 工業大神進階之:掌握這種技術,16小時輕松修復雙軸槳葉干燥機軸頭磨損
工業大神進階之:掌握這種技術,16小時輕松修復雙軸槳葉干燥機軸頭磨損
關鍵詞:軸磨損修復,干燥機軸磨損修復,槳葉干燥機磨損修復,雙軸槳葉干燥機軸磨損修復
一.前言
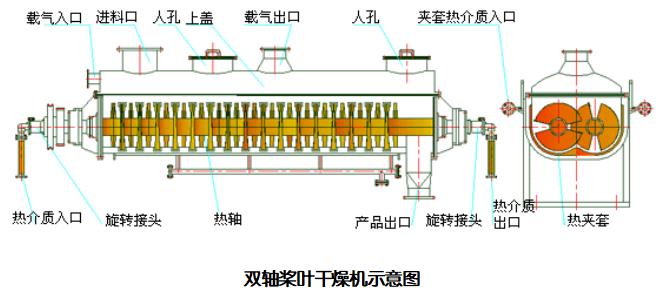
槳葉干燥機槳葉干燥機是一種傳導加熱的低轉速攪拌型干燥機,空心軸上密集排列著楔型中空漿葉,熱介質經空心軸流經漿葉。單位有效容積內傳熱面積很大,熱介質溫度從-40℃到320℃,可以是水蒸汽,也可以是液體型:如熱水、導熱油等,間接傳導加熱,沒有攜帶空氣帶走熱量,熱量均用來加熱物料,熱量損失僅為通過器體保溫層向環境的散熱,楔型漿葉傳熱面具有自清潔功能,物料顆粒與楔型面的相對運動產生洗刷作用,能夠洗刷掉楔型面上附著物料,使運轉中一直保持著清潔的傳熱面。漿葉干燥機的殼體為Ω型,殼體內一般安排二到四根空心攪拌軸,殼體有密封端蓋與上蓋,防止物料粉塵外泄而充分發揮作用,傳熱介質通過旋轉接頭,流經殼體夾套及空心攪拌軸,空心攪拌軸依據熱介質的類型而具有不同的內部結構,以保證傳熱效果。
二.雙軸槳葉干燥機軸頭磨損的故障現象和原因分析
由于干燥機的操作介質是蒸汽,軸是空心軸尤其軸頭位置安裝軸承,倘若預留的軸承游隙過小,很容易運行中軸承過熱而抱死軸承,進而導致軸磨損;其次考慮到運行推進物料需要大的推力,軸承除了過盈配合外,軸頭還要設計螺紋,并安裝螺母進行軸向鎖緊,隨著設備的長時間運行,以及物料推進不流暢,次數多了,螺母很容易松動,進而軸承與軸頭之間出現間隙,而摩擦磨損,像軸承質量較差,以及裝配的水平度不夠,潤滑失效,同樣也是軸頭磨損的原因。
總的來說雙軸槳葉干燥機軸磨損的問題不易察覺,一旦發現了基本上就得停機,嚴重影響企業的正常生產進度,直接給企業帶來經濟損失,為此很有必要提高下設備管理人員的在線修復維修能力,應對一些意外停機的突發事件,減少企業的停機時間損失。

三. 修復工藝分析
像傳統的補焊機加工工藝,需要用電焊機進行磨損部位補焊,雖然上手容易,但是這樣很容易造成局部熱應力,操作不當軸易發生變形彎曲,更有甚者還會出現裂紋,這樣的軸在后期使用中,有很大的安全隱患的,另外補焊機加工工藝需要拆卸、運輸、周期也長,長時間的停機停產的損失也是不可忽略的。
像電刷鍍、激光熔覆、制作非標鍵也都可以修復,但是同樣受場地及其他原因限制,更重要的是這些工藝同樣不省時,而且不易掌握,操作起來也很復雜,所以一種簡單易學的在線修復技術是相當重要的。
而高分子材料在線修復是將高分子復合材料直接涂抹在磨損部位,它具有很好的粘接力,在高分子材料未固化之前而且還具有一定的流動性,很好的使軸承與軸頭的磨損間隙得到填充,材料固化后抗壓強度極高,修復效果還是維修費用都遠勝過堆焊、刷鍍等傳統修復方法,維修時間快速、工藝簡便、費用較低。
四.雙軸槳葉干燥機軸頭磨損案例分析
2022年某造紙企業的雙軸漿葉式干燥機,運行中因物料推進不流暢,鎖緊螺母出現了松動,在停機檢修期間發現非傳動側的兩邊的軸承,都出現了磨損,磨損量直徑最大值5mm,該設備軸承型號22328,設備工作溫度140℃,壓力0.4MPa,轉速50r/min。
由于企業發現問題早,沒有繼續帶病運行,而是第一時間聯系了我們福世藍公司,為此我們根據企業提供的現場數據,做出了相應的維修方案,由于磨損量較大,所以根據軸上未磨損的前后軸間作為定位基準,設計了一款對開模具,同時在磨損的部位涂抹福世藍2211F高分子復合材料,該材料未固化之前具有一定的流動性,然后扣上模具,材料可以在模具空腔內進行很好的填充,等該材料固化后,該材料抗壓強度可達1600Kg/cm3,干環境耐溫260℃,完全可以用于該部位的修復,修復過程僅僅16小時,修復完成后,開機運行,各項指標一切正常,為此得到了該企業的高度認同。
五、在線修復工藝
1、拆卸設備只需露出軸承位即可,同時準備好所需要的修復工具;
2、表面烤油,確保表面干燥無油漬;
3、使用角磨機對磨損的部位進行打磨,打磨至漏出金屬原色;
4、將加工好的模具,空試一下,確保各項尺寸無誤;’
5、使用無水乙醇清洗打磨后的軸表面,確保干凈、干燥;
6.模具內表面涂抹福世藍803脫模劑,并晾干;
7、按照比例調和福世藍2211F金屬修復材料,至調和無色差;
8、將調和好的材料涂抹在待修復的軸表面,材料厚度要高于磨損尺寸;
9、安裝模具,常溫并固化12小時,也可加熱加快固化;
10、固化完成后,拆卸模具,測量數據,并安裝軸承及剩余部件,修復完成。
六、雙軸槳葉式干燥機軸磨損修復實例

七、結語
通過此次修復雙軸漿葉式干燥機軸磨損的問題,再次證明這種技術可以有效的現場解決此類低轉速高溫的軸磨損問題,比如造紙行業的烘缸軸,壓榨輥等軸類都是完全可以解決的,該福世藍在線修復工藝可以很好的解決短時間內開機的需求,同時修復效果很好,大大延長了設備使用周期,如果對精度要求較高的軸類磨損問題可以匹配其他修復工藝及應用案例。
-
工業
+關注
關注
3文章
1845瀏覽量
46707
發布評論請先 登錄
相關推薦






 工商網監
工商網監
評論