,受熱膨脹影響大,更是設備管理的重中之重,一旦出現問題會給生產造成不可估量的損失。

二、企業存在的設備問題
該問題是某水泥企業回轉窯小齒輪軸磨損,齒輪和軸采用鍵過盈配合的方式,小齒輪軸傳動的扭矩較大,齒輪在運行過程中受到強大的嚙合力(尤其在啟停過程中),長期運轉會導致軸頭磨損、鍵槽損傷和軸承室的磨損,這次企業主要存在的問題是軸頭鍵槽部位大面積的損壞,結構大面積的脫落,齒輪軸頭也出現磨損,從而導致小齒輪的竄動,齒輪也出現了局部的啃傷,導致被迫停機進行更換維修,拆下設備查看情況如下圖1.2。
1、鍵槽周圍受力面基體脫落嚴重,主要部位在鍵槽的受力側損壞嚴重,脫落面積400*140,最深處在32mm。其他面磨損在0.10mm左右。
2、探傷檢測軸內部有裂紋,軸也出現了局部彎曲(機加工校正時發現)。企業也知道設備的嚴重性,但是又不能長時間的停機,備件現在也沒有,因為軸已經失去了本身的強度要求和精度,已經到了報廢的程度了,企業也深知杜明,修復起來能堅持到新的配件來。

ж設備參數:
回轉窯型號:Φ5.0*70 齒輪軸直徑:320
長度:420 轉速:40轉/分
工作溫度:40℃--60℃ 潤滑方式:浸入式流體潤滑脂潤滑。
磨損情況:主要部位在鍵槽的受力側損壞嚴重,脫落面積400*140,最深處在32mm。其他面磨損在0.10mm左右,鍵槽損壞。
三、小齒輪軸磨損的修復方法
A、傳統修復工藝:國內針對軸類磨損一般采用的是補焊、鑲軸套、打麻點等,如果停機時間短又有備件,一般會采用更換新軸。補焊機加工工藝本身容易使軸表面局部產生熱應力,造成斷軸的隱患,而且補焊機加工工藝需要花費大量的人力和時間對設備進行拆卸、運輸和安裝,其修復時間較長,綜合修復費用高,長期的停機停產也將給企業造成大量的經濟損失。襄軸套、打麻點修復工藝存在配合面是點接觸問題,不是面接觸,給設備長期安全運行留下隱患。
B、福世藍修復工藝:根據不同磨損情況采用不同修復方案。利用高分子復合材料現場對磨損部位進行修復,在保證修復精度和滿足安裝要求的基礎上,無需對設備進行大量拆卸,修復周期短,一般8-12小時內完成修復和安裝工作。福世藍修復工藝的修復費用較傳統修復工藝低,一般根據軸承位的磨損量來核算高分子復合材料的用量,進而核算修復成本。
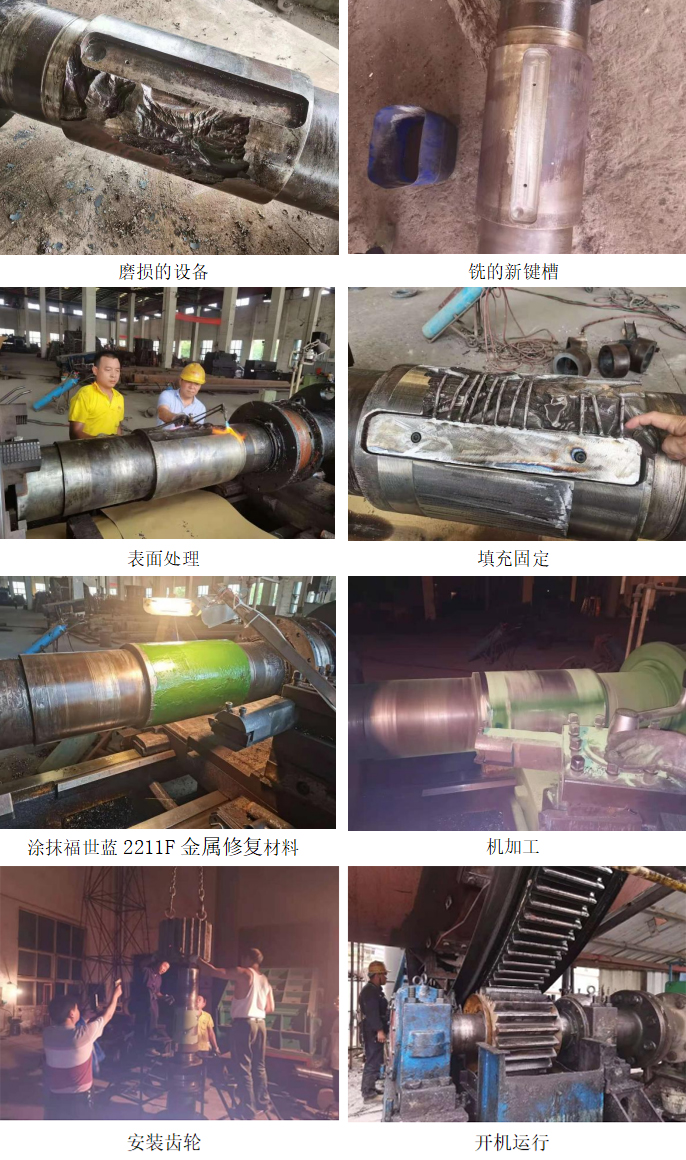
四、小齒輪軸磨損的修復步驟
1、拆卸齒輪,對磨損的軸進行清理,在銑床上重新開鍵槽;
2、車床上固定并找正,氣割槍充分烤油,直至無火星為止,然后無水乙醇清洗表面;
3、首先現場測量軸的實際尺寸,再次確認單邊磨損尺寸;
4、預車一刀,單邊預車量0.8mm,(根據現場磨損情況確定預車量,如果磨損較深,預車量適當加大)確保露出金屬原色;
5、表面清洗,使用無水乙醇(99.7%)或丙酮清洗表面,確保表面干凈,干燥、結實;
6、調和福世藍2211F金屬修復材料,直至無色差;(調和比例嚴格按照產品包裝罐標注比例);
7、軸在低速旋轉的狀態下涂抹2211F金屬修復材料,分多次涂抹,材料厚度要大于軸的基準尺寸,預留出加工余量;(加工余量至少1mm以上);
8、涂抹材料后,使軸保持在低速旋轉狀態下自然固化或者碘鎢燈輔助加熱固化;(碘鎢燈烘烤距離至少保持40cm);
9、材料固化后,機加工出軸的基準尺寸,過盈量適當增加0.02-0.03mm,軸頭倒角(能用磨床加工出尺寸最好;嚴格按照軸孔配合公差標準來控制最后軸的基準尺寸,根據情況合理選擇車削走刀工藝、粗車、精車);
10、機加工修復完成后,測量軸徑尺寸,合格后熱裝齒輪。
-
回轉窯
+關注
關注
0文章
5瀏覽量
8740
發布評論請先 登錄
相關推薦
軸修復實戰課:篦冷機拖輪軸磨損,如何修復讓速度效率雙提升!

變速箱軸承室出現磨損,在線緊急修復原來是用這種方法

變速箱軸承位出現磨損,在線緊急修復原來是用這種方法





 工商網監
工商網監
評論