 激光焊接溫度反饋系統(激光焊接控制系統)
激光焊接溫度反饋系統(激光焊接控制系統)
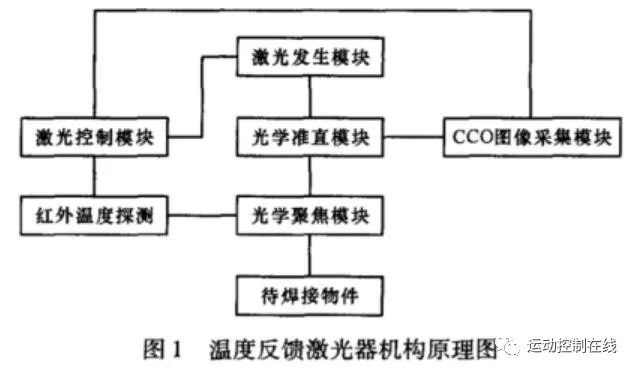
1、系統整體結構原理
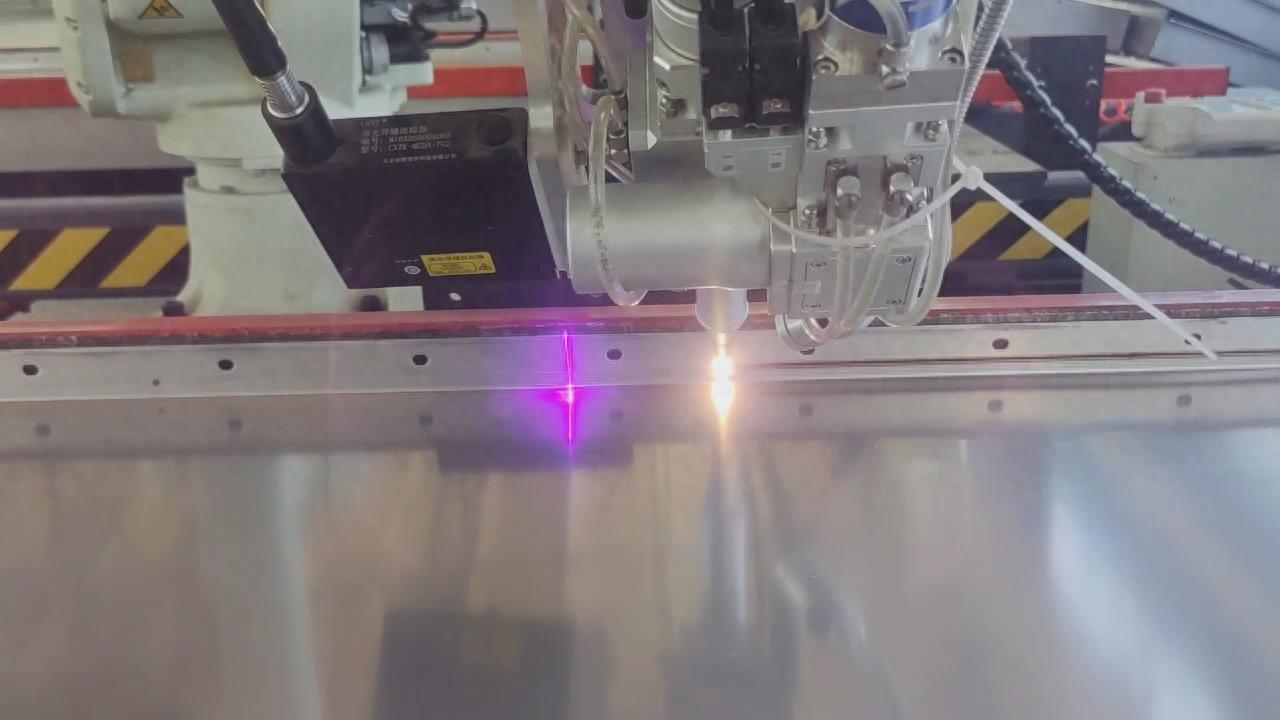
溫度反饋半導體激光器系統包括半導體激光發生模塊,激光控制模塊,紅外溫度探測模塊及光學系統(激光聚焦組件、CCD圖像采集組件),整體框架結構如圖1所示。其中激光發生模塊具體為半導體激光器,可以通過電壓信號控制激光輸出功率的大小。激光控制模塊是將外部信號或者指令通過翻譯,來控制激光發生模塊。CCD圖像采集模塊包括相機,物鏡及軟件處理系統。激光聚焦組件包括準直鏡組件及聚焦鏡組件,通過準直組件首先將激光器的光變成平行光,然后通過聚焦鏡將激光聚焦,作用到工件上。整個溫度反饋系統的工作流程是通過紅外溫度探測模塊捕獲焊接點溫度,經過激光控制模塊與設定的溫度進行對比分析,將電壓信號反饋給激光發生模塊,實時調節激光能量的輸出。圖像采集模塊捕獲焊接點圖像形成焊接軌跡。經由該激光導人準直模塊和光學模塊后形成的輸出激光的焦點、該紅外測溫儀探測模塊捕獲接處的最小點以及CCD圖像采集模塊捕獲到的焊接處的視場中心點三者是重合的。可在激光高速焊接過程中,實現對焊接目標溫度的精確控制。溫度反饋半導體激光器系統除了硬件組成部分,最重要的是電路設計及軟件。
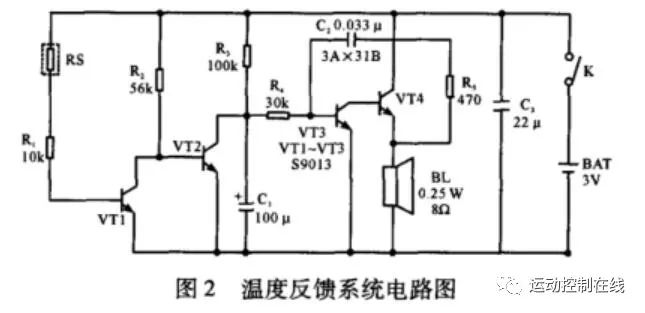
2、反饋系統電路設計
系統電路整體由三部分組成,如圖2所示。其中第一部分為焊點檢測表面溫度電路,是下圖的左側部分,主要由溫敏電阻及三極管組成,作用是采集焊點的溫度值,并且將溫度值轉換成電流信號,然后將電流信號轉換成電壓信號。第二部分電路為反向電路及放大器,是下圖的中間部分,主要由電感及放大器組成,實現反相器功能及信號放大功能。第三部分電路為隔離輸出電路,是下圖的右側部分,主要由電容及開關組成,對外界溫度干擾起到補償和隔離輸出作用。反饋系統電路實現焊點的溫度信號轉化成電壓信號,進而對激光器發生模塊的輸入電壓進行調節,達到調節激光器輸出能量的目的。
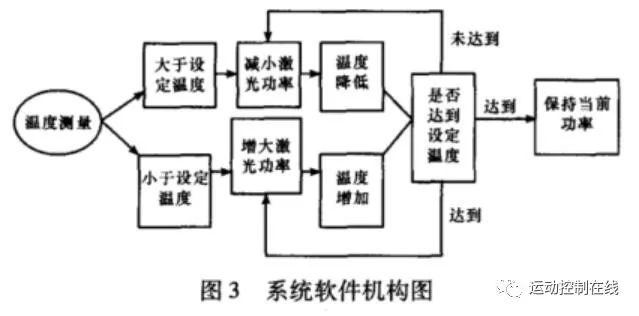
3、系統軟件結構設計
該系統基于PID算法實現溫度閉環控制,具體流程如圖3所示。1)根據加工材料的熔點設定加工過程的溫度曲線;2)通過PID算法調節激光輸出功率;3)通過紅外溫度探測模塊將焊點的溫度轉換為電壓信號;4)通過激光控制模塊將溫度信號轉化為電壓信號并反饋至半導體激光控制模塊,實現PID算法調節激光輸出功率。當紅外溫度探測模塊探測到朔料表面的溫度值低于設定的溫度值,則自動增加激光輸出功率;當探測到的溫度值高于設定的溫度值,則降低光器的輸出功率,實現焊點表面溫度與激光器輸出功率之間的閉環控制。同時,由于紅外溫度測試儀是以高頻率脈沖掃描的方式對材料表面進行溫度探測,軟件算法反應效率高,可以根據材料表面的溫度對激光輸出功率進行實時調節。該系統還包括通過在軟件界面上設置溫度曲線,如緩升/緩降的溫度曲線。達到激光輸出功率大小的曲線。
CRT工業運動控制系統,其硬件結構基于高性能 DSP 為控制核心、FPGA 協處理,插補算法、脈沖信號產生及直線曲線加減速控制、I/O 信號的檢測處理。DMC600M系列3~6軸運動控制系統(DMC630M、DMC640M、DMC650M、DMC660M),運用實時多任務控制技術和硬件插補技術,穩定性高, 加工精度高,運行平穩,實現多種插補(直線、圓弧、拋物線及螺旋線插補等),并其他軸聯動。
-
控制系統
+關注
關注
41文章
6633瀏覽量
110681 -
激光焊接
+關注
關注
3文章
490瀏覽量
21072
發布評論請先 登錄
相關推薦
激光焊接機電流反饋和能量反饋應該怎么選
多型號電池蓋帽焊接激光焊接機,電池鎳片激光焊接機
激光塑料焊接技術是什么
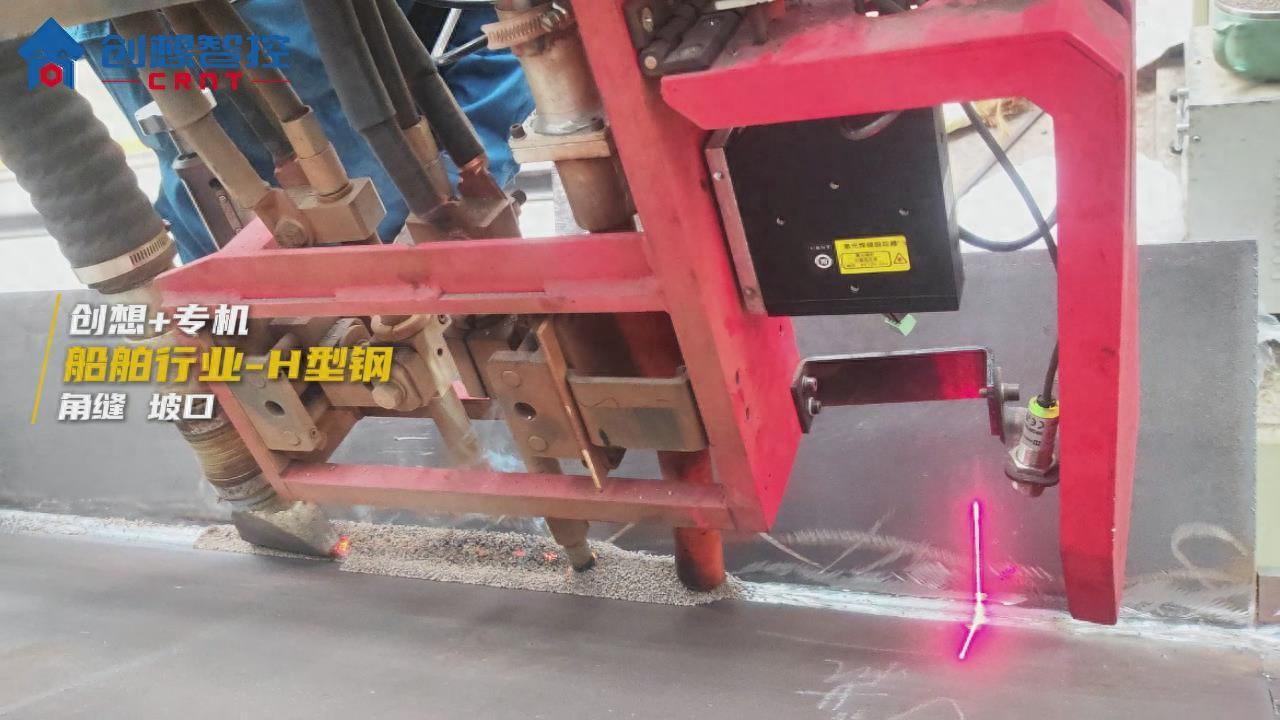
創想智控激光焊縫跟蹤系統在H型鋼多層多道焊接自動化的應用


激光焊接手持盒示教系統和激光焊接電腦操作系統,哪個更好用?

焊接專機加裝激光跟蹤系統的作用

激光焊縫跟蹤系統:提升焊接效率,確保焊接質量
創想激光焊縫跟蹤系統適配錢江機器人在智能焊接領域的應用






 工商網監
工商網監
評論