 數控等離子切割機不打火是什么原因造成的
數控等離子切割機不打火是什么原因造成的
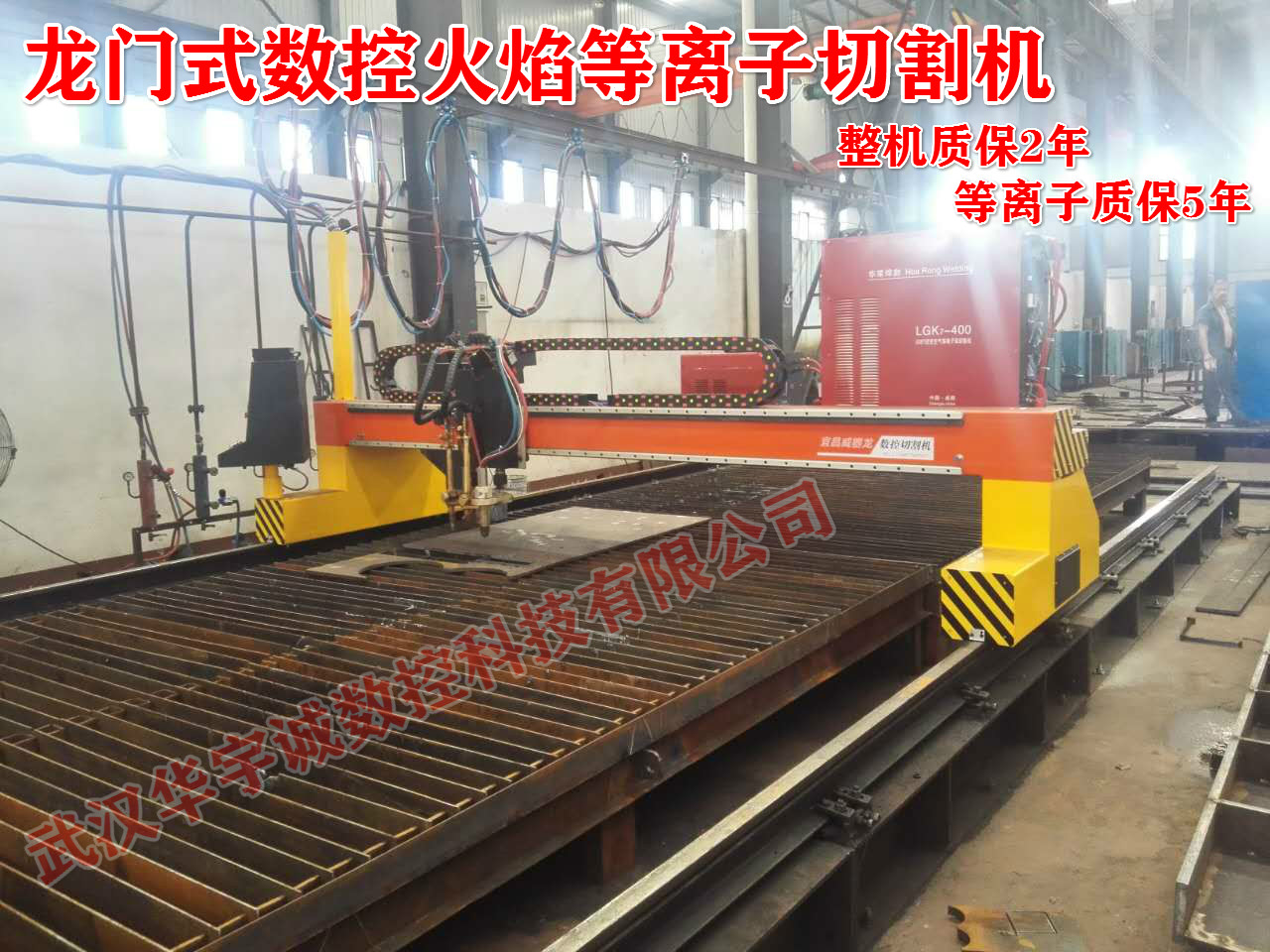
你知道數控等離子切割機不打火的原因嗎?面對這種問題一般是什么造成的?下面我們武漢華宇誠數控工程師與大家一起討論造成數控等離子切割機不打火的原因。
數控等離子切割機運用領先的技術已廣泛運用于機械、廣告、鈑金、造船、風機制造、鋼結構、汽車、壓力容易等各行各業,運用的行業多必然使用頻率也比較多,但在使用中總會或多或少遇到點小問題,遇到問題我們不要心急以平常心去對待去檢查,千萬不要煩躁,俗話說嘛沒有解決不了問題,
數控等離子切割機不打火有以下幾種可能:數控等離子切割機http://www.hycsk.com?
1、首先需要確認按鈕開關數否損壞,如損壞則需要及時更換;數控等離子切割機價格:http://www.hycsk.com/category-15.html?
2、看一下割槍上的電極噴咀是否安裝到位,尤其是如果電極噴咀如果質量不好即加工精度次的話容易引起電極噴咀間短路或者拉弧,如果是這樣的話就需要馬上更換優質的配件,以防止進一步損壞槍體,建議使用與割槍相同的廠家生產的電極噴咀;龍門式數控等離子切割機:http://www.hycsk.com/product-16.html?
3、還有一種可能,就是等離子切割機高頻引弧部分出了問題,按動按鈕,看火花放電器烏棒間是否有電弧通過(在控制部分有兩根或是三根黑色的金屬小圓棍,間距大約為50絲左右),如果能聽見繼電器的“咔、咔”聲,但烏棒間沒有電流傳過的話,可以試著調節一下火花放電器烏棒間的距離(注:切記在調節烏棒前切斷等離子切割機的電源!!!),但這需要比較專業的知識,盡量當心!數控精細等離子切割機http://www.hycsk.com/product-57.html?
解決消耗件壽命問題的一步是:徹底檢查消耗件,判斷能否繼續使用。考慮到現場實際情況,通常,我們都是目測判斷耗材的損耗情況,一般有三種可能情況:
情況一:電極損耗、噴嘴損耗
如果檢查耗材,發現電極和噴嘴都嚴重損耗了,這可能是電極導致的噴嘴損耗。因為電極產生的等離子弧經過噴嘴,產生的熔融物會進入噴嘴,長期這樣,所有的消耗件都會損壞。如果電極的凹坑比較深,銅本體由于過熱,顏色會變成藍色或黑色,可能的原因是冷卻流動的速度過慢。嚴重情況下,電極端部會被熔化掉。
檢查冷卻介質的流動速率,檢查水冷割槍的冷卻流速是用一個水桶測試回到冷卻水箱。如果跟規格不一樣,則檢查水泵問題,水管有無扭結、漏水,過濾裝置有無堵塞或其它問題。氣冷割槍檢查氣體流動是否過慢。如果電極端面有小的麻點,而噴嘴的內側也有損壞,就是氣流低的緣故。氣流低的情況下,弧線在噴嘴和電極之間無法控制。檢查割槍的氣流速率,最好的方式是用一個流量計(0-400cfh)和氣管放在割槍的出氣口,用系統進行測試。如果不行,快速檢查的方法是僅在等離子氣打開的時候,感受割槍出氣口的氣體流動,此時可以感覺到渦流氣體實際上是有吸力的。如果電極表面有黑色殘渣,檢查氣體純度。快速的方法是紙巾測試法:放一張干凈的紙巾在割槍下面,通過系統,割槍進行吹氣,在紙上應該沒有水分或污染物。
情況二:電極完好、噴嘴損耗
如果電極幾乎是新的,而噴嘴是壞的,最有可能的原因是噴嘴出現雙弧線。如果等離子弧接觸到噴嘴,就會溶化噴嘴口的銅材料。噴嘴內側的損壞(如溝槽或穿孔),表明等離子壓力過低,這樣等離子弧就能接觸到噴嘴。通過增壓裝置檢查氣路是否漏氣,可用肥皂水檢查所有裝置。噴嘴外部損壞經常是割槍到切割工件的高度問題。首先,檢查穿孔高度,其高度應該是切割高度的2倍,這樣才能避免飛濺的熔渣,穿孔太低是噴嘴損壞的第一原因。檢查適當的割槍高度控制,如果在穿孔或切割時,割槍碰到板,噴嘴很快就會壞掉。如果噴嘴發熱、變成藍色或黑色,檢查保護氣路,保護氣路可幫助冷卻噴嘴,并保護割槍前端。
情況三:電極損壞、噴嘴完好
如果噴嘴是好的,電極有深的同心凹坑,等離子氣體流速可能太高。如果渦流氣太大,材料消耗就會越快。這將導致電極快速磨損,應檢查等離子氣體流量。
如果消耗件看起來是新的,而割槍不能起弧,新耗材可以起弧,問題就不是消耗件壽命問題,這是強制起弧。強制起弧,是由于等離子氣壓過大。通常,好電極和好噴嘴會因為起弧失敗而損壞,我們在割槍起弧的時候,會聽到噼啪聲。
提高易損件的使用壽命,不僅可以節約成本,還能提高切割效率和切割質量,為廠商提高盈利,正確的判斷和使用易損件將會帶來新的價值。
-
切割機
+關注
關注
4文章
297瀏覽量
18644
發布評論請先 登錄
相關推薦
激光切割機參數設置中焦點位置是什么?
激光切割機床的基本操作步驟
激光切割機參數設置中焦點位置是什么
激光切割機3000w能割多厚啊

金屬激光切割機的功率選擇多少比較好?
一文解析激光切割機工業連接器解決方案!
6000W激光切割機能夠切割的具體厚度由什么來確定

激光切割機型號參數
金屬激光切割機在廚具生產行業的應用有哪些
管材激光切割機在加工不同材料時有哪些差異?
數控精密激光切割機可用于切割哪些材料以及厚度






 工商網監
工商網監
評論