 維修不再等待!寬厚板軋機牌坊配合面磨損現場快速修復
維修不再等待!寬厚板軋機牌坊配合面磨損現場快速修復
【摘要】:寬厚板軋機是寬厚板生產的關鍵設備,其運行狀態的良好與否直接影響到寬厚板成品的質量。本文介紹了某鋼鐵廠寬厚板軋機牌坊的磨損情況,并提出了現場修復方案,通過使用高分子復合材料現場修復技術有效的解決了這一問題。進而證明了使用高分子復合材料技術可以有效的現場解決軋機牌坊磨損問題。
【關鍵詞】:寬厚板、現場修復、軋機牌坊磨損、軋機牌坊
一、設備介紹
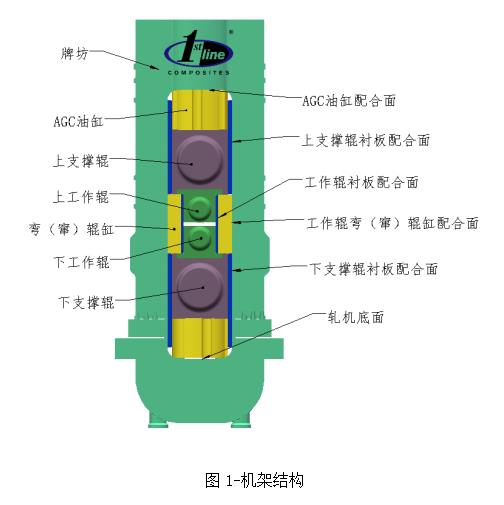
新軋機牌坊的窗口公差常在一定的公差范圍內在(見圖1),來為軋輥軸承座建立穩定而準確的位置。經過多年使用軋機機架的狀態和各個主要配合面都會由于各種因素的影響而出現惡化。
二、設備問題分析
眾所周知在板帶軋制中,熱軋機械設備的工況十分惡劣,特別是軋機在工作過程中,軋制冷卻水遇到紅灼的鋼坯迅速霧化,夾帶著從鋼坯表面脫落的氧化鐵粉末向四周噴射。軋輥通過軸承座對牌坊形成較大沖擊,使軋機機架牌坊內側窗口面、機架牌坊底面等均出現不同程度的腐蝕磨損,使軋機機架尺寸難以有效控制,時常出現軋機機架與軋輥軸承座間隙超過管理極限值現象,軋機牌坊間隙增大惡化了軋機主傳動系統的工作條件,使主傳動震動沖擊大,鋼錠咬入時容易發生打滑,影響到板型的控制,對產品質量造成很大影響。總結來說軋機牌坊配合面出現磨損、腐蝕情況的主要原因有以下三點:
(1)冷卻水腐蝕,根本原因是金屬與金屬之間的配合面無法做到100%配合,使其配合面之間產生微觀間隙,造成冷卻水的滲入腐蝕;
(2)襯板緊固螺栓松動,造成軋制過程中,襯板與牌坊之間產生拍擊,造成金屬疲勞磨損;
(3)金屬疲勞磨損
三、軋機牌坊修復工藝
針對軋機牌坊磨損問題傳統方法主要有以下幾種
1.機械加工去除法。即在線通過機加工方法清除牌坊表面受損層加工平整,加工出配合面,然后通過加墊片的方式來達到要求精度標高尺寸。
2.需要補焊后在現場機加工,加工出配合面及標高尺寸。
3.激光熔覆。與傳統堆焊、噴涂、電鍍相比激光熔覆技術具有一定的優勢,但是往往因為造價高,工期長等原因無法在短時間內完成修復。
以上所述幾種傳統修復工藝是現如今鋼鐵企業常用的幾種修復工藝,其中上述幾種修復工藝所需的維修勞務費用、設備運輸和機加工費用等綜合費用較現場修復高,同時受現場空間的局限較大,但修復精度相對較高。
高分子復合材料現場修復工藝
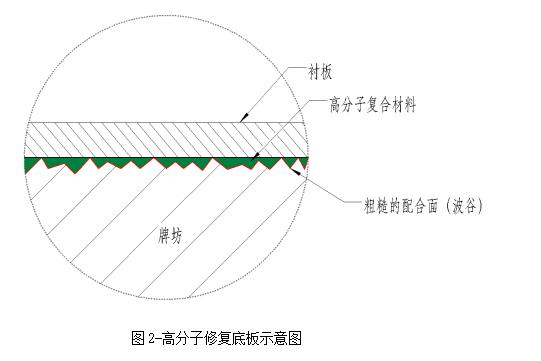
使用高分子復合材料進行修復其原理是在不機加工的前提下,采用高分子復合材料修復技術在現場進行修復。修復用的高分子復合材料固化后形成的化學鍵連接作用力使其與修復的金屬部件形成優異的抗壓強度及粘著力,滿足軋機牌坊及油缸在運行中承受各種復合力的要求,另外高分子復合材料良好的化學性能可以使修復完成后的配合面能有效的避免冷水水的侵蝕,進而避免軋機牌坊腐蝕問題。
四、現場修復過程
1.修復工藝
1、首先在襯板上焊接定位螺桿,焊接完成后裝配定位頂絲;
2、松開襯板螺栓,擰緊頂絲,測量牌坊開襠尺寸,邊測量邊調整,直至尺寸合適;
3、調整完成后,緊固頂絲備帽;
4、測量拆卸襯板之前的標高,并記錄數據;
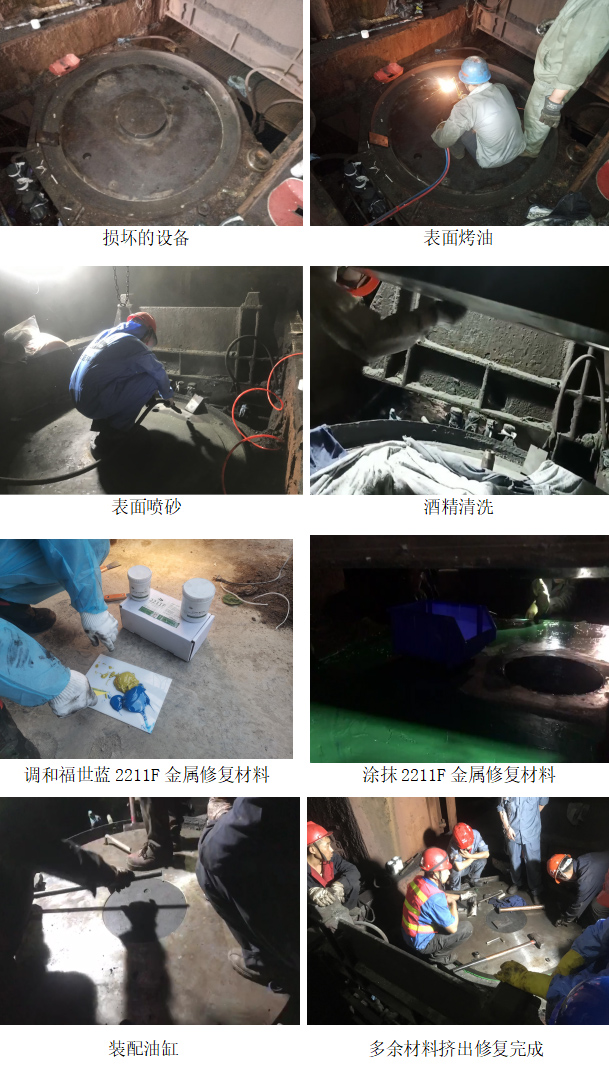
5、將待修復的表面進行烤油處理,確保表面無油漬;
6、將待修復底板表面進行噴砂處理;
7、襯板接觸面用無水乙醇擦拭干凈,確保表面清潔干燥;
8、根據之前測量的標高,在底板上放置合適的銅皮;
9、調和福世藍2211F高分子材料,并涂抹在修復的底板上;
10、襯板接觸面涂抹803脫模劑,晾干備用;
11、安裝襯板,先將螺栓輕微緊固到位;
12、測量標高,邊測量邊緊固,確保安裝誤差在設計公差之內;
13、修復完成,待福世藍2211F高分子復合材料固化,加熱固化3小時即可。
2、修復照片
五、結語
采用上述方法修復的軋機底板配合面的磨損、腐蝕問題,較傳動修復工藝具有操作簡單、成本低,易于實施等特點,經過實踐檢驗,修復后的軋機牌坊能達到一個很長的使用壽命。通過后期的應用效果跟蹤與傳統工藝相比較后得出高分子復合材料可以很好的應用在軋機牌坊磨損、腐蝕問題上,以延長軋機的使用壽命,縮短停機時間。
發布評論請先 登錄
相關推薦

軋機牌坊磨損修復,你知道哪種修復工藝性價比最高嗎?

精軋機彎輥缸傳動側襯板安裝面磨損,短時間內快速高效修復

修復軋機牌坊、底板磨損,真的這么快?修復后表面100%面配合,延長設備使用壽命

中車軋機中壓主傳動系統在寬厚板領域實現“零”的突破
鋼鐵企業4300軋機牌坊磨損,24小時快速在線修復完成

精軋機AGC油缸與牌坊配合面出現磨損?為你詳細解析如何快速修復






 工商網監
工商網監
評論