") SJ6000激光干涉儀進行數(shù)控機床螺距誤差補償要點
SJ6000激光干涉儀進行數(shù)控機床螺距誤差補償要點
數(shù)控機床的傳動機構(gòu)一般是滾珠絲桿副,滾珠絲桿副在生產(chǎn)制造和裝配過程中都存在一定誤差,且長期使用造成的磨損等因素都會使其精度下降,當前有效且廣泛應(yīng)用的方法是利用激光干涉儀對數(shù)控機床進行螺距誤差補償。
數(shù)控機床機械誤差補償包含記憶式相對位置補償(絕對值)與記憶式螺距誤差補償(增量值)兩種,三菱和法那科系統(tǒng)就是增量值補償?shù)拇碇弧.敳捎眉す飧缮鎯x進行增量值補償時,會遇到數(shù)據(jù)怎么對應(yīng)補償點位置的問題。
增量值補償時有幾個重要參數(shù):
- 參考點:參考點也就是基準點。
- 負端:設(shè)定靠近負端的補償數(shù)據(jù)編號。
- *正端:設(shè)定*靠近正端的補償數(shù)據(jù)編號。
- 補償倍率:寫入機床系統(tǒng)補償量的生效倍率。
- 補償間隔:機床補償校準時的補償間距。
劃重點:參考點。
注意兩個概念:機床參考點號代表的是一段距離誤差,且是靠近機械原點負端的這一段。當設(shè)置補償間隔10mm時,參考點就代表-10mm到0點距離的補償值。
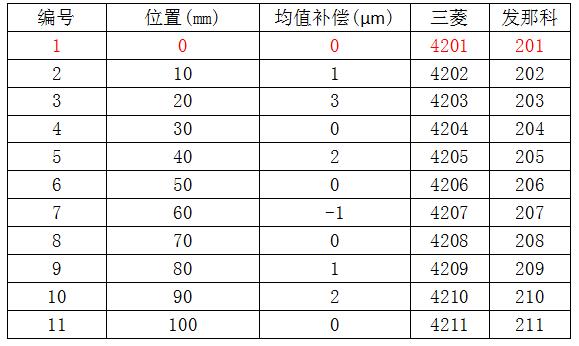
以坐標系0-100mm,間隔10mm為例分別設(shè)置三菱和發(fā)那科補償參數(shù)。

坐標系0到正很簡單,數(shù)據(jù)只需要依次輸入。

以坐標系(-100)mm-0,間隔10mm為例分別設(shè)置三菱和發(fā)那科補償參數(shù)。
坐標系負到0較繁瑣,數(shù)據(jù)號進行了簡單變換,負端第一個數(shù)據(jù)對應(yīng)參考點號。

機床系統(tǒng)種類繁多,正逐步向自動補償邁進,系統(tǒng)可自動識別rtl、ren等數(shù)據(jù)格式自動完成補償,將大大降低人工操作和失誤。我們期待CNC系統(tǒng)早日的完善。
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學習之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報投訴
-
激光干涉儀
+關(guān)注
關(guān)注
0文章
72瀏覽量
7998
發(fā)布評論請先 登錄
相關(guān)推薦
馬赫澤德干涉儀
了具有相干激光源的馬赫-澤德干涉儀。該例證明了光學元件的傾斜和位移對干涉條紋圖的影響。
建模任務(wù)
由于組件傾斜引起的干涉條紋
由于偏移傾斜引起的
發(fā)表于 12-25 15:42
天文光干涉儀
干涉儀可用于前沿研究,如外行星識別和恒星的超高分辨率(4豪弧秒)成像。在本文中,一種經(jīng)典的邁克遜恒星干涉儀將會在FRED里面進行設(shè)計和分析。恒星干涉儀設(shè)計 系統(tǒng)的幾何結(jié)構(gòu)如圖1所示。
發(fā)表于 12-25 15:26
激光干涉儀是如何測量位移的?
、質(zhì)量控制和自動化生產(chǎn)中發(fā)揮著關(guān)鍵作用。激光干涉儀的基本原理是利用激光的干涉效應(yīng)進行測量和分析。在國際上,有多種常用的

機床性能優(yōu)化:校準補償系統(tǒng)在故障診斷與預(yù)防性維護的應(yīng)用
激光干涉儀和機床測頭是機床校準補償系統(tǒng)中的關(guān)鍵組件,它們在確保機床精度和性能方面發(fā)揮著重要作用。

激光干涉儀可以完成哪些測量:SJ6000的全面應(yīng)用解析
在高端制造領(lǐng)域,精度是衡量產(chǎn)品質(zhì)量的關(guān)鍵指標之一。激光干涉儀作為一項高精度測量技術(shù),其應(yīng)用廣泛,對于提升產(chǎn)品制造精度具有重要意義。線性測量:精確定位的基礎(chǔ)SJ6000激光

數(shù)控機床是用什么對機床進行控制
、高效率的加工。數(shù)控機床廣泛應(yīng)用于機械制造、航空航天、汽車制造、模具制造等領(lǐng)域。下面我們將詳細介紹數(shù)控機床的控制原理、組成、分類和應(yīng)用。 一、數(shù)控機床的控制原理 數(shù)控機床的控制原理主要
數(shù)控機床的工作原理 數(shù)控機床的組成
引言 數(shù)控機床(Computer Numerical Control Machine Tool,簡稱CNC機床)是一種采用計算機數(shù)控技術(shù)進行控制的機
激光干涉儀SJ6000應(yīng)用拓展:透鏡曲率半徑測量
透鏡是由透明物質(zhì)(如玻璃、水晶等)制成的一種光學元件,廣泛應(yīng)用于安防、車載、數(shù)碼相機、激光、光學儀器等各個領(lǐng)域。曲率半徑是透鏡設(shè)計與制造的一個重要參數(shù),在生產(chǎn)制造過程中常使用菲索型激光干涉儀通過測試
發(fā)表于 04-28 09:06
?0次下載
SJ6000激光干涉儀應(yīng)用拓展:透鏡曲率半徑測量
透鏡是由透明物質(zhì)(如玻璃、水晶等)制成的一種光學元件,廣泛應(yīng)用于安防、車載、數(shù)碼相機、激光、光學儀器等各個領(lǐng)域。曲率半徑是透鏡設(shè)計與制造的一個重要參數(shù),在生產(chǎn)制造過程中常使用菲索型激光干涉儀通過測試

激光干涉測量技術(shù)在機床領(lǐng)域的應(yīng)用
測量等優(yōu)點。激光干涉儀sj6000可以進行多種類型的測量,包括但不限于:線性測量:激光干涉儀可以
發(fā)表于 04-16 10:50
?1次下載
精準測量驅(qū)動制造革命:激光干涉測量技術(shù)在機床領(lǐng)域的應(yīng)用
激光干涉測量技術(shù)助力機床產(chǎn)業(yè)邁向新高度。激光干涉儀sj6000可精確測量目標物體的線性尺寸、垂直

五軸數(shù)控工具磨床高精度運行的秘訣
針對五軸數(shù)控工具磨床的精度校準補償與高效加工,SJ6000激光干涉儀可實現(xiàn)納米精度的位移測量,結(jié)合WR50自動精密轉(zhuǎn)臺可實現(xiàn)0.0003度的

SJ6000激光干涉儀診斷校準運動導軌,80米直測
在現(xiàn)代工業(yè)制造中,運動導軌作為精密設(shè)備的關(guān)鍵組件之一,其精密度和穩(wěn)定性影響著設(shè)備的定位準確性和運動穩(wěn)定性。為了保證導軌的高精度性能,激光干涉儀應(yīng)運而生。校準運動導軌的重要性運動導軌的精度直接關(guān)系
發(fā)表于 03-14 10:53
?0次下載
SJ6000激光干涉儀測量機床精度全面解析
在機床加工領(lǐng)域,精度是評判機床質(zhì)量的重要指標之一。而激光干涉儀是一種能夠測量機床精度的高精度測量裝置。它利用
發(fā)表于 03-14 10:51
?0次下載
數(shù)控測量|激光干涉儀測量機床精度全面解析
在機床加工領(lǐng)域,精度是評判機床質(zhì)量的重要指標之一。而激光干涉儀是一種能夠測量機床精度的高精度測量裝置。它利用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論