 輥壓機動輥非減速機側軸承位磨損,別再堆焊或刷鍍了,這種技術現場修復更實用
輥壓機動輥非減速機側軸承位磨損,別再堆焊或刷鍍了,這種技術現場修復更實用
一、問題背景
某水泥廠針對合肥院HFCG180-160輥壓機動輥非減速機側軸承位磨損,軸承型號為232/900CAKF1/W33/C3,軸承位小徑尺寸901mm,寬度540mm,錐度1:12,單邊磨損量最大處約3mm。
軸承位一旦出現磨損企業如果采用傳統修復方法如堆焊后機加工、熱噴涂和電刷鍍等手段來修復,花費時間較長而且均存在一定弊端,無論是堆焊后機加工還是熱噴涂方式,都避免不了熱應力無法消除的現象,易造成材質損傷,導致部件出現彎曲或斷裂;而電刷鍍受涂層厚度限制,容易剝落,且以上幾種方法都是用金屬修復金屬,無法改變“硬對硬”的配合關系。
小編今天要說的是一種軸承位磨損修復新技術---高分子復合材料修復技術,讓我們結合現場案例一起看一下。

二、高分子復合材料現場修復輥壓機動輥非減速機側軸承位磨損
利用高分子復合材料現場對磨損部位進行修復,是近幾年興起的一種檢修模式,其原理是在最大程度減少停機時間,在保證修復精度和滿足安裝要求的基礎上進行修復。高分子復合材料具有超強的粘著力,優異的抗壓強度、耐磨性和抗腐蝕性等綜合性能,應用于現場金屬磨損問題修復時,可以減少設備拆裝、減少離線時間,無補焊熱應力影響,修復厚度不受限制,同時產品所具有的耐磨性及金屬材料不具備的退讓性,可確保修復部位達到百分百的面接觸配合,降低設備的沖擊震動,并大大延長設備部件的使用壽命,為企業提供優異的設備維修維護手段、節省大量的停機時間,創造巨大的經濟價值。綜合現場情況企業決定采用福世藍焊接支撐點配合高分子復合材料工藝進行修復。
此類修復材料以應用二十余年的福世藍高分子復合材料材料的綜合性能和性價最為突出,本文案例用的是福世藍高分子復合材料。
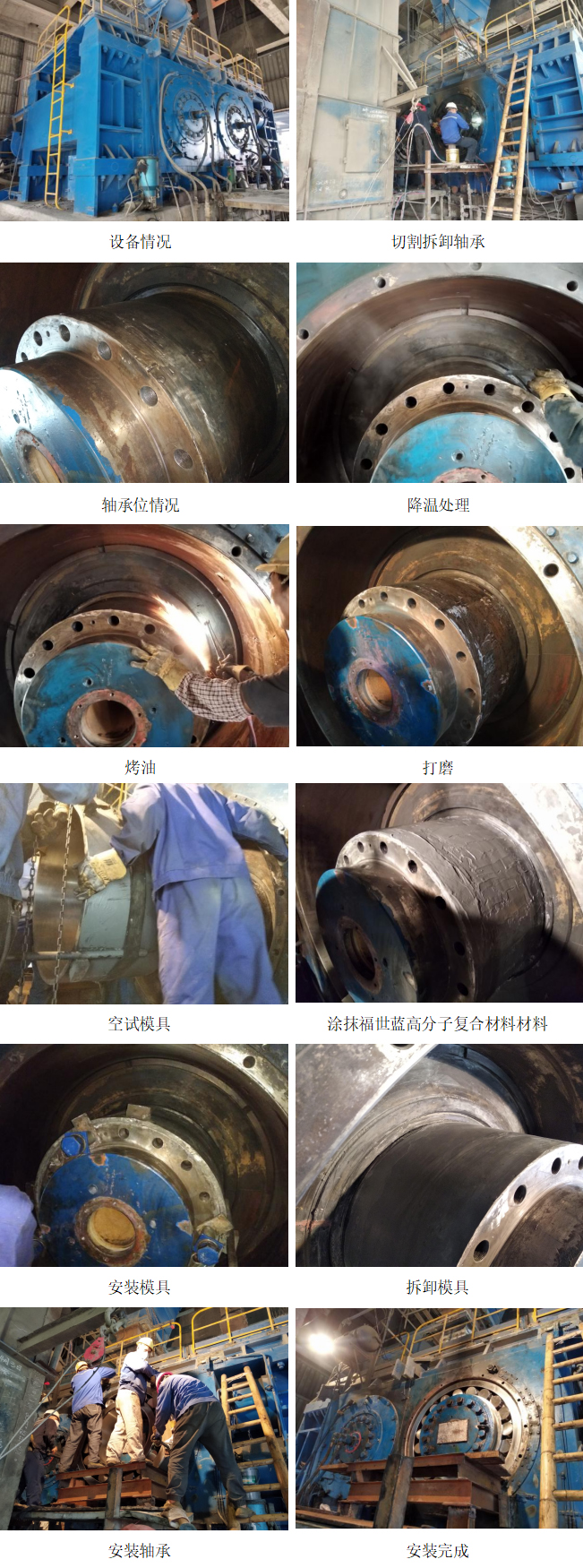
三、修復步驟
1、表面處理:使用氧氣乙炔炙烤待修復表面并使用磨光機打磨軸承位表面,直至露出金屬原色;
2、焊接支撐點:首先根據螺栓孔的分布在整個軸承位表面均勻畫線,支撐點沿線焊接,高度略高于單邊磨損量;
3、修磨支撐點高度:以弧度樣板尺為基準,使用磨光機打磨支撐點,使其高度與單邊磨損尺寸一致;
4、空試支撐點:空試軸承直至在較小的預緊力作用小,保證10-15mm的預緊量,且軸承內圈的壓痕分布均勻;
5、清洗表面:使用無水乙醇清洗軸承位表面和軸承內圈表面,軸承內圈表面涂刷福世藍803脫模劑;
6、涂抹材料:計算材料用量并充分調和均勻后涂抹福世藍高分子復合材料,建議首先用手直接涂抹,保證高分子材料的填充效果,然后用刮板均勻涂抹,厚度略高于支撐點高度,快速安裝軸承,保證預緊量在10-15mm之間;
7、拆卸軸承:待材料固化后拆除壓盤和軸承,并去除多余材料、打磨材料釉面;
8、涂抹第二遍材料:再次調和少量高分子材料涂抹薄薄一層;
9、安裝軸承:快速安裝軸承,整個安裝緊固過程控制在時間控制在30-40分鐘之內。緊固螺栓時,對稱緊固。此次安裝螺栓全部緊固到位,剩余預緊量保持在10-15mm左右為宜。
10、后期預緊:設備空載3-5小時緊固一次螺栓,載料6-8小時緊固一次,載料12小時緊固一次,載料24小時緊固一次。
發布評論請先 登錄
相關推薦






 工商網監
工商網監
評論