 【軸類在線修復】結晶機軸軸承位磨損在線修復
【軸類在線修復】結晶機軸軸承位磨損在線修復
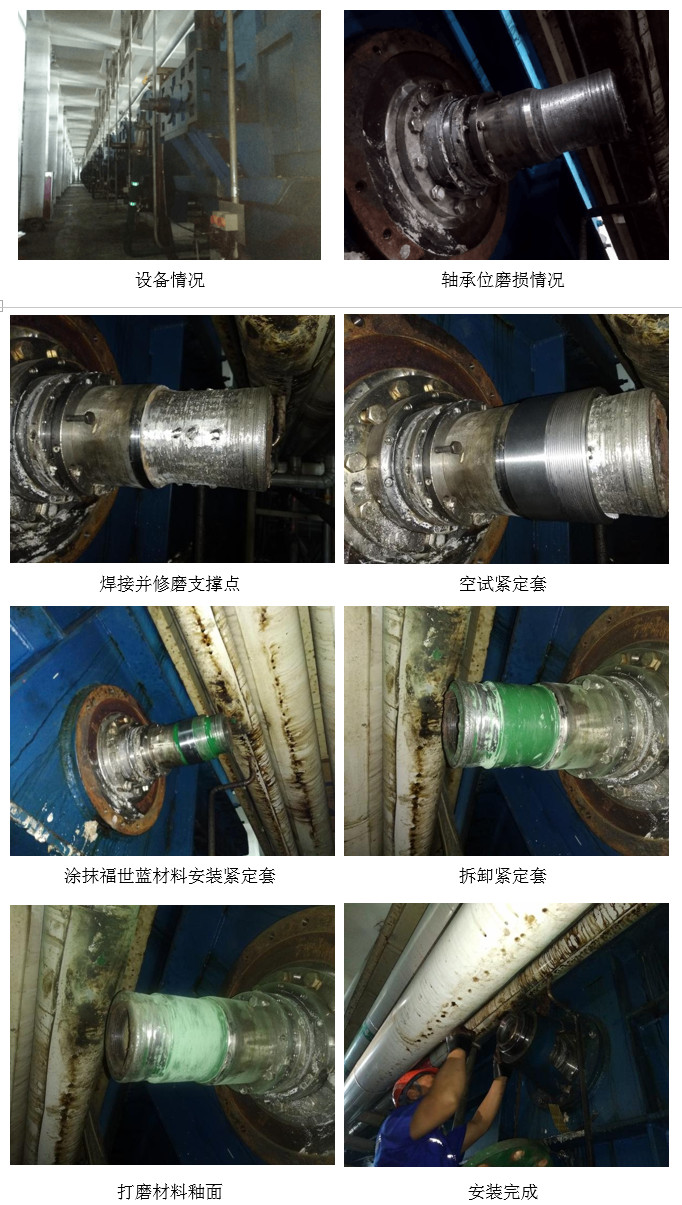
結晶機軸承位單邊磨損
2021年06月,我司技術人員前往山東一結晶廠,針對結晶機非減速機側軸承位進行在線修復工作。該設備約1分鐘45秒轉動一圈,軸承位直徑φ125mm,寬度85mm,單邊磨損量約4mm,采用緊定套配合。
補焊后機加工、熱噴涂還是電刷鍍?
針對上述問題,如果采用傳統修復方法如堆焊后機加工、熱噴涂和電刷鍍等手段來修復,花費時間均較長而且均存在一定弊端:無論是堆焊后機加工還是熱噴涂方式,都避免不了熱應力無法消除的現象,易造成材質損傷,導致部件出現彎曲或斷裂;電刷鍍則受涂層厚度限制,容易剝落,且以上幾種方法都是用金屬修復金屬,無法改變“硬對硬”的配合關系,在各力綜合作用下,仍會造成再次磨損。
有沒有更好的結晶機軸承位修復方法?
采用高分子復合材料修復,不僅能夠很好的緩沖和抵抗機械運轉過程中受到的綜合機械力,而且可以更好的保證軸承位及軸承之間的100%面配合,并且可以在現場進行在線修復,極大的縮短修復時間。綜合現場情況,企業決定采用福世藍焊接支撐點配合高分子復合材料工藝進行修復。
詳細工藝如下:
1、表面處理:使用氧氣乙炔火焰炙烤結晶機待修復表面并使用磨光機打磨軸承位表面,直至露出金屬原色;
2、焊接支撐點:在軸承位表面均勻畫線,支撐點沿線焊接,高度略高于單邊磨損量;
3、修磨支撐點高度并空試:以樣板尺為基準,使用磨光機打磨支撐點,使其高度與單邊磨損尺寸一致,并空試緊定套;
4、清洗表面:使用無水乙醇清洗軸承位表面和緊定套內圈表面,緊定套內圈表面涂刷803脫模劑;
5、涂抹材料:計算福世藍高分子復合材料2211F用量并充分調和均勻后涂抹材料,建議首先用手直接涂抹,保證高分子材料的填充效果,然后用刮板均勻涂抹,厚度略高于支撐點高度,快速安裝緊定套;
6、拆卸緊定套:待材料固化后拆除緊定套,并去除多余材料、打磨材料釉面;
7、涂抹第二遍材料:再次調和少量高分子材料涂抹薄薄一層;
8、安裝緊定套及軸承:快速安裝緊定套及軸承,整個安裝緊固過程控制在30-40分鐘之內。緊固過程中需多次測量軸承游隙直至符合工作游隙。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論