 紙機機架滲漏在線治理,不用拆卸,長期有效
紙機機架滲漏在線治理,不用拆卸,長期有效
【摘要】介紹了紙機的工作原理,以及紙機機架滲漏的原因,闡述了傳統工藝與福世藍滲漏治理工藝的對比,明確了使用福世藍滲漏治理工藝的技術優勢,確保安全生產及產品品質。
一、造紙機概述
將符合造紙要求的紙漿水懸浮體經濾網脫水成形、機械擠壓脫水和干燥等過程而抄制成紙的機器。造紙機包括完成以上工藝過程的成形、壓榨、烘干3個主要部分,并配有必要的整飾、卷取及傳動裝置,以及供漿、漿料及白水循環、真空、通風排氣、損紙處理和潤滑、自控等輔助系統。造紙機的規格常以其所抄造的成紙幅寬(簡稱抄寬)、銅網幅寬和優選的工作車速來表示。現代大型造紙機的抄寬可達11m,工作車速達1000m/min以上,日產紙量達數百噸,整臺機械的重量達千噸以上,長達百余米。在一般發展中國家以及一些特種紙的生產中使用較多的為小型造紙機,其抄寬1~3m,工作車速每分鐘幾十米至200米。

二、造紙機齒輪箱常見故障及原因
1、齒輪箱各個零件嚙合面間涂抹密封劑,長時間的高溫震動,導致密封失效而滲漏;
2、齒輪箱是鑄件,生產過程中要經過時效處理。如果時效時間短,齒輪箱的內應力未全部消除,安裝好的齒輪箱在運行中會繼續變形,進而導致滲漏;
3、在安裝或檢修過程中,軸承壓蓋、齒輪壓蓋、齒輪半軸的的材料不同,在運行中受熱膨脹的系數也就不同,因此在安裝時要求膨脹間隙大于一定標準。在齒輪箱的實際運行和安裝過程中,由于檢修安裝工藝不當,膨脹間隙小于標準值就會造成齒輪箱在運行中承受了齒輪箱內部件強大的膨脹力產生變形,而形成滲漏;
4、為了保證齒輪箱結合面的密封作用,對每個螺栓的冷緊、熱緊螺栓伸長量也都有明確的規定。但是在實際檢修工作中,如果沒有按照要求緊固螺栓,都會造成結合面變形形成滲漏。
三、傳統治理方法和福世藍治理方法
1、傳統方法
一般是停機更換密封元件和密封膠重新密封,但需要占用大量的停拆卸時間,而且由于密封元件和密封膠耐油性和耐腐蝕性比較差,在較短時間內還會出現滲漏現象,不能徹底解決紙機機架滲漏問題。
2、福世藍高分子材料治理
采用高分子復合材料和技術現場治理滲漏,不用拆卸,在外部治理滲漏,省時省力,效果立竿見影。產品具備優越的粘著力、耐油性耐高溫(最高可達260度)及良好的拉伸延展性,很好地克服設備振動造成的影響,為企業解決了傳統工藝難以解決的問題,而且可以保證長期治理效果,確保企業安全連續化生產。
四、實際案例分析
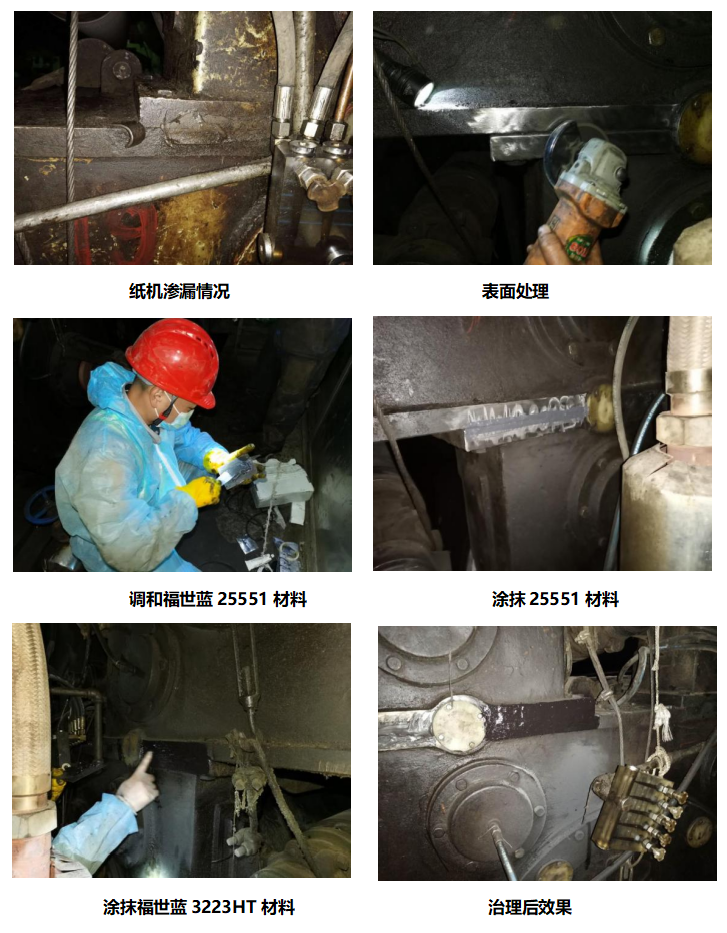
一造紙廠2640車間因為紙機時間久遠,滲漏嚴重,存在安全隱患,已開始影響紙張質量。之前企業自己做過一些治理但效果不佳,經過福世藍工程師現場治理明顯提高了紙張的質量,減少了潤滑油的損耗和人工清理,具體操作如下:
1、使用磨光機對紙機滲漏位置進行打磨并向外延伸3-5cm,直至漏出金屬光澤,并在結合面位置打磨處V型槽;
2、使用無水乙醇進行擦拭,確保表面干凈、干燥、結實;
3、調和適量福世藍25551高分子復合材料,涂抹至待修復表面;
4、待25551材料固化后,檢查無滲漏的情況下,使用砂帶打磨材料釉面并涂抹3223HT材料完全覆蓋25551材料;
五、總結
采用高分子復合材料對紙機機架進行滲漏治理,可避免傳統方法的種種弊端,克服了紙機機架溫度高導致材料耐受性差的問題,為企業節省了寶貴的時間,費用低廉。為企業提供了一種新的維修維護技術手段,當企業再次需要進行類似問題處理時,可以在第一時間自主處理施工。
復合材料技術不僅完善了企業的設備管理體系,為企業快速、高效修復設備運行中出現的各種問題提供了手段和依據,同時為企業設備管理水平的提高奠定了良好的技術基礎。
發布評論請先 登錄
相關推薦
變壓器滲漏油,免電焊、免拆卸維修,效果立竿見影

SF6泄漏在線監測報警系統在10kV到1000kV高壓開關室中的應用


變壓器法蘭盤滲漏油,立竿見影的治理方法還是這個好使







 工商網監
工商網監
評論