 晶圓劃切環節的幾個核心要素
晶圓劃切環節的幾個核心要素
聯動工作,缺一不可
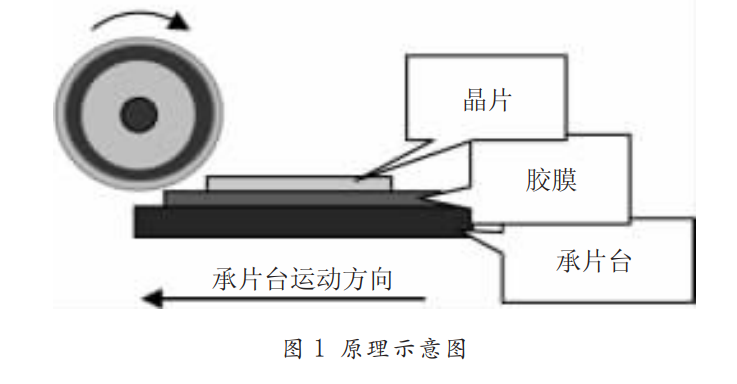
劃片機以強力磨削為劃切機理,空氣靜壓電主軸為執行元件,以每分鐘 3 萬到 6 萬的轉速劃切晶圓的劃切區域,承載著晶圓的工作臺以一定的速度沿刀片與晶圓接觸點的劃切線方向呈直線運動,將每一個具有獨立電氣的芯片分裂出來。在這過程中,水源進行冷卻保護。
晶圓切割四要素,聯動工作,缺一不可。
原理很簡單,精細活兒卻不那么好干。
主 軸
砂輪劃片機主軸采用空氣靜壓支承的電主軸。現在所使用的主軸有兩類,分別是直流主軸及交流主軸。
直流主軸
①采用軸向強迫通風冷卻或熱管冷卻,以改善冷卻效果。
②在基本速度以下為恒轉矩范圍,在基本速度以上為恒功率范圍。
③主要采用晶體管脈寬調制調速系統調速。一般會裝有用于反饋的檢測元件。
交流主軸
①經過專門設計的鼠籠三相異步電動機。
②與直流主軸電動機相類似,在基本速度以下為恒轉矩區,在基本速度以上為恒功率區。當速度超過一定值后,功率 - 速度特性曲線會向下傾斜。
③廣泛采用矢量控制調速方法進行速度控制。
由于結構上的差別,直流主軸的轉速控制精度較高(通過反饋補償轉速),主軸工作時震動量較小,劃切效果較好,但扭矩相對同功率交流主軸偏小,對較厚、硬的玻璃、陶瓷和鍵和材料劃切,切削力不足。直流主軸劃切領域主要是針對硅晶圓、砷化鎵、氧化物晶圓等。
交流主軸扭矩較大,震動偏大,主要針對 LED 基板、生陶瓷、新型電子封裝等較硬、精度要求較低的產品。
水 源
劃片機所使用的水源有兩路,主軸冷卻水和切割冷卻水。
主軸冷卻水
主軸冷卻水,顧名思義,主要作用是對主軸進行冷卻保護, 在主軸內部循環使用。必須采用去離子水,否則會對主軸內部造成堵塞。冷卻水的溫度應恒定為室溫,可配置恒溫水箱。否則劃切過程中刀痕容易產生偏移。空氣主軸為關鍵部件,需定期(一般為6 個月)對主軸水路進行檢查,防止水垢堵塞管路,造成主軸電機損壞。
劃切冷卻水
劃切冷卻水,主要采用去離子水,可根據產品需要增加特殊附件,例如二氧化碳氣體,以改變水質電阻值等。
承片臺
陶瓷微孔吸盤
優點:吸力均勻,適合吸附帶膜、較薄、較脆的產品,不傷片,可減少背崩現象,形成較好的劃切效果。
缺點:需要表面全部覆蓋,否則吸力不足,對于較小工件來說,藍膜浪費嚴重。另外微孔容易堵塞,不適合粉塵較多的加工環境。
刀具
每一類刀具都有外徑大小、厚度、磨粒尺寸(篩號)、結合劑、集中度、刃口形狀等的不同;根據安裝方法可分為軟刀和硬刀兩種。
軟刀

軟刀需使用法蘭固定,其優點是刀具露出量較大,可加工較厚產品,可通過更換法蘭持續使用,性價比較高。但采用這種固定方式后,刀具為達到真圓效果,需要磨刀,且刀具和法蘭的接觸部分會有微量跳動,劃切效果欠佳。
硬刀
硬刀通過高溫高壓的方式將刀體固定在特制法蘭上,出廠時就可確認是真圓,由于刀體和法蘭一體化,可加工高檔產品,但制作方式決定其刀刃露出量不能太大,通常此種刀具刀刃露出量為0.30~1.15 m m 更小或更大的露出量需要特殊定制。硬刀不能加工較厚產品,這方面有局限性。
刀具選擇的基本原則:即越硬的材料劃切選取越軟的刀體材料,越軟的材料劃切選取越硬的刀體材料。
比方,硬脆材料劃切選擇越硬刀具,就會在劃切時出現背崩、背裂現象。
根據崩邊要求和材料性質選取合適的刀體粘結度、材料軟硬度、集中度、金剛砂顆粒尺寸等。
砂輪劃片機能夠劃切的材料很多,不同性能的材料劃切工藝存在差異,每一個參數都能關系到劃切質量和效率。因此,切割前分析各方面因素,選擇精準的刀片是非常重要的一步。
-
晶圓
+關注
關注
52文章
4892瀏覽量
127935
發布評論請先 登錄
相關推薦
晶圓背面涂敷工藝對晶圓的影響


晶圓的TTV,BOW,WARP,TIR是什么?

劃片機:光通訊器件劃切領域的科技先鋒

簡儀科技助力實現晶圓溫度的精準測量



碳化硅晶圓和硅晶圓的區別是什么

TC WAFER 晶圓測溫系統 儀表化晶圓溫度測量
一文看懂晶圓級封裝





 工商網監
工商網監
評論