 工業防腐新格局:造紙企業設備防腐處理系列技術
工業防腐新格局:造紙企業設備防腐處理系列技術
一、金屬腐蝕簡介
金屬材料受周圍介質的作用而損壞,稱為金屬腐蝕。金屬的銹蝕是最常見的腐蝕形態。腐蝕時,在金屬的界面上發生了化學或電化學多相反應,使金屬轉入氧化(離子)狀態。
金屬腐蝕的本質是金屬原子失去電子變為離子,金屬發生氧化反應,金屬在腐蝕過程中所發生的化學變化,從根本上來說就是金屬單質被氧化形成化合物。
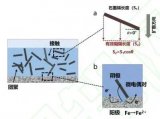
金屬腐蝕的途徑一般通過兩種途徑進行:化學腐蝕和電化學腐蝕。化學腐蝕:金屬表面與周圍介質直接發生化學反應而引起的腐蝕。電化學腐蝕:金屬材料(合金或不純的金屬)與電解質溶液接觸 , 通過電極反應產生的腐蝕。
生物腐蝕也是金屬腐蝕的一種途徑。

二、金屬腐蝕的危害
金屬腐蝕會顯著降低金屬材料的強度、塑性、韌性等力學性能,破壞金屬構件的幾何形狀,增加零件間的磨損,惡化電學和光學等物理性能,縮短設備的使用壽命,甚至造成火災、爆炸等災難性事故。
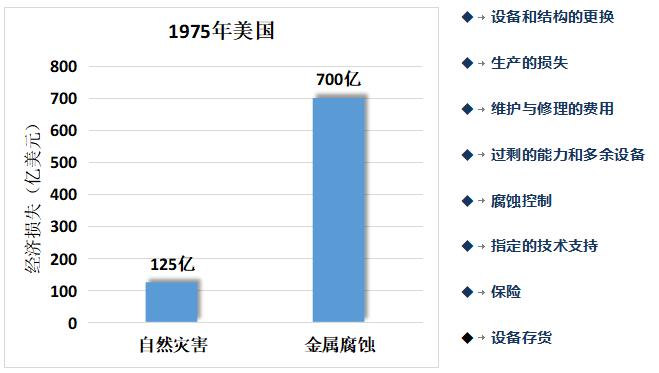
據統計,全世界每年因金屬腐蝕造成的直接經濟損失約7000億 -10000億美元。其中,英國近年來因腐蝕造成的損失平均達100億英鎊,占GDP的3.5%;德國的損失約為450億德國馬克,占GDP的3.0%; 美國年腐蝕損失達3000多億美元,占GDP的4.2%。中國在2014年的腐蝕損失約20000億元,而同年中國自然災害經濟損失為3378.8 億元,由此測算出腐蝕所造成的損失為臺風、地震、干旱、洪水等各種自然災害的4—6倍。
每年由于金屬腐蝕造成的鋼鐵損失約占當年鋼產量的10~20%。金屬腐蝕事故引起的停產、停電等間接損失就更無法計算。
三、造紙企業常見腐蝕
在造紙生產過程中,設備經常與酸、堿、鹽、腐蝕性氣體等腐蝕性介質或具有腐蝕作用的微生物接觸,設備因此受到腐蝕作用的破壞,給生產帶來很多不利影響,如原料消耗增加、生產環境惡化等,嚴重時可導致設備在達到預期使用壽命之前就無法使用,不得不提前更換,這些都會大大增加造紙工業的成本,嚴重影響企業的經濟效益。
常見腐蝕設備:連續蒸煮器、熱磨機械漿系統、間歇式蒸煮器、二氧化氯發生器、塔爾油回收系統、蒸汽冷凝系統、碳鋼材質管道及管廊架、車間金屬框架(柱、梁、屋基)、行車、紙機、烘缸、輥軸、蒸球、削片機、木片運輸系統、溢流設備、鍋爐煙氣除塵器及洗漿機等都存在腐蝕。
四、金屬腐蝕的控制方法
1.合理選用耐腐蝕材料;
2.添加緩蝕劑
3.陰、陽極保護
4.合理的防腐設計
5.介質處理
6.表面覆蓋層
鑒于目前各個企業設備運行的實際情況,本文重點介紹第六種處理方案——表面覆蓋層。
五、福世藍相關防腐技術簡介
施工工藝流程:
施工準備 → 基面清理 → 隱蔽工程驗收 → 防腐蝕處理 → 施工驗收
傳統工藝在基面清理方面采用的是人工打磨或噴砂處理,由于以上兩種方式存在粉塵污染和摩擦火星,很多企業難以滿足使用要求。而福世藍免除銹水基涂層技術,可以采用高壓水進行基面處理,避免了以上兩個缺點對企業正常生產的影響,而且不需要設備表面干燥后施工,帶水的情況下同樣可以施工涂覆。
1、福世藍免除銹水基涂層——MC790
MC790是一種單組分、水性、丙烯酸共聚物底漆產品,它能夠與帶銹的鋼表面、清潔的鋼表面和涂漆的鋼表面發生反應和交聯作用,以達到極好的防腐性能。本產品無危害、環保、不易燃,可以作為底漆用于潮濕或干燥表面。技術產品具有以下優點:
● 無需噴砂
● 涂覆操作簡便,快速干燥
● 對工作人員和環境安全,不含VOC
● 可以用于帶銹的、 鍍鋅的、涂漆/未涂漆的鋼、鋁和混凝土表面
2、可噴涂福世藍高分子防腐材料——418S
418S是一種無溶劑高性能3.6酚醛環氧和優異防腐性能的固化劑形成的高交聯度復合涂層。主要用于修復各種化學罐、管道、污水池等。修復和保護各種腐蝕、氣蝕的泵體、風機殼體和葉輪修復水電站的閥門、水輪機葉輪。產品特性如下:
● 操作時間長,流平性好,表面光澤度高,適合大面積防腐保護
● 耐水性和耐磨性好,能有效提高泵效和抵抗磨損腐蝕
● 耐腐蝕性能好,隔絕雙金屬腐蝕,能耐受98%硫酸、37%鹽酸
六、福世藍系列技術防腐流程
1.施工準備
(1)現場安全防護措施完善,又防火和通風措施;
(2)露天作業要選擇適當的天氣,大風、遇雨、嚴寒天氣均不應作業。
2.基面清理
(1)表面除油:檢查表面情況,按照 SSPC-SP-WJ4 標準清除表面油污和油脂。如果表面有油污或油脂,使用無磷清洗劑溶解、乳化和分散污垢、油脂、霉菌和其他任何類型的污染物。使用溶劑去除油污和油脂,在施涂福世藍免除銹水基底漆之前,先按照SSPC-SP-1標準去除殘留溶劑,然后按照 SSPC-SP-WJ4 標準,用低壓水沖洗殘留溶劑;
(2)高壓水處理:按照SSPC-SP-3標準,用3000-3500psi高壓水沖洗處理,以去除表面松動的腐蝕物,無松動物的帶銹表面可以涂覆底漆涂層;

3、防腐處理
(1)MC790底涂攪拌:福世藍免除銹水基底漆具有觸變性,在存儲過程中會發生沉降和變稠。涂料攪拌需要使用攪拌盤,攪拌盤的直徑約為包裝桶直徑的 1/3。把攪拌盤深入到涂料容器內、距離容器底部約 1-2 英寸的位置。以一定的速率攪拌涂料約 5-10 分鐘,呈旋渦狀攪拌,避免將空氣帶入到涂料中。當把攪拌盤從涂料容器中拿出時,涂料像油品一樣從攪拌盤上順暢流下而非間斷滴落,證明涂料已經攪拌妥當。由于涂料在存儲過程中會變稠,因此在攪拌過程中,確認容器的側壁或底部沒有涂料。在使用前每天需重新攪拌混合;
(2)MC790底涂噴(刷、輥)涂:
無氣噴涂:噴嘴 0.017‘’-0.21‘’(噴槍和噴嘴必須是不銹鋼材質),噴涂壓力 1800-2200psi;
刷涂:天然鬃毛刷
輥涂:3/8‘’無縫細毛輥
技術優勢:區別于傳統防腐材料的施工要求,MC790技術最大優勢是設備可以帶水進行施涂,不必對待防腐表面進行干燥處理。
建議噴(刷、輥)涂兩遍,在后續面涂施涂之前,前面施涂的涂層必須徹底干燥,這一點是非常重要的。濕度越大,干燥時間會延長 25-50%。 當在密閉環境中涂覆操作時,必須有適當的通風確保涂層干燥。
(3)418S面涂第一遍噴涂:按照體積比4:1比例配制,保證色澤一致、粘度及稠度不流墜;
(4)418S面涂第二遍噴涂:噴涂前先清除設備表面的雜物,對磕碰的地方應先補底涂,再補面涂,配制和噴涂要求同第一遍面涂;
4、施工驗收
(1)所用材料必須符合設計要求和有關標準的規定;
(2)噴涂前表面除銹必須符合設計要求規定,處理后的設備表面應無灰塵、油污和毛刺等;
(3)不得誤涂和漏涂,涂層須無脫皮和返銹;
(4)涂裝均勻,色澤一致,無皺皮、流墜和氣泡,附著良好,分色線清楚、整齊。
七、除漆劑
如果設備表面還存有之前的油漆涂料且不好清除,建議采用福世藍MC426除漆劑,應用于高壓水表面處理之前。
產品優勢:
●不含 n-甲基吡咯烷酮
●不含二氯甲烷(市面上現有除漆劑均含有此成分)
●不含苛性堿
●不含酸
●無有害煙氣或蒸汽
●不致癌
●不可燃
●一次使用便可去除多層油漆
●1 小時可見效
●不受 EPA(美國環保署)特殊處理和國際運輸條例限制
-
設備
+關注
關注
2文章
4525瀏覽量
70725
發布評論請先 登錄
相關推薦
定向石墨烯復合防腐涂層的研究進展
FMR52-AAACCABPCHK+LA防腐型脈沖雷達液位計的抑制是什么
DM-RD002B防腐雷達物位計工作模式有哪幾種
說說防腐之于工業級連接器的意義?解析LP系列連接器防腐性能


7ML5033-2BA10-1A防腐式雷達液位計怎么區分好壞
工業級連接器如何練就高防腐能力?YM系列連接器防腐性能解析
如何阻止氨水溶液換熱器管板腐蝕?新型防腐技術讓設備遠離腐蝕

工業設備聯網是什么?工業設備聯網的關鍵技術

法蘭及連接螺栓防腐涂層,讓設備及配件遠離腐蝕!

5芯M8接頭需做防腐耐銹工藝嗎

高防腐千兆級YM20系列RJ45連接器上市
M8_4芯插頭防腐蝕性怎么樣
防腐蝕為何這么重要?YM系列工業級連接器強防腐的奧妙在這里






 工商網監
工商網監
評論