 運動控制器之追剪應用Demo
運動控制器之追剪應用Demo
一 、編程框架簡介
編程框架為追剪應用通用框架,各部分功能已編寫完備,用戶在此框架基礎上只需修改相關的加工參數值即可,連接了觸摸屏,可在觸摸屏界面修改,使用簡單便捷。
軟件框架的包含兩類文件,正運動編程軟件ZDevelop編寫的basic和HMI混合程序文件,威綸通編程軟件EasyBuilder Pro編寫的觸摸屏文件。

本系統有兩種模式:硬件平臺運行和軟件平臺仿真,在觸摸屏上可自定義切換。
在沒有控制器或驅動器等控制系統的場合,可在仿真平臺運行,方便用戶快速上手。
觸摸屏提供兩種可選:威綸通觸摸屏,ZHD觸摸屏,無實物屏也可在這兩種平臺下仿真運行。
二 、追剪指令
追剪運動需要兩個軸,主軸為軸6,一般是編碼器軸,用于傳送工件,使用VMOVE指令控制主軸勻速運行,從軸為軸0,在追剪運動中,從軸跟隨主軸,從軸使用MOVESLINK自動凸輪指令控制變速運動。
MOVESLINK -- 自動凸輪2
此指令用于自定義的凸輪運動,該運動自動規劃中間曲線,不用計算凸輪表。
被連接軸為參考軸,連接軸為跟隨軸。
MOVESLINK (distance,link dist,start sp,end sp,link axis[,link options][,ink pos][,link offpos])
[, link options] [, link pos] 可選參數不填時,逗號不能省掉,控制器根據參數的位置來判斷是什么參數。
distance:從連接開始到結束,跟隨軸移動的距離,此參數可正可負,為正數正方向跟隨,為負數負方向跟隨,采用units單位
link dist:參考軸在連接的整個過程中移動的絕對距離,采用units單位
start sp:啟動時跟隨軸和參考軸的速度比例,units/units單位,負數表示跟隨軸負向運動
end sp:結束時跟隨軸和參考軸的速度比例,units/units單位, 負數表示跟隨軸負向運動 注:當start sp = end sp = distance/link dist時,勻速運動
link axis:參考軸的軸號
link options:連接模式選項,不同的二進制位代表不同的意義
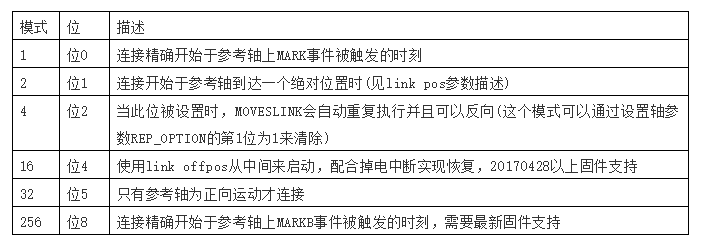
link pos:當link options參數設置為2時,該參數表示參考軸在該絕對位置值時,連接開始
link offpos:當link_options參數bit4置為1時,該參數表示主軸已經運行完的相對位置。20170428以上固件支持。
在加速和減速階段為了與速度匹配,下一條MOVESLINK的start sp必須與當前MOVESLINK的end sp相同。
請確保指令傳遞的距離參數*units是整數個脈沖,否則出現浮點數會導致運動有細微誤差。
例子:追剪加工過程中,參考軸(主軸軸1 )為型材,工作臺(從軸軸0 )為跟隨軸,一個加工周期,工作臺先運動距離1,再反方向運動1,回到原處,整個過程型材運動距離4。
RAPIDSTOP(2)
WAIT IDLE(0)
WAIT IDLE(1)
BASE(0,1)
UNITS=10000,10000
ATYPE=1,1
DPOS=0,0
SPEED=1,1 '型材運行速度1m/s,60m/min
ACCEL=2,2
DECEL=2,2
VMOVE(1) AXIS(1) '型材持續運動
TRIGGER '自動觸發示波器
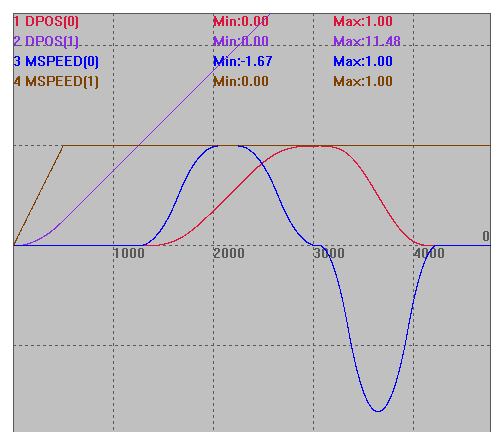
MOVESLINK(0,1,0,0,1) AXIS(0) '型材運動1單位前,工作臺靜止
MOVESLINK(0.4,0.8,0,1,1) AXIS(0) '工作臺加速階段,工作臺運動0.4,型材運動0.8,加速時,跟隨軸的速度為0,故跟隨軸和參考軸的速度比例為0,加速完成,跟隨軸和參考軸的速度相等,比例為1
MOVESLINK(0.2,0.2,1,1,1) AXIS(0) '速度跟隨階段,速度一致,保持同步運動0.2
MOVESLINK(0.4,0.8,1,0,1) AXIS(0) '工作臺減速階段,工作臺運動0.4,型材運動0.8,減速時,跟隨軸和參考軸的速度相等,比例為1,減速完成,跟隨軸的速度為0,故跟隨軸和參考軸的速度比例為0
MOVESLINK(-1,1.2,0,0,1) AXIS(0) '工作臺回到起始點,工作臺運動-1,型材運動1.2
END
主軸軸1 和從軸軸0的速度和位置曲線:
三 、程序結構
控制器主體程序用Basic語言編寫,HMI程序為ZHD觸摸屏程序。
(一)視圖窗口
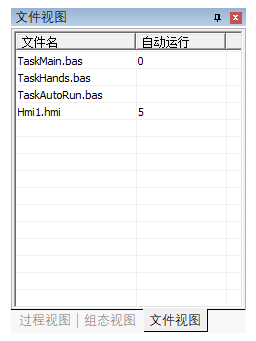
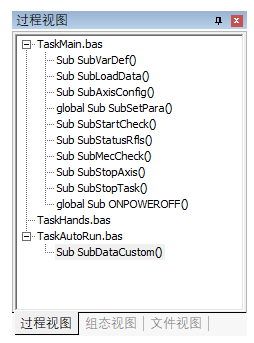
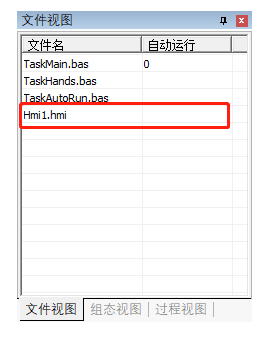
1.文件視圖:包含四個文件,兩個自動運行任務,其他任務由指令開啟。
2.過程視圖:每個文件下包含的SUB子函數,其中GLOBAL為全局子函數,可被HMI的元件調用。
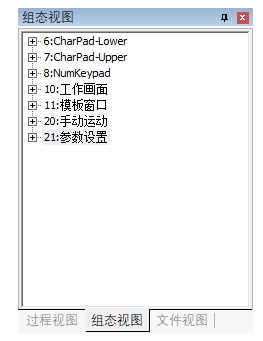
3.組態視圖:組態窗口和各個組態窗口下的元件
(二)任務分配
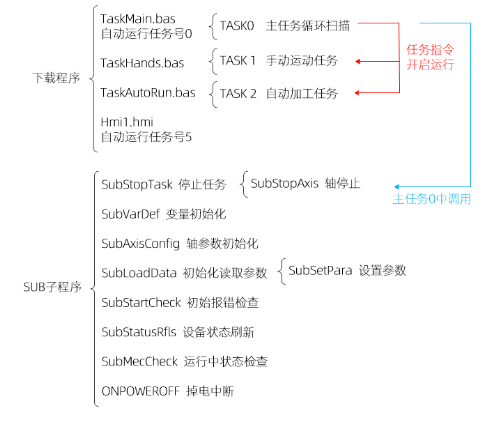
項目下一共包含4個任務,三個Basic任務,一個HMI任務。
Task0:主任務
由自動運行任務號0開啟,上電自動運行文件“TaskMain.bas”,進行參數定義,軸參數初始化,主程序循環掃描等。
Task1:手動任務
由主任務0的主循環開啟,以任務1運行“TaskHands.bas”手動文件任務。
此文件包含一個while語句,初始自動開啟,后續循環檢測手動運動的觸發條件是否滿足并執行手動運動。
包括功能有JOG手動、MOVE寸動和寸動距離設置、軸回零、用戶參數和機械參數存儲到FLASH塊。
Task2:自動任務
由主任務0的主循環開啟,以任務2運行“TaskAutoRun.bas”自動加工文件任務。
此文件循環執行追剪加工,追剪參數可采用初始化過程中設定的參數,用戶也可以在觸摸屏界面上自定義輸入追剪參數,每加工一次,產量自動加1,并顯示在觸摸屏上。
自動加工任務2執行之前會停止除主任務外的所有basic任務,并快速停止所有軸,然后執行加工程序。
如果在開啟自動運行任務2的時候,按下了“停止”按鈕,則結束任務2,并切換到手動任務1。
Task5:功能預留
由自動運行任務號5開啟,上電自動運行文件“Hmi1.hmi”,此任務是ZHD觸摸屏程序,可下載到控制器后連接到ZHD觸摸屏上控制,或連接到xplc screen觸摸屏仿真平臺。
若使用威綸通組態程序,則此文件不運行,去掉自動運行任務號或刪除此hmi文件。
框架的任務與子程序的調用關系:
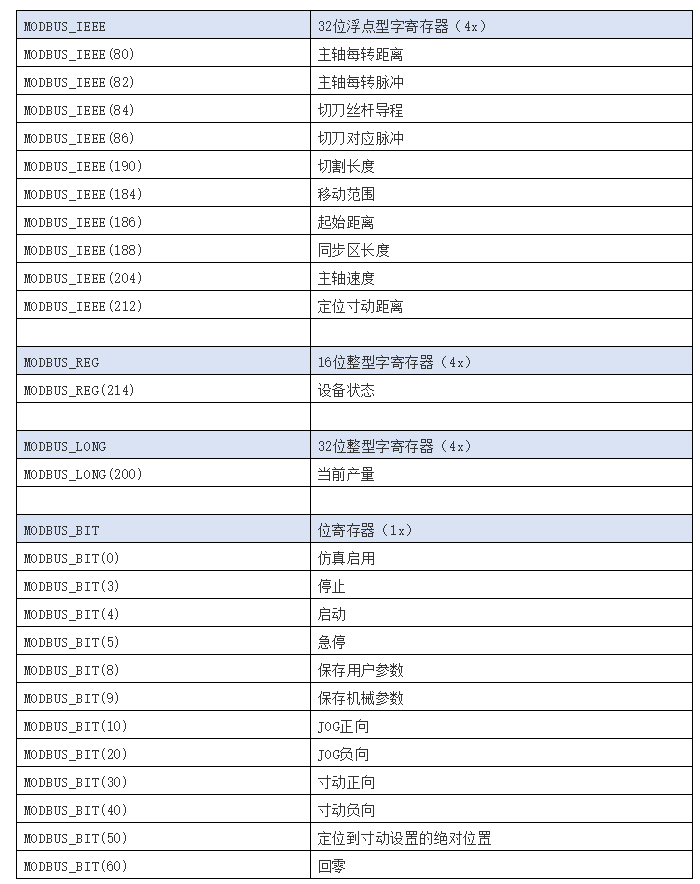
四 寄存器使用
主要使用的是MODBUS寄存器,MODBUS_IEEE用于數據的保存和傳遞,觸摸屏元件調用MODBUS_IEEE地址顯示寄存器的值,MODBUS_BIT用于功能控制,配合觸摸屏的功能鍵或位元件使用。
VR寄存器,配合掉電中斷保存數據,上電時,再從VR中讀取。
VR_INT(30):保存產量。
VR(35):保存從軸(追剪軸軸0)的目標位置DPOS(0)。
FLASH塊,用于保存機械參數與用戶參數。
FLASH塊0:存儲機械參數
FLASH塊1:存儲用戶參數
五 程序運行說明
(一)控制器平臺
控制器連接觸摸屏使用的一般流程:
控制器端的程序使用ZDevelop軟件編寫完成下載到控制器內。
觸摸屏端的程序使用對應的編程軟件編寫完成后下載到觸摸屏保存。
程序下載完成之后,選擇串口或網口連接觸摸屏與控制器脫機運行。
1. 接線:將控制器、驅動器、觸摸屏等按要求接好線。
2.下載控制器程序:在ZDevelop軟件中打開zpj項目程序,先連接到控制器,將程序下載到控制器。
3.下載觸摸屏程序:
若使用ZHD觸摸屏,直接將上面的zpj下的basic與hmi文件下到控制器,再使用ZHD400X觸摸屏連到控制器網口上,操作連接成功后就能使用,不需要單獨下載程序到觸摸屏。詳細使用方法參見正運動小助手文章“正運動控制器ZHMI組態編程簡介一”。
若使用威綸通觸摸屏,刪掉hmi文件,將basic文件下載到控制器,然后再將框架文件內的威綸通觸摸屏程序下載到威綸通觸摸屏內,操作觸摸屏連接到控制器。詳細使用方法參見正運動小助手文章“如何進行運動控制器與觸摸屏通訊”。
4.按要求連接觸摸屏與控制器,操作觸摸屏界面,進行數據交互。
(二)觸摸屏仿真操作
其他廠家觸摸屏與正運動控制器的數據交互主要通過傳遞MODBUS寄存器數據來實現。觸摸屏按鈕調用MODBUS寄存器或獲取MODBUS寄存器的值顯示,按鈕按下能給控制器發送寄存器內的數據,從而實現人機交互過程。
如果沒有觸摸屏,觸摸屏程序可仿真,通過PC端來顯示觸摸界面,與實物操作方法一致。
無實物操作流程:
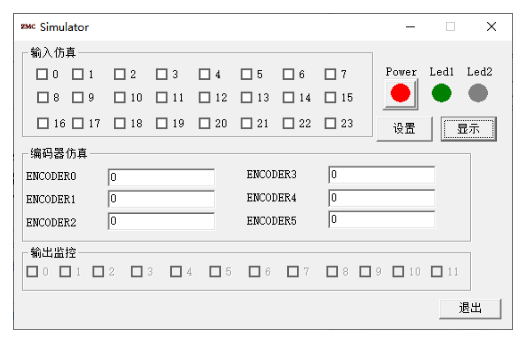
在ZDevelop軟件上打開zpj文件,先連接到仿真器ZMC Simulator,將程序下載到仿真器,在仿真器內打開xplc sreen顯示觸摸屏界面。
若使用威綸通觸摸屏程序,先在ZDevelop軟件上打開zpj文件,先連接到仿真器ZMC Simulator,將程序下載到仿真器。使用威綸通軟件打開文件夾的程序,操作軟件連接到ZMC Simulator,在選擇”在線模擬“即可顯示觸摸屏界面。
1.Xplc screen仿真
使用ZDevelop軟件的HMI編程方式編寫的組態程序可以在Xplc screen上仿真。
將程序下載到控制器或仿真器之后,在ZDevelop軟件根目錄打開screen文件夾的xplcterm應用程序,或通過ZDevelop軟件菜單欄快捷按鈕打開如下窗口,選擇控制器IP后連接,即可顯示組態界面。
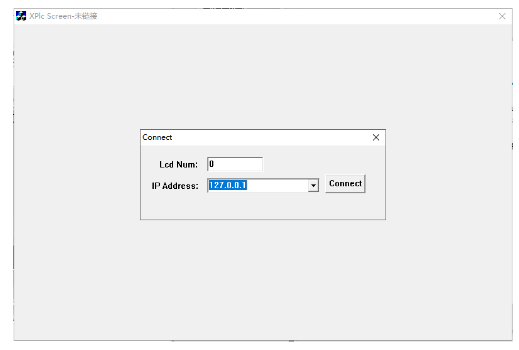
連接到仿真器時,點擊“顯示”能直接打開xplc screen并顯示組態界面。
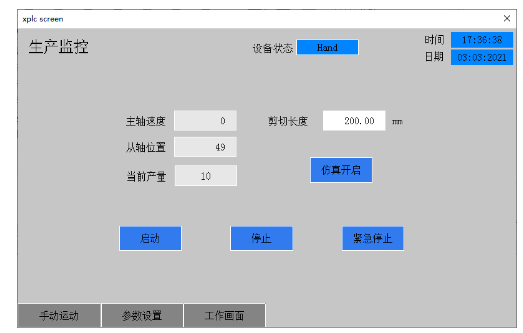
工作畫面(主界面)
主軸速度:獲取主軸軸6的運動速度并顯示。
從軸位置:獲取從軸軸0的編碼器反饋位置MPOS。
當前產量:產量從0開始計數,追剪一次,產量加1,掉電自動保存產量,上電讀取,設置MODBUS_LONG(200)修改產量。
剪切長度:為型材上工件的剪切長度,也就是說一個追剪周期,工件的運動距離是200mm,追剪軸在200mm內要完成剪切并回到初始位置。
仿真開啟:默認仿真關閉,可下載到控制器運行;按下后仿真開啟,方便在仿真平臺上運行。
啟動:按下啟動追剪加工任務,并循環加工
停止:按下停止追剪任務,此時可進行手動控制。
緊急停止:快速停止追剪任務和手動任務,并停止所有軸的運動。
設備狀態:調用狀態標志位,不同的值顯示不同的文本,gStatus=0 緊急停止,gStatus=1 Hand,gStatus=2 Auto,gStatus=3 Pause。
手動運動:打開手動運動窗口
參數設置:打開參數設置窗口
工作畫面:打開當前界面(如下圖主界面)
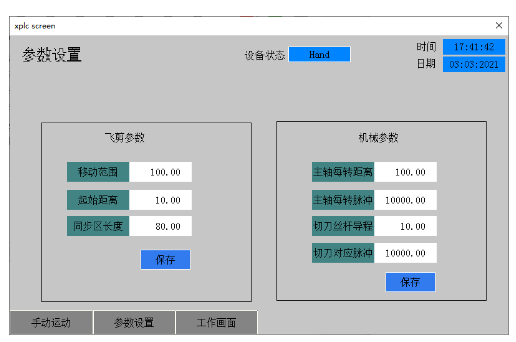
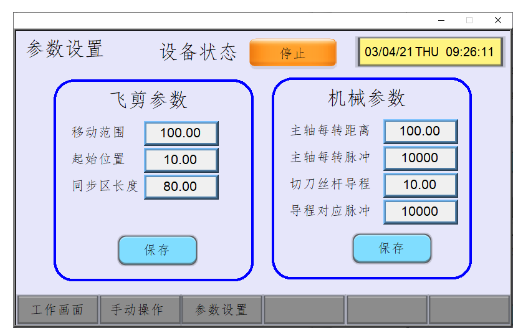
參數設置
飛剪參數和機械參數設有初始值,用戶可在此界面自定義輸入數據。
移動范圍:追剪軸的運動距離
起始距離:追剪軸跟隨主軸加速階段的運動距離,加速階段完成,追剪軸速度與主軸速度一致,即為同步。
同步區長度:兩軸同步時的運動距離。
主軸每轉距離:主軸轉一圈的移動的距離。
主軸每轉脈沖數:主軸轉一圈所需脈沖數。
切刀絲桿導程:從軸追剪軸轉一圈,絲桿移動的距離。
切刀對應脈沖:從軸追剪軸轉一圈所需脈沖數。
以上自定義參數設置完成,按下“保存”按鈕,將數據變更存儲到FLASH塊。
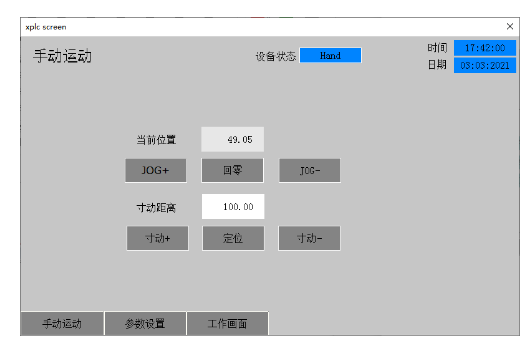
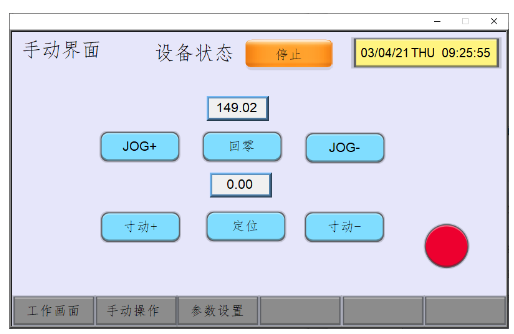
手動運動
當前位置:實時獲取追剪軸的MPOS顯示。
JOG:持續按下時控制追剪軸運動,松開按鈕停止,可選運動方向。
回零:控制軸回零,接入硬件設備時,需在程序中映射原點開關等。
寸動距離:設置寸動時移動的相對距離。
寸動:每按下一次,便運動寸動距離設置的距離,可選運動方法。
定位:按下該按鈕運動到寸動距離設置的絕對坐標位置。
2.Easybuilder Pro仿真
使用最新版Easybuilder Pro軟件,打開框架文件夾內的觸摸屏文件,將觸摸屏程序按要求下載到觸摸屏,再連接到控制器,或者連接控制器后在威綸通平臺在線模擬,操作界面與HMI程序相同,均可顯示如下三個窗口。
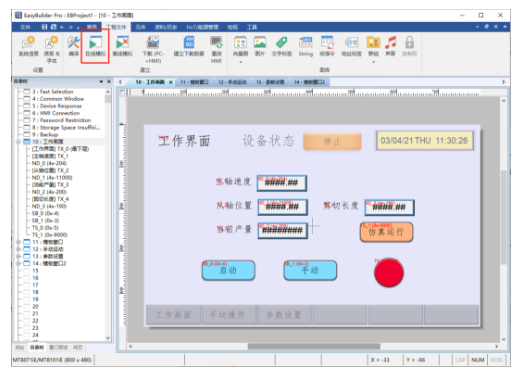

使用威綸通觸摸屏或仿真時,不運行HMI文件,可以刪掉。
六 追剪運動波形
示波器采樣追剪運行效果如下圖。
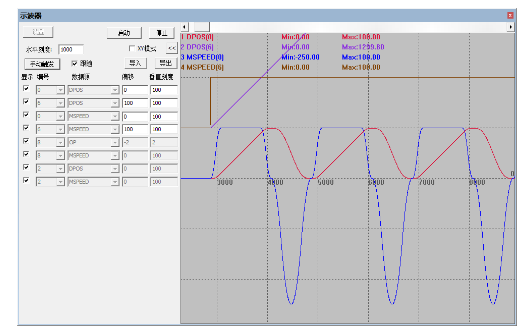
主軸軸6采用VMOVE持續運行,從軸軸0跟隨主軸。
第一段加速運動從軸運動距離10,主軸運動20。
第二段同步運動從軸運動距離80,主軸運動80。
第三段減速運動從軸運動距離10,主軸運動20。
第四段回復運動從軸運動距離-100,主軸運動80。
一個追剪周期,從軸運動的絕對距離10+80+10-100=0,主軸運動的絕對距離:20+80+20+80=200。
《運動控制器之追剪應用Demo》就講到這里。更多學習視頻及圖文詳解請關注我們的公眾號“正運動小助手”。代碼請聯系正運動技術銷售。
本文由正運動技術原創,歡迎大家轉載,共同學習,一起提高中國智能制造水平。文章版權歸正運動技術所有,如有轉載請注明文章來源。
-
運動控制器
+關注
關注
2文章
401瀏覽量
24705 -
運動控制
+關注
關注
4文章
579瀏覽量
32857 -
追剪機
+關注
關注
0文章
3瀏覽量
7203 -
正運動技術
+關注
關注
0文章
100瀏覽量
388
發布評論請先 登錄
相關推薦





什么是網絡運動控制器?運動控制器控制伺服電機的方式有哪些?






 工商網監
工商網監
評論