 10多種激光器全面梳理
10多種激光器全面梳理
光纖激光器應用領域廣闊,細分種類可滿足特殊需求光纖激光器有多種分類方法,其中較為常見的是按工作方式分類、按波段范圍分類及按介質摻雜稀土元素分類。激光器通常也是根據這三個分類中的一至兩個來命名的,例如 IPG的 YLM-QCW 系列即翻譯為準連續摻鐿光纖激光器。光纖激光器應用領域廣泛,不同細分的激光器特質不同,適合的應用領域各異。例如中紅外波段對于人眼來說是安全的,且在水中能夠被很強的吸收,是理想的醫用激光光源;摻鉺光纖由于其合適的波長可以打開光纖通信窗口,在光纖通信領域應用較廣;綠光激光由于其可見性,在娛樂與投影等方面必不可少。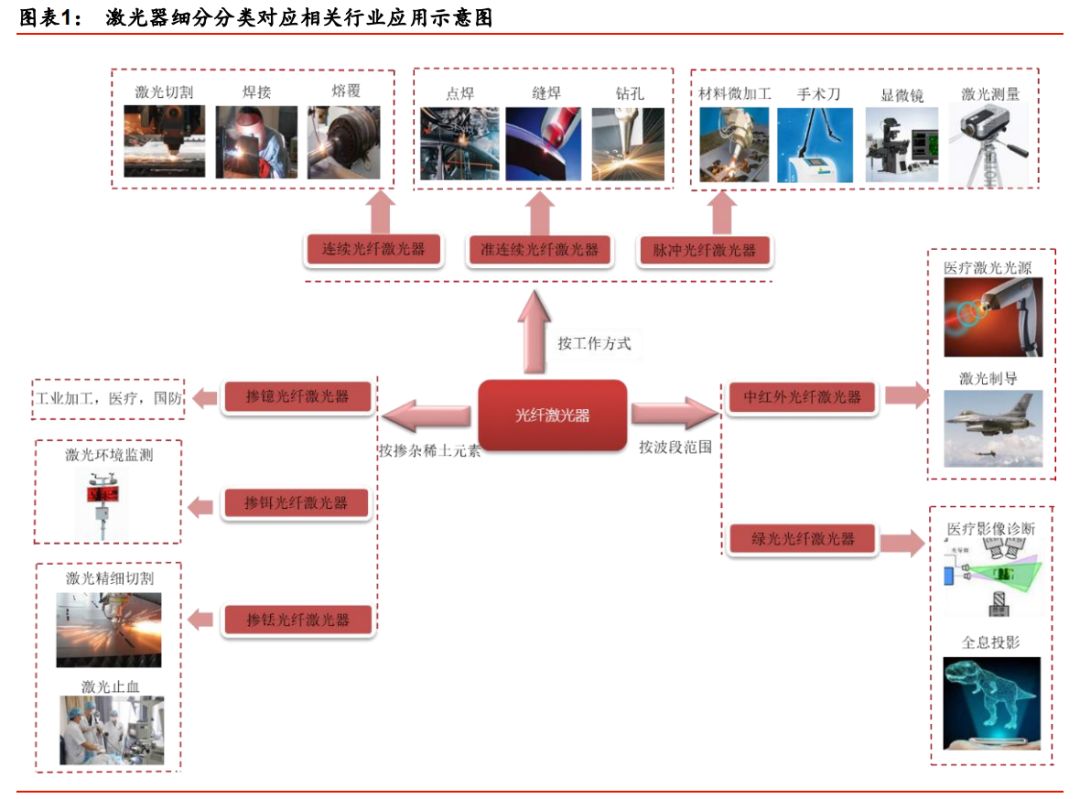 脈沖激光器峰值功率高,準連續激光器加工速度快光纖激光器按照工作方式可以分為鎖模光纖激光器、調Q光纖激光器、準連續光纖激光器及連續光纖激光器。實現脈沖光纖激光器的技術途徑主要有調Q技術、鎖模技術和種子源主振蕩功率放大(MOPA)技術。鎖模技術可以實現飛秒或皮秒量級的脈沖輸出,且脈沖的峰值功率較高,一般在百萬瓦量級,但是其輸出的脈沖平均功率較低;調Q光纖激光器可以獲得脈寬為納秒量級、峰值功率為千瓦量級、脈沖能量為百萬焦量級的脈沖激光。準連續激光器的脈沖寬度為微秒級,而連續激光由泵浦源持續提供能量,長時間地產生激光輸出。
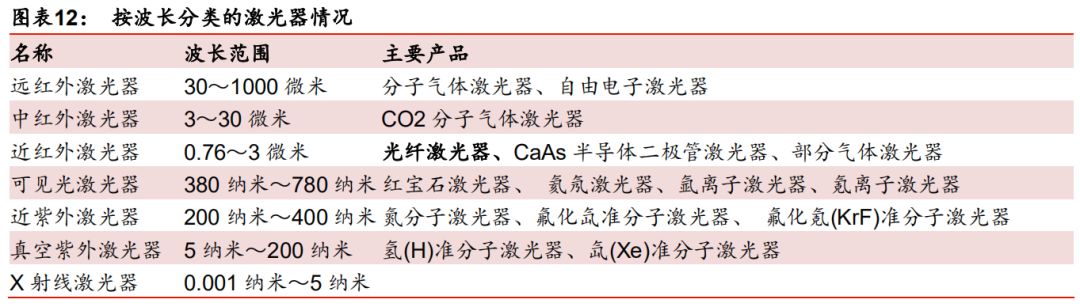
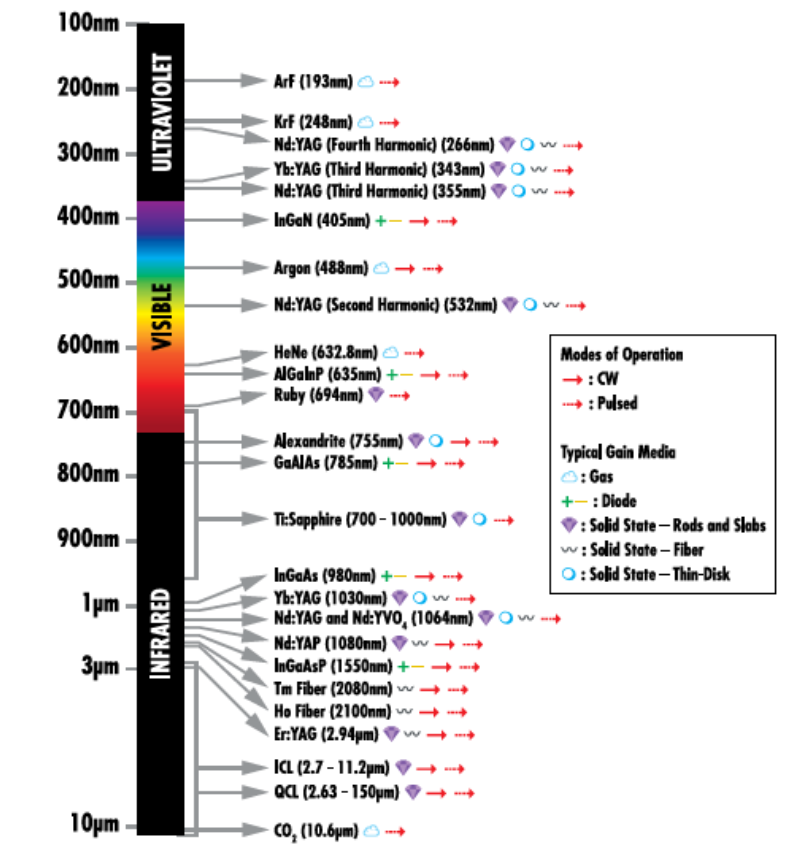
脈沖激光器峰值功率高,準連續激光器加工速度快光纖激光器按照工作方式可以分為鎖模光纖激光器、調Q光纖激光器、準連續光纖激光器及連續光纖激光器。實現脈沖光纖激光器的技術途徑主要有調Q技術、鎖模技術和種子源主振蕩功率放大(MOPA)技術。鎖模技術可以實現飛秒或皮秒量級的脈沖輸出,且脈沖的峰值功率較高,一般在百萬瓦量級,但是其輸出的脈沖平均功率較低;調Q光纖激光器可以獲得脈寬為納秒量級、峰值功率為千瓦量級、脈沖能量為百萬焦量級的脈沖激光。準連續激光器的脈沖寬度為微秒級,而連續激光由泵浦源持續提供能量,長時間地產生激光輸出。 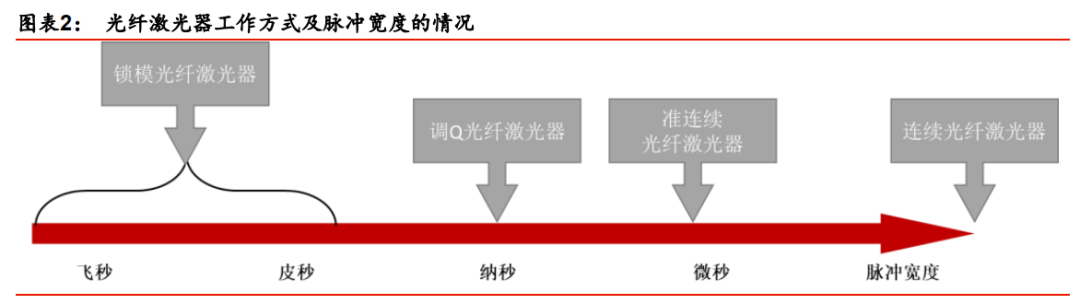 連續光纖激光器是高功率激光器的主要產品連續激光器的激光輸出是連續的,廣泛運用于激光切割、焊接和熔覆領域。激光泵浦源持續提供能量,長時間地產生激光輸出,從而得到連續激光。連續激光器中各能級的粒子數及腔內輻射場均具有穩定分布。其工作特點是工作物質的激勵和相應的激光輸出,可以在一段較長的時間范圍內以連續方式持續進行,以連續光源激勵的光纖激光器即為連續光纖激光器。相比其他類型激光器,連續光纖激光器能達到相對較高的功率,IPG已經生產出單模2萬瓦的連續光纖激光器,較常用于激光切割、焊接和熔覆領域。準連續光纖激光器可雙模式運轉,顯著提升加工速度準連續激光器可以同時在連續和高峰值功率脈沖模式下工作。據 IPG 官網,傳統的連續(CW)激光的峰值和平均功率在 CW 和 CW/調制模式中總是相同的,而準連續激光器在脈沖模式下的峰值功率要比平均功率高出10倍。因此,這樣能夠在從幾十赫茲到幾千赫茲的重復頻率下產生具有高能量的微秒和毫秒脈沖,并且可實現數千瓦的平均功率和峰值功率。準連續光纖激光器將提供更高的電光轉換效率,并顯著提高加工速度及生產效率。準連續光纖激光器與其它激光系統相比可提供十倍的光電轉換效率增量,在被動式冷卻方案下能夠實現大于30%的電光轉換效率。由于其較高的平均功率和脈沖重復頻率,其加工速度是大多數激光器的3-4倍。顯著降低的電力費用,沒有消耗品及零配件,低維護需求,沒有預熱時間要求,影響疊加將帶來成本優化。脈沖光纖激光器可壓縮能量,輸出高峰值功率脈沖光纖激光器又分為調Q光纖激光器和鎖模光纖激光器。 調Q技術就是要使激光能量壓縮在很短的時間間隔之內,形成高峰值功率和窄脈寬的激光輸出。調Q的原理是在激光器內加入一個損耗可調節器件,在大部分時間區域內,激光器的損耗很大,幾乎無光輸出,在某一個較短的時間內,減小器件的損耗,從而使激光器輸出一個強度較高的短脈沖。Q開關是調Q技術的核心器件,可以通過主動或者被動方式實現調Q光纖激光器。調Q脈沖光纖激光器具有高峰值功率、高單脈沖能量、光斑直徑大小可選等特點,廣泛應用于非金屬、具有高反特性的金、銀、銅、鋁及非高反材料不銹鋼等材料的打標、精密加工、圖文標記、深雕刻,薄片精密切割,鉆孔等領域。在打標應用方面,相比 CO2 激光器成本更低廉,性能更穩定。鎖模脈沖光纖激光器即通過主動鎖模或者被動鎖模方法來產生超短脈沖。受限于調制器的響應時間,主動鎖模產生的脈寬較寬一般為皮秒量級;被動鎖模利用的是被動鎖模器件,響應時間很短,可以產生飛秒量級的脈沖。鎖模的簡要原理是采取合適的措施,使諧振腔中相互獨立的縱模在相位上存在一定的關系,即使得相鄰縱模的位相差為一常數,則激光器將會輸出脈寬極窄、高峰值功率的脈沖。鎖模脈沖激光器具有出色的光束質量,超短脈寬和高脈沖能量等優點,適用于各種材料的微加工工藝,包括金屬,玻璃,陶瓷,硅和塑料。在醫療領域,鎖模激光器也被用于激光手術刀或眼科手術之中,也有使用例如光化學效應對于某些皮膚護理。由于具有短脈沖和高峰值功率的特點,鎖模激光器廣泛應用于各種方法的成像,顯微鏡和光譜學中,還應用于集成電子電路上的電光采樣測量及距離測量和頻率計量計時等領域。近紅外光是主流,綠光和遠紅外光各具特性光纖激光器直接輸出的激光多為波長在960nm-2.05μm之間的近紅外光。激光器大類按照波長由短到長的順序涵蓋了從X射線到遠紅外的各類激光器,波長從0.001納米到1000微米不等。其中光纖激光器直接輸出的激光主要在近紅外部分。但為了實現不同應用需要,光纖激光器通過倍頻可以輸出可見光,主要應用是綠光;通過在光纖中摻氟化物可以輸出中紅外光。
連續光纖激光器是高功率激光器的主要產品連續激光器的激光輸出是連續的,廣泛運用于激光切割、焊接和熔覆領域。激光泵浦源持續提供能量,長時間地產生激光輸出,從而得到連續激光。連續激光器中各能級的粒子數及腔內輻射場均具有穩定分布。其工作特點是工作物質的激勵和相應的激光輸出,可以在一段較長的時間范圍內以連續方式持續進行,以連續光源激勵的光纖激光器即為連續光纖激光器。相比其他類型激光器,連續光纖激光器能達到相對較高的功率,IPG已經生產出單模2萬瓦的連續光纖激光器,較常用于激光切割、焊接和熔覆領域。準連續光纖激光器可雙模式運轉,顯著提升加工速度準連續激光器可以同時在連續和高峰值功率脈沖模式下工作。據 IPG 官網,傳統的連續(CW)激光的峰值和平均功率在 CW 和 CW/調制模式中總是相同的,而準連續激光器在脈沖模式下的峰值功率要比平均功率高出10倍。因此,這樣能夠在從幾十赫茲到幾千赫茲的重復頻率下產生具有高能量的微秒和毫秒脈沖,并且可實現數千瓦的平均功率和峰值功率。準連續光纖激光器將提供更高的電光轉換效率,并顯著提高加工速度及生產效率。準連續光纖激光器與其它激光系統相比可提供十倍的光電轉換效率增量,在被動式冷卻方案下能夠實現大于30%的電光轉換效率。由于其較高的平均功率和脈沖重復頻率,其加工速度是大多數激光器的3-4倍。顯著降低的電力費用,沒有消耗品及零配件,低維護需求,沒有預熱時間要求,影響疊加將帶來成本優化。脈沖光纖激光器可壓縮能量,輸出高峰值功率脈沖光纖激光器又分為調Q光纖激光器和鎖模光纖激光器。 調Q技術就是要使激光能量壓縮在很短的時間間隔之內,形成高峰值功率和窄脈寬的激光輸出。調Q的原理是在激光器內加入一個損耗可調節器件,在大部分時間區域內,激光器的損耗很大,幾乎無光輸出,在某一個較短的時間內,減小器件的損耗,從而使激光器輸出一個強度較高的短脈沖。Q開關是調Q技術的核心器件,可以通過主動或者被動方式實現調Q光纖激光器。調Q脈沖光纖激光器具有高峰值功率、高單脈沖能量、光斑直徑大小可選等特點,廣泛應用于非金屬、具有高反特性的金、銀、銅、鋁及非高反材料不銹鋼等材料的打標、精密加工、圖文標記、深雕刻,薄片精密切割,鉆孔等領域。在打標應用方面,相比 CO2 激光器成本更低廉,性能更穩定。鎖模脈沖光纖激光器即通過主動鎖模或者被動鎖模方法來產生超短脈沖。受限于調制器的響應時間,主動鎖模產生的脈寬較寬一般為皮秒量級;被動鎖模利用的是被動鎖模器件,響應時間很短,可以產生飛秒量級的脈沖。鎖模的簡要原理是采取合適的措施,使諧振腔中相互獨立的縱模在相位上存在一定的關系,即使得相鄰縱模的位相差為一常數,則激光器將會輸出脈寬極窄、高峰值功率的脈沖。鎖模脈沖激光器具有出色的光束質量,超短脈寬和高脈沖能量等優點,適用于各種材料的微加工工藝,包括金屬,玻璃,陶瓷,硅和塑料。在醫療領域,鎖模激光器也被用于激光手術刀或眼科手術之中,也有使用例如光化學效應對于某些皮膚護理。由于具有短脈沖和高峰值功率的特點,鎖模激光器廣泛應用于各種方法的成像,顯微鏡和光譜學中,還應用于集成電子電路上的電光采樣測量及距離測量和頻率計量計時等領域。近紅外光是主流,綠光和遠紅外光各具特性光纖激光器直接輸出的激光多為波長在960nm-2.05μm之間的近紅外光。激光器大類按照波長由短到長的順序涵蓋了從X射線到遠紅外的各類激光器,波長從0.001納米到1000微米不等。其中光纖激光器直接輸出的激光主要在近紅外部分。但為了實現不同應用需要,光纖激光器通過倍頻可以輸出可見光,主要應用是綠光;通過在光纖中摻氟化物可以輸出中紅外光。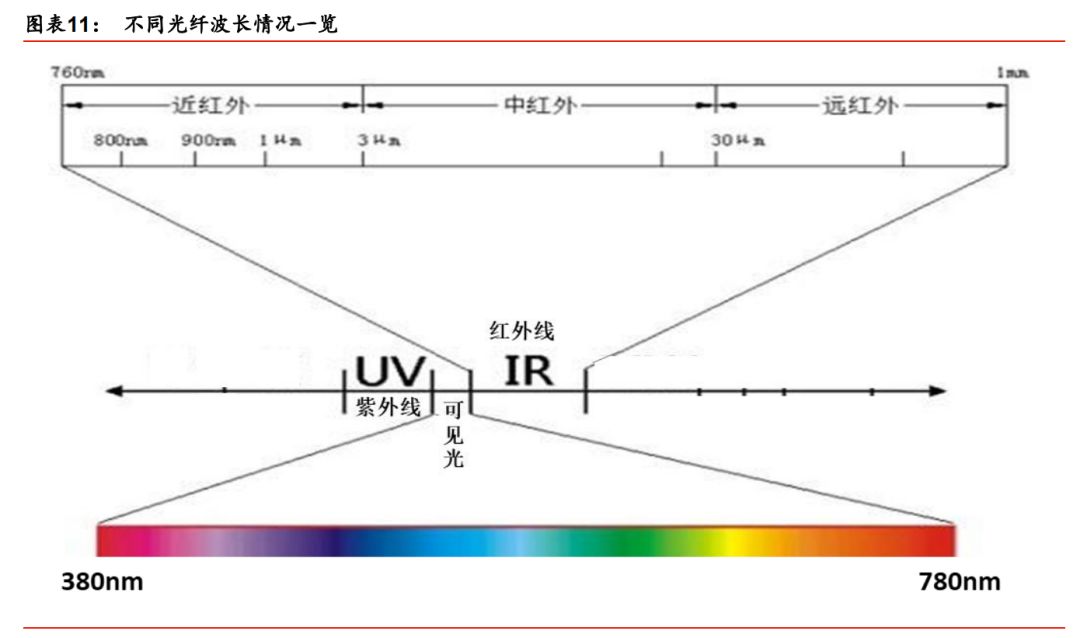
 中紅外光纖激光器對人眼安全,是理想醫用激光光源中紅外激光的波長主要在 23 微米到 3.9 微米左右,需要摻稀土離子的氟化物玻璃光纖介質來激發。從下圖光纖激光器紅外躍遷產生的熒光光譜中可知,摻鈥離子(Ho3+)及摻鉺離子(Er3+)被在合適的介質條件下被激發可以直接產生中紅外激光。氟化物玻璃光纖激光器在2.3~3.5μm波段具有較高的效率和輸出功率,而波長超過3.5μm,能夠滿足光纖傳輸和稀土離子躍遷輻射所需低聲子能量的材質非常少。單摻 Ho3+氟化物光纖激光器在低溫下產生 3.9μm 波段激光,是目前直接輸出的最長波長。
中紅外光纖激光器對人眼安全,是理想醫用激光光源中紅外激光的波長主要在 23 微米到 3.9 微米左右,需要摻稀土離子的氟化物玻璃光纖介質來激發。從下圖光纖激光器紅外躍遷產生的熒光光譜中可知,摻鈥離子(Ho3+)及摻鉺離子(Er3+)被在合適的介質條件下被激發可以直接產生中紅外激光。氟化物玻璃光纖激光器在2.3~3.5μm波段具有較高的效率和輸出功率,而波長超過3.5μm,能夠滿足光纖傳輸和稀土離子躍遷輻射所需低聲子能量的材質非常少。單摻 Ho3+氟化物光纖激光器在低溫下產生 3.9μm 波段激光,是目前直接輸出的最長波長。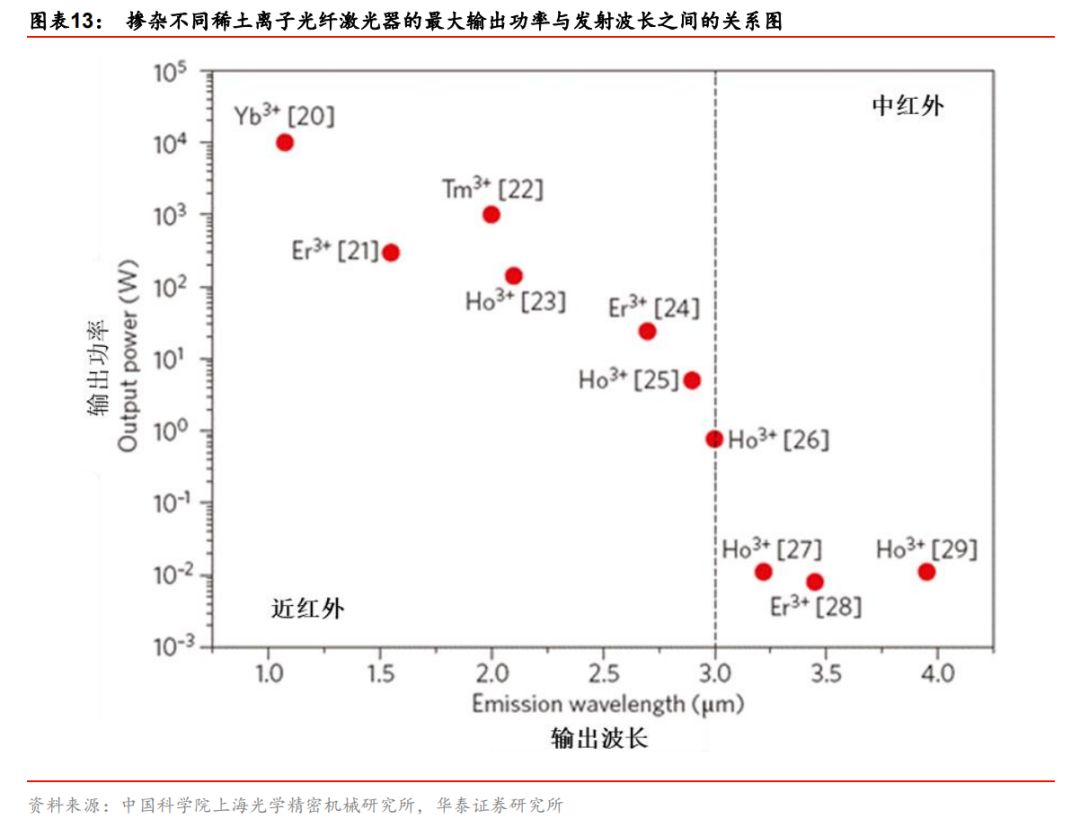 中紅外激光器由于其波長特性可打開大氣窗口,在激光制導、定位和測量等方面應用較廣。在軍事方面,激光的定向能量和穿過大氣傳輸窗口的遠距離傳輸方面的應用都需要很強的光束能量。在紅外導彈對抗當中,中紅外激光器可以獲得3~5μm 波段的大氣傳輸窗口。數千瓦單模輸出的中紅外光纖激光器或將進一步大量的應用在反巡航導彈、火箭制導和無人機空域偵查等國防戰爭平臺中。中紅外光纖激光器由于其方向性強及人眼安全的特性,已被廣泛運用于醫療領域。中紅外激光的波段對于人眼來說是安全的,且在水中能夠被很強的吸收,由于激光方向性強的特點,在激光手術中可以達到組織穿透深度淺,對身體損傷的區域很小,從而使手術達到高的精度。在現代醫學中,中紅外激光在醫療應用中主要是利用光熱效應達到治療或消融病變組織,已經被廣泛地應用于骨科、消化科及泌尿科等,成為理想的醫用激光光源,用于燒蝕和切割泌尿組織,汽化和切除衰竭的器官等。在富含脂質、骨骼和含蛋白質的組織切割過程中,使用中紅外激光器都會附帶較小的損傷。綠光光纖激光器光譜亮度高,轉換效率高達 84%光纖激光器通過倍頻可獲得綠光輸出。倍頻綠光光纖激光器雖然不是嚴格意義上的綠光光纖激光器,因為其激活介質并不直接釋放532納米的激光束,此類型的光纖激光器提供了較窄范圍的脈沖持續時間和高達600kHz 的重復頻率,高光譜亮度的激光源促成了高效的轉換,實現84%的轉換效率及大于20%的電光轉換效率,且具備升級到355和266納米下高功率的可行性。綠光激光器在印刷、醫療、數據存儲、軍事、生物等領域都有廣泛的應用。如 IPG 的綠光光纖激光器可以運用在粒子成像、測速/流量可視化、影像診斷及手術、光學捕獲/光學鑷子、太陽能電池制造、制造檢驗&質量控制、全息和干涉測量、娛樂與投影等領域。摻鐿光纖是主導,摻鉺摻銩光纖工作波長各顯其能光纖激光器主要采用摻雜稀土元素的光纖作為增益介質,不同稀土元素對應相異的工作波長。摻雜光纖就是向光纖纖芯中摻入雜質,如稀土元素離子,會導致光纖改性并顯現出激光效應。其工作原理是泵浦光首先經過耦合系統耦合進入摻雜稀土離子的增益介質,隨后摻雜纖芯中的稀土離子吸收泵浦光子能量發生能級躍遷。如元素鉺(Er3+)、鐠(Pr3+)、銩(Tm3+)、釹(Nd3+)和鐿(Yb3+)等稀土離子都可作為摻雜物制成光纖,隨后做成摻雜光纖放大器(XDFA)和光纖激光器(XDFL),不同的稀土元素工作的波長范圍不同,但都處于近紅外范圍內.
中紅外激光器由于其波長特性可打開大氣窗口,在激光制導、定位和測量等方面應用較廣。在軍事方面,激光的定向能量和穿過大氣傳輸窗口的遠距離傳輸方面的應用都需要很強的光束能量。在紅外導彈對抗當中,中紅外激光器可以獲得3~5μm 波段的大氣傳輸窗口。數千瓦單模輸出的中紅外光纖激光器或將進一步大量的應用在反巡航導彈、火箭制導和無人機空域偵查等國防戰爭平臺中。中紅外光纖激光器由于其方向性強及人眼安全的特性,已被廣泛運用于醫療領域。中紅外激光的波段對于人眼來說是安全的,且在水中能夠被很強的吸收,由于激光方向性強的特點,在激光手術中可以達到組織穿透深度淺,對身體損傷的區域很小,從而使手術達到高的精度。在現代醫學中,中紅外激光在醫療應用中主要是利用光熱效應達到治療或消融病變組織,已經被廣泛地應用于骨科、消化科及泌尿科等,成為理想的醫用激光光源,用于燒蝕和切割泌尿組織,汽化和切除衰竭的器官等。在富含脂質、骨骼和含蛋白質的組織切割過程中,使用中紅外激光器都會附帶較小的損傷。綠光光纖激光器光譜亮度高,轉換效率高達 84%光纖激光器通過倍頻可獲得綠光輸出。倍頻綠光光纖激光器雖然不是嚴格意義上的綠光光纖激光器,因為其激活介質并不直接釋放532納米的激光束,此類型的光纖激光器提供了較窄范圍的脈沖持續時間和高達600kHz 的重復頻率,高光譜亮度的激光源促成了高效的轉換,實現84%的轉換效率及大于20%的電光轉換效率,且具備升級到355和266納米下高功率的可行性。綠光激光器在印刷、醫療、數據存儲、軍事、生物等領域都有廣泛的應用。如 IPG 的綠光光纖激光器可以運用在粒子成像、測速/流量可視化、影像診斷及手術、光學捕獲/光學鑷子、太陽能電池制造、制造檢驗&質量控制、全息和干涉測量、娛樂與投影等領域。摻鐿光纖是主導,摻鉺摻銩光纖工作波長各顯其能光纖激光器主要采用摻雜稀土元素的光纖作為增益介質,不同稀土元素對應相異的工作波長。摻雜光纖就是向光纖纖芯中摻入雜質,如稀土元素離子,會導致光纖改性并顯現出激光效應。其工作原理是泵浦光首先經過耦合系統耦合進入摻雜稀土離子的增益介質,隨后摻雜纖芯中的稀土離子吸收泵浦光子能量發生能級躍遷。如元素鉺(Er3+)、鐠(Pr3+)、銩(Tm3+)、釹(Nd3+)和鐿(Yb3+)等稀土離子都可作為摻雜物制成光纖,隨后做成摻雜光纖放大器(XDFA)和光纖激光器(XDFL),不同的稀土元素工作的波長范圍不同,但都處于近紅外范圍內.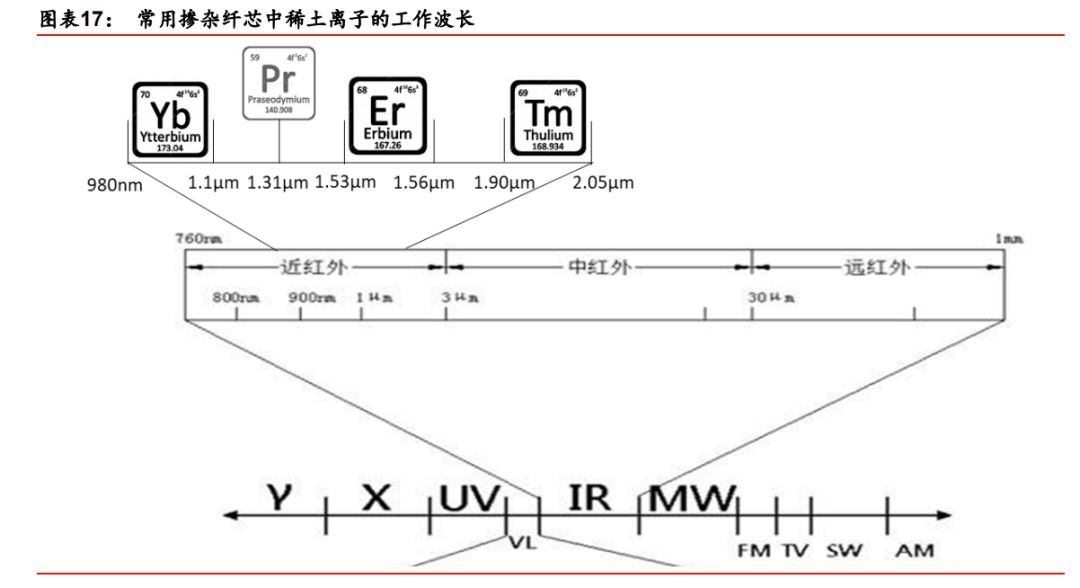 摻鐿光纖激光器是激光器產業中的主導力量摻鐿光纖激光器以其穩定性高、光束質量好、斜率效率高等優勢得到較快發展。摻鐿光纖具有很多優勢,利用摻鐿光纖研制的光纖激光器具有較高的斜率效率和光光轉換效率,可以在 1μm 波段得到高功率的激光輸出,因此受到廣泛關注并得到飛速發展,成為激光器產業中的主導力量,在工業加工、醫療和國防等領域具有很好的應用前景,銳科激光的大部分激光產品采用的都是摻鐿光纖。
摻鐿光纖激光器是激光器產業中的主導力量摻鐿光纖激光器以其穩定性高、光束質量好、斜率效率高等優勢得到較快發展。摻鐿光纖具有很多優勢,利用摻鐿光纖研制的光纖激光器具有較高的斜率效率和光光轉換效率,可以在 1μm 波段得到高功率的激光輸出,因此受到廣泛關注并得到飛速發展,成為激光器產業中的主導力量,在工業加工、醫療和國防等領域具有很好的應用前景,銳科激光的大部分激光產品采用的都是摻鐿光纖。 摻鐿光纖激光器主要應用于連續激光器及脈沖調Q激光器方面。由于鐿離子能級結構簡單,粒子損耗較小使激光器在高功率運轉情況下有較高的轉換效率和較低的熱效應,增益帶寬很大(975nm~1200nm)。同時,鐿離子的上能級壽命比較長,通常在1毫秒左右,這些因素都有利于調Q技術,因此在脈沖激光器方面已實現了超短脈沖輸出。在連續激光器方面,摻鐿光纖激光器輸出功率已達到萬瓦量級。摻鉺光纖激光器是獨特的光纖通信窗口摻鉺光纖激光器具有人眼安全波長及超高脈沖能量的特點。摻鉺光纖激光器可以實現單模運行,具有極窄的線寬,良好的單色性和穩定性。鉺離子具有較寬的增益帶寬,能加劇激光器腔內多模振蕩,從而實現超短脈沖激光。因其對人眼安全等獨有的特點(“人眼安全”是指該波長為 1.5 μm 的激光器顯著低于人眼損傷闕值),在自由空間光通信、激光雷達、環境檢測、工件校準以及工業加工領域有著廣泛的實際應用。摻鉺光纖由于其合適的波長,在光纖通信領域獲得越來越廣泛的應用。由于摻鉺光纖在1550nm 波長具有很高的增益,它約 40nm 寬的增益光譜輪廓正對應光纖通信低損耗的最佳窗口,具有潛在的應用價值。摻銩光纖激光器可改善含水材料的吸收特性摻銩光纖激光器具有閾值低、效率高、光束質量好等特點。摻銩光纖激光器是人眼安全波長領域光纖激光器的研究熱點,而且摻銩光纖激光器可以在 S 波段(150 - 75mm )工作,對于開發潛在的通信資源頻率空間,提高光纖通信系統的容量起著十分重要的作用。調 Q 開關和連續摻銩光纖激光器在過去的幾年里已經發展到更高的平均功率,現在已經有一定數量的供應商能提供平均功率為 10W 的商用脈沖激光器。摻銩光纖激光器被廣泛應用于激光醫療、激光雷達、空間光遙感等領域。摻銩光纖激光器輸出的激光波長位于 2μm 左右。液態水的強吸收帶在約 1950nm,這足夠接近標準銩光纖激光器的波長,從而顯著提高吸收特性。水普遍存在于許多有機和無機化合物中,意味著大量材料改善了 2μm 光譜范圍的吸收特性,因此摻銩光纖激光器被認為是應用于醫學、眼睛安全、超快光學、近距離遙感、生物學的比較理想的光源,具有很好的發展前景。同時在醫學的領域方面,摻銩光纖激光器也有很多方面的應用,包括加速汽化、超精細的切割工藝、以及在醫學中的凝結止血。大功率的摻銩光纖激光器除了可以用于人眼的安全波長和激光雷達光源以外,還能夠當做固態晶體激光器的泵浦源來使用,進一步來實現波長更長紅外激光器的輸出。
摻鐿光纖激光器主要應用于連續激光器及脈沖調Q激光器方面。由于鐿離子能級結構簡單,粒子損耗較小使激光器在高功率運轉情況下有較高的轉換效率和較低的熱效應,增益帶寬很大(975nm~1200nm)。同時,鐿離子的上能級壽命比較長,通常在1毫秒左右,這些因素都有利于調Q技術,因此在脈沖激光器方面已實現了超短脈沖輸出。在連續激光器方面,摻鐿光纖激光器輸出功率已達到萬瓦量級。摻鉺光纖激光器是獨特的光纖通信窗口摻鉺光纖激光器具有人眼安全波長及超高脈沖能量的特點。摻鉺光纖激光器可以實現單模運行,具有極窄的線寬,良好的單色性和穩定性。鉺離子具有較寬的增益帶寬,能加劇激光器腔內多模振蕩,從而實現超短脈沖激光。因其對人眼安全等獨有的特點(“人眼安全”是指該波長為 1.5 μm 的激光器顯著低于人眼損傷闕值),在自由空間光通信、激光雷達、環境檢測、工件校準以及工業加工領域有著廣泛的實際應用。摻鉺光纖由于其合適的波長,在光纖通信領域獲得越來越廣泛的應用。由于摻鉺光纖在1550nm 波長具有很高的增益,它約 40nm 寬的增益光譜輪廓正對應光纖通信低損耗的最佳窗口,具有潛在的應用價值。摻銩光纖激光器可改善含水材料的吸收特性摻銩光纖激光器具有閾值低、效率高、光束質量好等特點。摻銩光纖激光器是人眼安全波長領域光纖激光器的研究熱點,而且摻銩光纖激光器可以在 S 波段(150 - 75mm )工作,對于開發潛在的通信資源頻率空間,提高光纖通信系統的容量起著十分重要的作用。調 Q 開關和連續摻銩光纖激光器在過去的幾年里已經發展到更高的平均功率,現在已經有一定數量的供應商能提供平均功率為 10W 的商用脈沖激光器。摻銩光纖激光器被廣泛應用于激光醫療、激光雷達、空間光遙感等領域。摻銩光纖激光器輸出的激光波長位于 2μm 左右。液態水的強吸收帶在約 1950nm,這足夠接近標準銩光纖激光器的波長,從而顯著提高吸收特性。水普遍存在于許多有機和無機化合物中,意味著大量材料改善了 2μm 光譜范圍的吸收特性,因此摻銩光纖激光器被認為是應用于醫學、眼睛安全、超快光學、近距離遙感、生物學的比較理想的光源,具有很好的發展前景。同時在醫學的領域方面,摻銩光纖激光器也有很多方面的應用,包括加速汽化、超精細的切割工藝、以及在醫學中的凝結止血。大功率的摻銩光纖激光器除了可以用于人眼的安全波長和激光雷達光源以外,還能夠當做固態晶體激光器的泵浦源來使用,進一步來實現波長更長紅外激光器的輸出。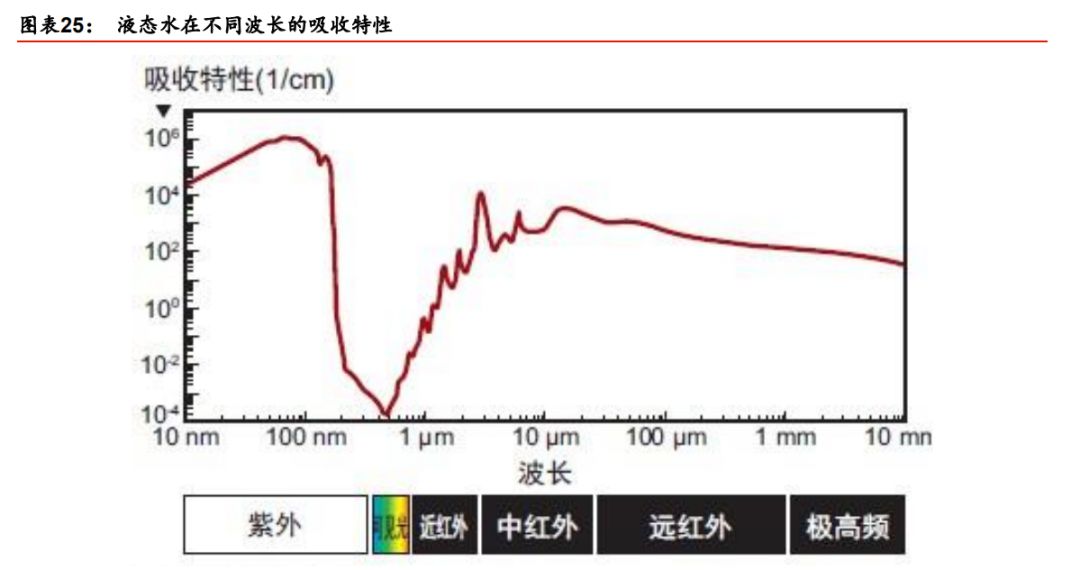 光纖激光器性能優勢突出,替代效果明顯二氧化碳激光器光轉化效率低,使用成本高二氧化碳激光器是一種分子激光,常用高功率連續激光器之一,主要物質是二氧化碳分子。CO2激光器主要結構包括激光管、光學諧振腔、電源及泵浦。主要特點是輸出功率大并可實現連續工作,但是結構復雜體積大、維護較困難。
光纖激光器性能優勢突出,替代效果明顯二氧化碳激光器光轉化效率低,使用成本高二氧化碳激光器是一種分子激光,常用高功率連續激光器之一,主要物質是二氧化碳分子。CO2激光器主要結構包括激光管、光學諧振腔、電源及泵浦。主要特點是輸出功率大并可實現連續工作,但是結構復雜體積大、維護較困難。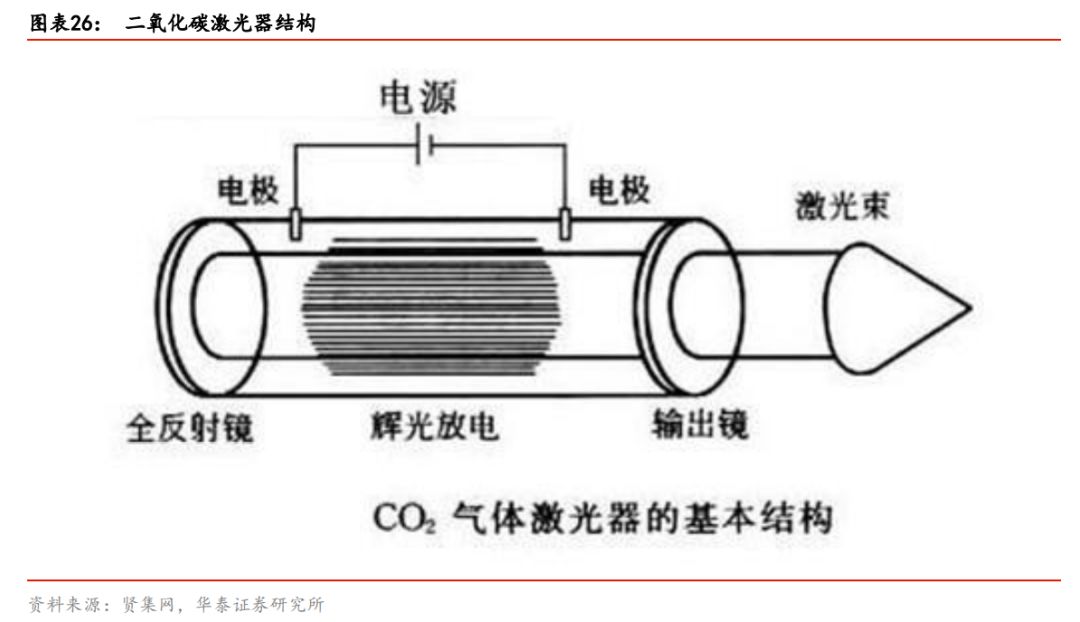 實現粒子數反轉是二氧化碳激光器發光的關鍵。二氧化碳激光器中工作物質包括二氧化碳、氮氣和氦氣,輸入直流電源后混合氣體中的氮分子會受到電子撞擊從而被激發,收到激發后的氮分子與二氧化碳分子碰撞時會將能量傳遞給二氧化碳分子,從而使得二氧化碳分子從低能級躍遷到高能級上形成粒子數反轉發出激光。
實現粒子數反轉是二氧化碳激光器發光的關鍵。二氧化碳激光器中工作物質包括二氧化碳、氮氣和氦氣,輸入直流電源后混合氣體中的氮分子會受到電子撞擊從而被激發,收到激發后的氮分子與二氧化碳分子碰撞時會將能量傳遞給二氧化碳分子,從而使得二氧化碳分子從低能級躍遷到高能級上形成粒子數反轉發出激光。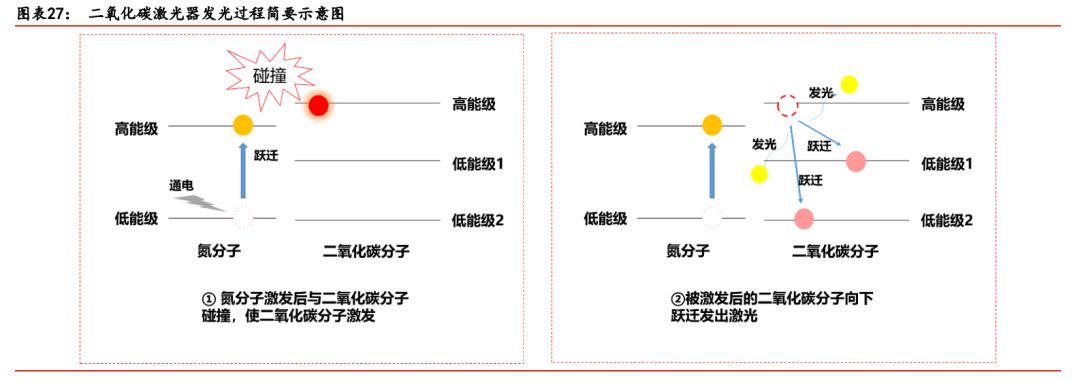 光纖與二氧化碳激光器各有所長,應根據不同需求選取不同工具。從目前應用最廣泛的切割加工技術來說,光纖激光器與CO2激光器在面對特定應用需求時有其各自的優勢與劣勢,并不能完全相互替代而需要互補共存。從加工材料類型來看,受限于吸收效果光纖激光器不適用于切割非金屬材料,而常規的CO2激光器不適用于切割銅材、鋁材等高反射率材料;從切割速度看,CO2 在厚度>6mm 板材有優勢,而光纖激光器切割薄板速度較快;激光切割前需要進行工件穿透,CO2穿孔速度明顯快于光纖激光器;從切割斷面質量來看,CO2激光器整體優于光纖激光器。
光纖與二氧化碳激光器各有所長,應根據不同需求選取不同工具。從目前應用最廣泛的切割加工技術來說,光纖激光器與CO2激光器在面對特定應用需求時有其各自的優勢與劣勢,并不能完全相互替代而需要互補共存。從加工材料類型來看,受限于吸收效果光纖激光器不適用于切割非金屬材料,而常規的CO2激光器不適用于切割銅材、鋁材等高反射率材料;從切割速度看,CO2 在厚度>6mm 板材有優勢,而光纖激光器切割薄板速度較快;激光切割前需要進行工件穿透,CO2穿孔速度明顯快于光纖激光器;從切割斷面質量來看,CO2激光器整體優于光纖激光器。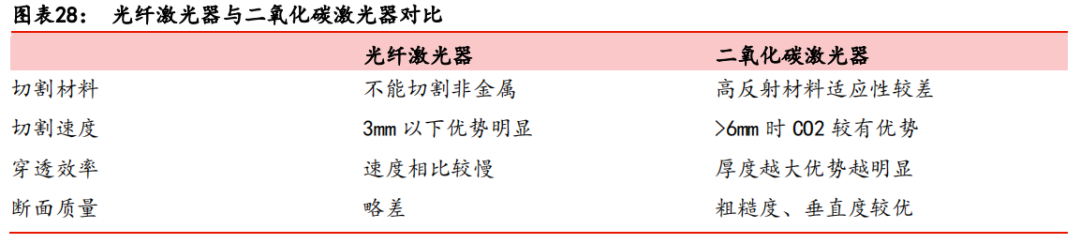 光纖激光器光轉化效率更高,使用成本較低。根據測算可得,光纖激光器的使用成本為 23.4 元/小時,二氧化碳激光器的使用成本為 39.1 元/小時,其中,光纖激光器電力成本為 7 元/小時,水冷成本為 8.4 元/小時,其他成本為 8 元/小時;二氧化碳激光器電力成本為 21 元/小時,水冷成本為 12.6 元/小時,其他成本為 5.5 元/小時。
光纖激光器光轉化效率更高,使用成本較低。根據測算可得,光纖激光器的使用成本為 23.4 元/小時,二氧化碳激光器的使用成本為 39.1 元/小時,其中,光纖激光器電力成本為 7 元/小時,水冷成本為 8.4 元/小時,其他成本為 8 元/小時;二氧化碳激光器電力成本為 21 元/小時,水冷成本為 12.6 元/小時,其他成本為 5.5 元/小時。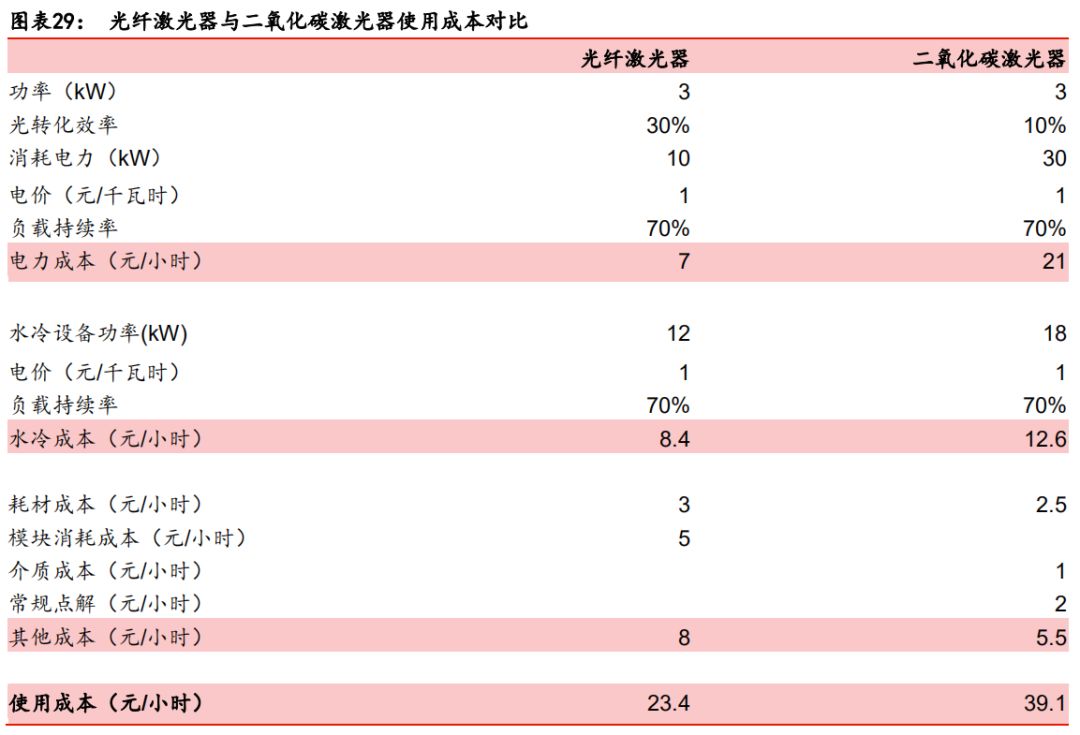 YAG 激光器能量轉換效率低,或被逐漸替代YAG 激光器一般指的是 Nd.YAG 激光器(摻銣釔鋁石榴石晶體),屬于固體激光。晶體內銣原子含量為 0.6~1.1%,可產生脈沖激光或連續激光,發射光為波長 1.064μm 的紅外線。Nd.YAG 激光器常用氪氣或氙氣燈管作為泵浦燈,因為僅有少數特定波長泵浦光會被Nd 離子吸收,大部分能量會轉變成熱能,通常情況下 YAG 激光器能量轉換效率較低。
YAG 激光器能量轉換效率低,或被逐漸替代YAG 激光器一般指的是 Nd.YAG 激光器(摻銣釔鋁石榴石晶體),屬于固體激光。晶體內銣原子含量為 0.6~1.1%,可產生脈沖激光或連續激光,發射光為波長 1.064μm 的紅外線。Nd.YAG 激光器常用氪氣或氙氣燈管作為泵浦燈,因為僅有少數特定波長泵浦光會被Nd 離子吸收,大部分能量會轉變成熱能,通常情況下 YAG 激光器能量轉換效率較低。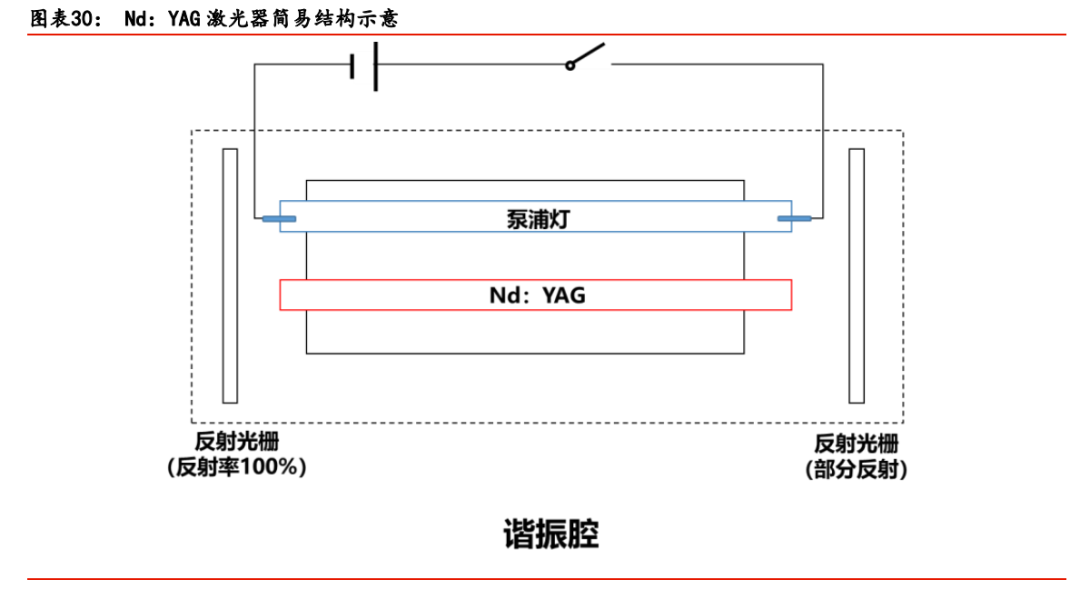 隨著光纖激光器的發展,YAG激光器或將逐漸被替代。YAG激光器在工業中主要用于切割和焊接工藝,但隨著光纖激光器的發展,YAG激光器或逐漸被光纖激光器所替代。在切割領域中,YAG激光器購置成本低,能切割高反光材料,但加工功率低、能耗比大且切割速度較慢,而光纖激光器功率高效率快且免調節免維護;在焊接領域中,準連續光纖激光器出現后開始快速替代脈沖Nd:YAG激光器。與 YAG 激光器相比,準連續光纖激光器可以在微秒至毫秒的脈寬下提供數焦耳到數十焦耳的脈沖能量,其較高的平均功率和脈沖重復頻率顯著提高了加工速度以及生產效率,相當于同時具備YAG激光器的鉆孔和焊接優勢以及CO2激光器的切割能力,應用范圍更廣泛。
隨著光纖激光器的發展,YAG激光器或將逐漸被替代。YAG激光器在工業中主要用于切割和焊接工藝,但隨著光纖激光器的發展,YAG激光器或逐漸被光纖激光器所替代。在切割領域中,YAG激光器購置成本低,能切割高反光材料,但加工功率低、能耗比大且切割速度較慢,而光纖激光器功率高效率快且免調節免維護;在焊接領域中,準連續光纖激光器出現后開始快速替代脈沖Nd:YAG激光器。與 YAG 激光器相比,準連續光纖激光器可以在微秒至毫秒的脈寬下提供數焦耳到數十焦耳的脈沖能量,其較高的平均功率和脈沖重復頻率顯著提高了加工速度以及生產效率,相當于同時具備YAG激光器的鉆孔和焊接優勢以及CO2激光器的切割能力,應用范圍更廣泛。 半導體激光器現階段技術仍存局限半導體激光器又稱激光二極管,采用半導體材料作為工作物質。常用工作物質有砷化鎵、硫化鎘等,激勵方式有電注入、電子束激勵和光泵浦三種方式。半導體激光器主要優點是體積小、效率高能耗低,廣泛用于激光通信、激光打醫學治療等領域。此外,通常使用半導體激光器作為光纖激光器泵浦源。以電注入式半導體激光器為例,半導體材料中通常會添加GaAS(砷化鎵)、InAS(砷化銦)、Insb(銻化銦)等材料制作成半導體面結型二極管,當對二極管注入足夠大的電流后,中間有源區中電子(帶負電)與空穴(帶正電)會自發復合并將多余的能量以光子的形式釋放,再經過諧振腔篩選放大后形成激光。
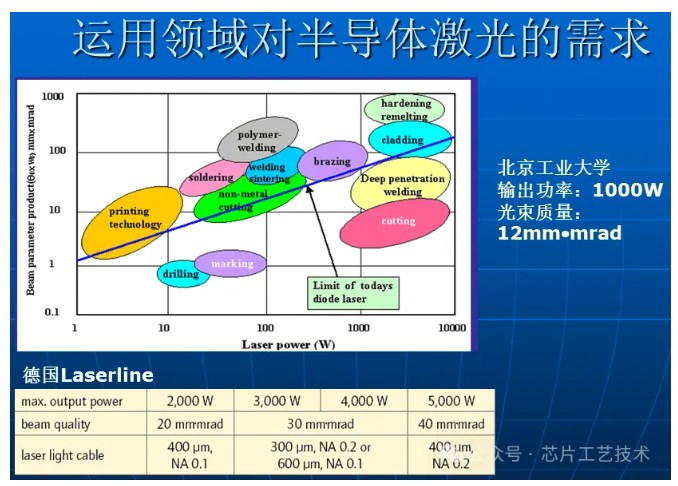
半導體激光器現階段技術仍存局限半導體激光器又稱激光二極管,采用半導體材料作為工作物質。常用工作物質有砷化鎵、硫化鎘等,激勵方式有電注入、電子束激勵和光泵浦三種方式。半導體激光器主要優點是體積小、效率高能耗低,廣泛用于激光通信、激光打醫學治療等領域。此外,通常使用半導體激光器作為光纖激光器泵浦源。以電注入式半導體激光器為例,半導體材料中通常會添加GaAS(砷化鎵)、InAS(砷化銦)、Insb(銻化銦)等材料制作成半導體面結型二極管,當對二極管注入足夠大的電流后,中間有源區中電子(帶負電)與空穴(帶正電)會自發復合并將多余的能量以光子的形式釋放,再經過諧振腔篩選放大后形成激光。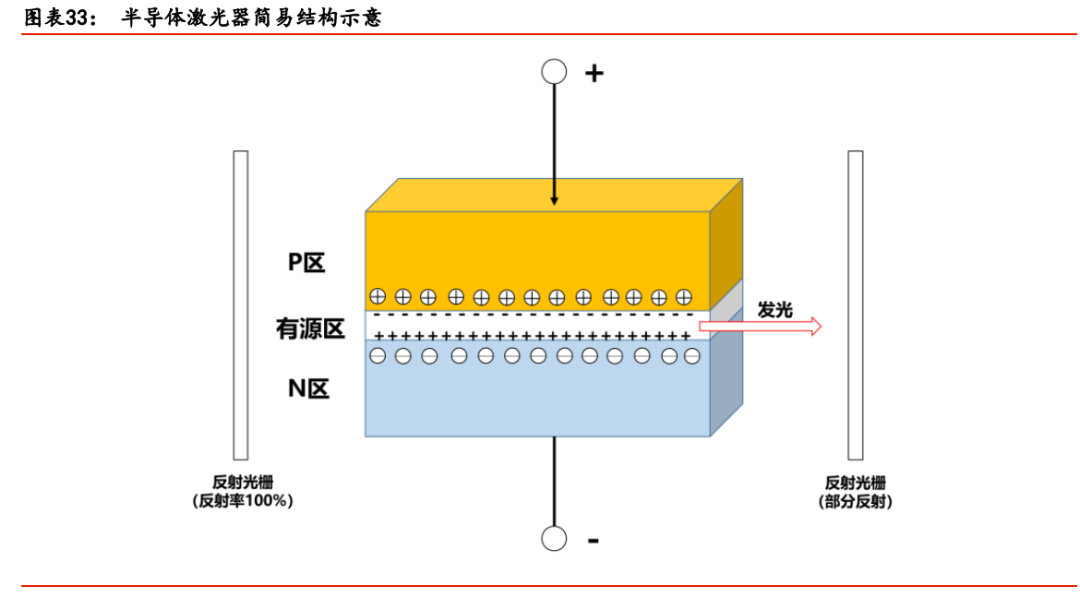 直接半導體激光器特點明顯,下游應用領域廣泛。直接半導體激光器結構緊湊,維護費用低,電光轉換效率高達47%,在工業中主要應用為焊接及熔覆。低功率半導體激光器主要應用于塑料焊接以及錫焊,通過光纖輸出焊接,實現非接觸遠距離操作,方便與自動化生產線集成;千瓦級直接半導體可用于熔覆及五金焊接,具有光斑大、電光轉換率高的特點。在工業外領域,半導體激光器也被廣泛用于軍事、信息及醫療和生命科學等方面。
直接半導體激光器特點明顯,下游應用領域廣泛。直接半導體激光器結構緊湊,維護費用低,電光轉換效率高達47%,在工業中主要應用為焊接及熔覆。低功率半導體激光器主要應用于塑料焊接以及錫焊,通過光纖輸出焊接,實現非接觸遠距離操作,方便與自動化生產線集成;千瓦級直接半導體可用于熔覆及五金焊接,具有光斑大、電光轉換率高的特點。在工業外領域,半導體激光器也被廣泛用于軍事、信息及醫療和生命科學等方面。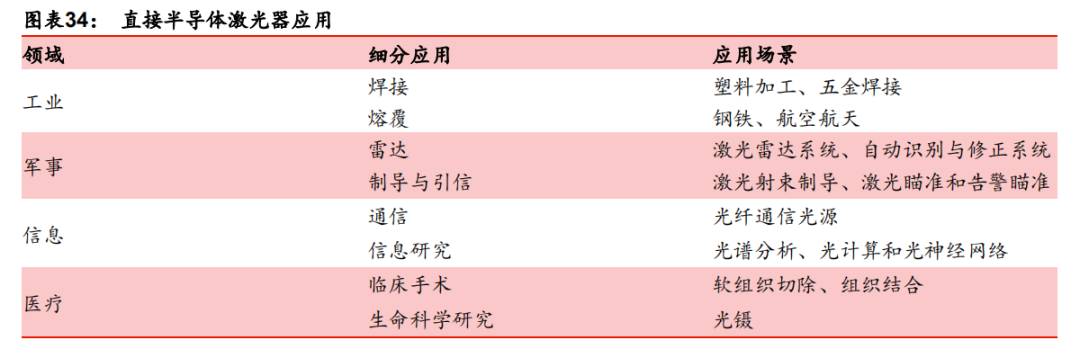 半導體激光器具有加工應用潛力,但受限于技術缺陷存在局限性。研究表明直接半導體激光器具有較強的材料加工應用潛力,相比光纖激光器和二氧化碳激光器具有更好的切割速度和切割質量。但半導體激光器最大的缺點在于其在高激光功率時光束質量低下,目前工業半導體激光器局限于少數幾種加工,諸如電鍍、銅焊和越來越多的高功率焊接,因此在未來數年,半導體激光器不太可能使整個材料加工領域發生革命性變化或取代其它光源。
半導體激光器具有加工應用潛力,但受限于技術缺陷存在局限性。研究表明直接半導體激光器具有較強的材料加工應用潛力,相比光纖激光器和二氧化碳激光器具有更好的切割速度和切割質量。但半導體激光器最大的缺點在于其在高激光功率時光束質量低下,目前工業半導體激光器局限于少數幾種加工,諸如電鍍、銅焊和越來越多的高功率焊接,因此在未來數年,半導體激光器不太可能使整個材料加工領域發生革命性變化或取代其它光源。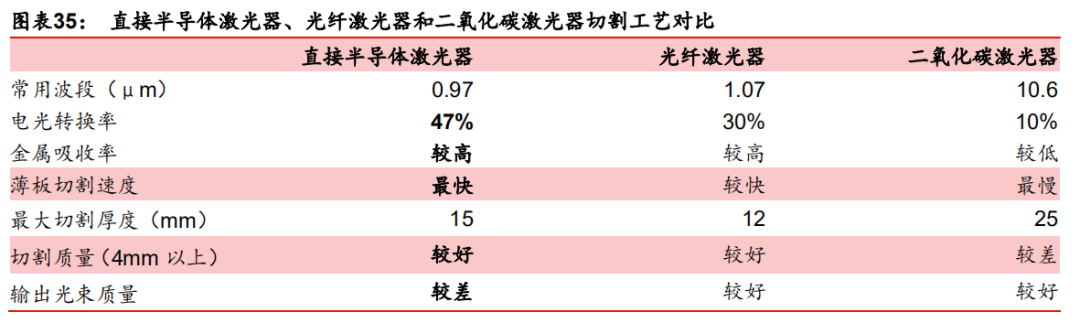 根據上文中的分析,我們認為相比 CO2 激光器及 YAG 激光器,光纖激光器成本及應用優勢明顯,或將實現逐步替代。同時,半導體激光器仍受限于技術瓶頸,目前存在局限性,在未來數年不太能取代其他光源。因此,光纖激光器滲透率提升空間廣闊。
根據上文中的分析,我們認為相比 CO2 激光器及 YAG 激光器,光纖激光器成本及應用優勢明顯,或將實現逐步替代。同時,半導體激光器仍受限于技術瓶頸,目前存在局限性,在未來數年不太能取代其他光源。因此,光纖激光器滲透率提升空間廣闊。
CRT激光焊接控制系統,焊接過程中,如點焊或拖焊時,我們可對激光器輸出的激光功率進行有效的控制,根據每個焊接點的特性控制不同焊點時匹配的激光功率,從而保證激光焊接質量,避免出現工件的過焊或虛焊現象。

-
激光器
+關注
關注
17文章
2516瀏覽量
60332
發布評論請先 登錄
相關推薦
電子科普!什么是激光二極管(半導體激光器)
激光顯示上游核心器件系列:激光器
半導體激光器的應用領域
驅動激光器的窄脈沖是怎么產生的?
石墨烯在激光器中的應用
波長可調激光器中的增益芯片和SOA

什么是超快激光器?

淺談激光器基礎知識

光纖耦合激光器是什么 光纖耦合激光器支持多波長激光輸出嗎?
VCSEL激光器與EEL激光器的區別
常見激光器類型
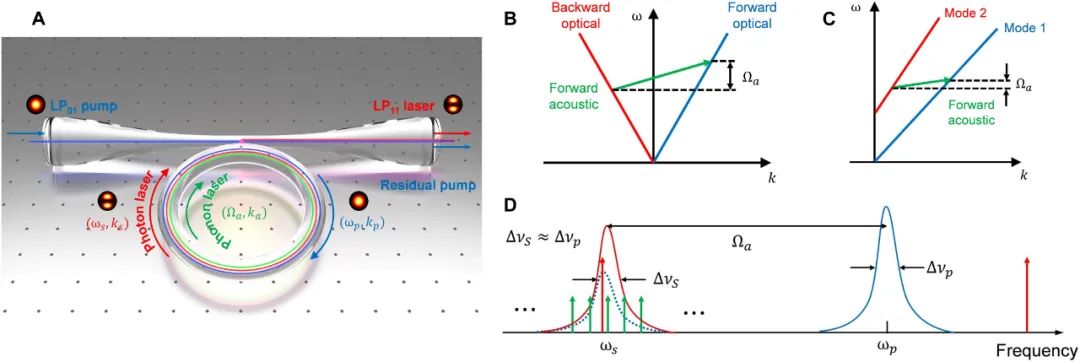
雙域光纖激光器的工作原理 光子和聲子雙域激光器的實驗裝置
使用固態激光器替代氦鎘和氬離子氣體激光器的六個優勢

用ADN2830驅動一個激光器恒功率輸出,隨著溫度的變化導致ADN2830控制的激光器輸出不穩定是什么原因呢?
什么是激光器?激光器的組成





 工商網監
工商網監
評論