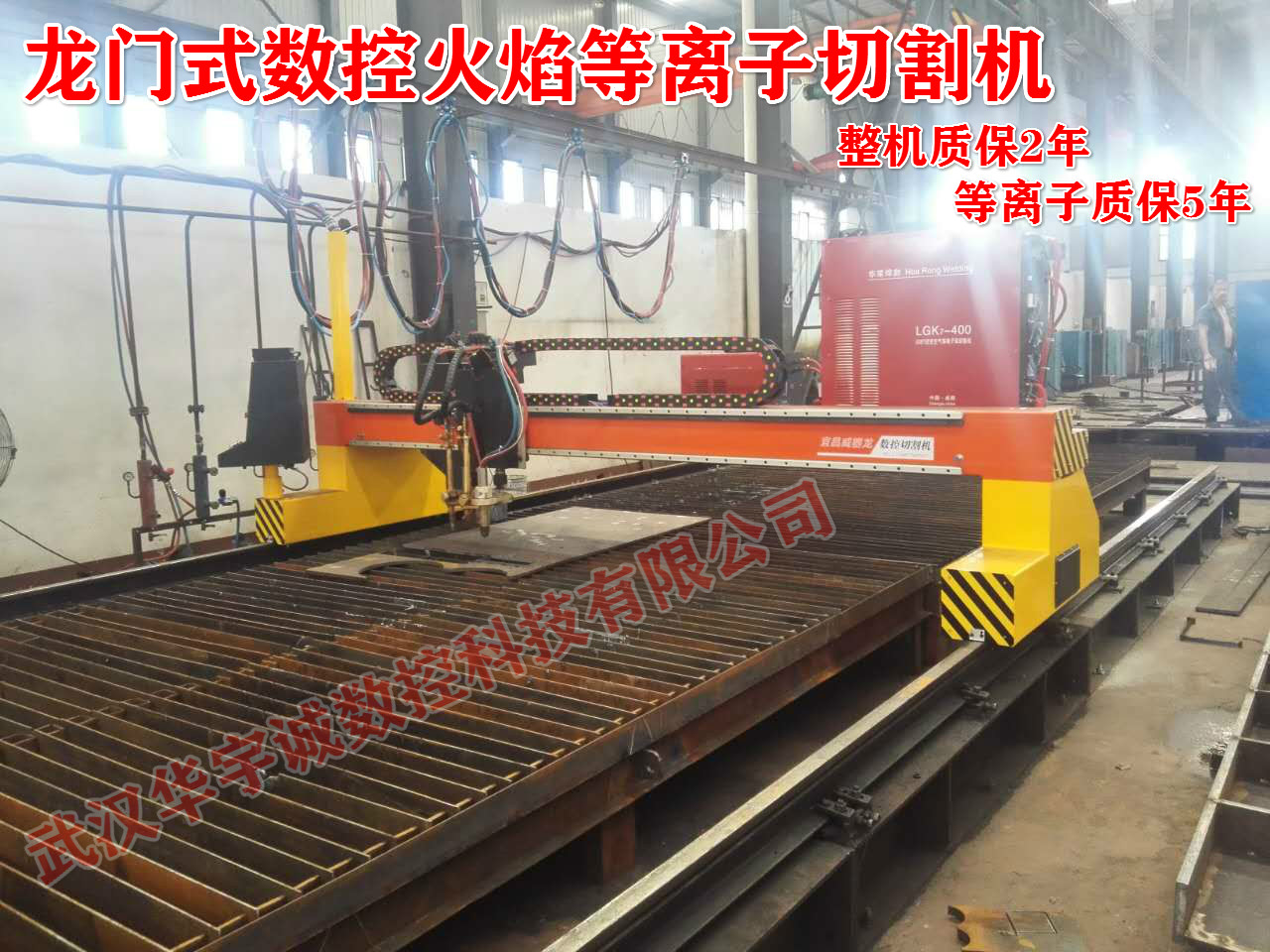
 數控等離子切割機常見故障原因及解決方法
數控等離子切割機常見故障原因及解決方法
數控等離子切割機不起弧什么原因_數控等離子切割機不打火不起弧怎么解決
等離子切割機在工作過程中,有時候會出現各種各樣的問題,我們就日常生產中,數控等離子切割機故障現象,總結了十大故障原因,以供參考。
故障一
現象說明:打開等離子切割機主機“電源開關”后,電源指示燈不亮。
原因分析和解決辦法:
1、“電源指示燈”壞:更換指示燈
2、2A保險絲壞:更換保險絲
3、無輸入三相380V電壓:檢查電源是否出問題
4、輸入電源缺相:使用萬用表檢查三相電源
5、電源開關壞:更換開關即可
6、控制板或主機壞:檢修
故障二
現象說明:接通輸入電源后,等離子切割機風扇不轉,但電源指示燈亮。
原因分析和解決辦法:
1、輸入三相電源缺相:使用萬用表檢查三相電源
2、風扇葉被異物卡住:異物清除即可
3、風扇電源插頭松動:重新插好即可
4、風扇引線斷:檢修
5、風扇損壞:檢修或更換
故障三
現象說明:接通輸入電源后,電源指示燈亮,風扇正常,但開啟“試氣”開關后無氣流噴出。
原因分析和解決辦法:
1、無輸入壓縮空氣:檢修氣源及供氣管道
2、空氣過濾減壓閥失靈,壓力表指示值為0,“氣壓不足”指示燈亮:調整減壓閥壓力或更換減壓閥
3、“試氣”開關損壞:更換開關
4、主機內電磁閥壞:檢修或更換
5、供氣管道漏氣或斷路:檢修
故障四
現象說明:開啟主機面板上的“試氣”開關,有氣流噴出,按動割炬開關,機器無任何反應。
原因分析和解決辦法:
1、等離子割炬開關壞或連接線斷:檢修或更換
2、等離子切割機面板上“切割”開關壞:檢修或更換
3、切割機主機控制板壞:檢修或更換
4、切割機因溫度等原因處于保護狀態:等待溫度正常
5、水路工作不正常,引起水壓過低保護:檢查水路和水壓閥
6、主機控變或相關線路、元件損壞:檢修
故障五
現象說明:接觸式可以切割,但非接觸式不能切割,試驗非轉移弧無火花噴出噴嘴。
原因分析和解決辦法:
1、15A熔斷器熔芯斷路:更換即可
2、減壓閥上氣壓過高:調節壓力
3、割炬中有零件損壞:檢查并更換
4、割炬受潮,壓縮空氣中水分過高:烘干,加濾水裝置
5、引弧線斷路:更換即可
6、割炬損壞:更換即可
故障六
現象說明:按動等離子割炬開關,噴嘴中有氣流,但“高檔”和“低檔”均不能切割。
原因分析和解決辦法:
1、輸入電源缺相:檢修
2、空氣壓力不足0.45Mpa:調節減壓閥壓力
3、輸入空氣流量過小:保證0.3m3/min
4、切割地線與工件接觸不良:重新夾緊或更換
5、割炬中電極噴嘴或其他零件損壞:跟換新配件
6、切割方法不正確:將噴嘴、工件放正確
7、等離子切割機割炬電纜斷裂:更換或重新連接好
8、主機中“火花放電器”間距過大或短路:間距保證0.5mm左右
9、主機中部分元件損壞如:壓力控制器等:檢修或更換
10、主機中控制板損壞:檢修或更換
11、等離子切割機割炬損壞:更換
故障七
現象說明:高、低檔只有一檔能工作。
原因分析和解決辦法:
1、切厚選擇開關壞或導線斷:更換
2、交流接觸器有一只損壞:檢查并更換
3、整流主變壞或相關導線斷路:更換或維修
故障八
現象說明:等離子切割機工作時等離子弧不穩定。
原因分析和解決辦法:
1、氣壓過低或過高:調整
2、割炬中電極或噴嘴燒損:更換
3、輸入交流電壓過低:調整輸入電壓
4、切割地線與工件接觸不良:重新夾緊或更換
5、切割移動速度過慢:調整切割速度
6、火花放電器不能自動斷弧:正常放電0.5s,檢修
7、主機中相關元件工作不正常:檢修
故障九
現象說明:切口過寬,切割質量欠佳。
原因分析和解決辦法:
1、切割速度過慢:調整速度
2、電極噴嘴已燒損:更換
3、切割材質和切厚與選擇開關檔位不符:選擇正確檔位
4、噴嘴型號不正確:更換正確型號的噴嘴
故障十
現象說明:等離子切割機用割炬燒壞。
原因分析:
1、金屬壓帽未壓緊
2、割炬導電連接處松動、漏水
3、割炬接頭處絕緣不良
4、割炬上陶瓷保護套已損壞,但未更換
5、壓縮空氣中水分過多
6、分列式切割機并機切割時割炬搞錯
7、電極燒損后未及時更換
8、水冷割炬工作時水路不正常,接口漏水
解決辦法:經常對等離子切割機割炬部分的各連接件進行檢查,保證各部分配合良好。
你知道數控等離子切割機不打火的原因嗎?面對這種問題一般是什么造成的?下面我們武漢華宇誠數控工程師與大家一起討論造成數控等離子切割機不打火的原因。
數控等離子切割機運用領先的技術已廣泛運用于機械、廣告、鈑金、造船、風機制造、鋼結構、汽車、壓力容易等各行各業,運用的行業多必然使用頻率也比較多,但在使用中總會或多或少遇到點小問題,遇到問題我們不要心急以平常心去對待去檢查,千萬不要煩躁,俗話說嘛沒有解決不了問題,
數控等離子切割機不打火有以下幾種可能:數控等離子切割機http://www.hycsk.com?
1、首先需要確認按鈕開關數否損壞,如損壞則需要及時更換;數控等離子切割機價格:http://www.hycsk.com/category-15.html?
2、看一下割槍上的電極噴咀是否安裝到位,尤其是如果電極噴咀如果質量不好即加工精度次的話容易引起電極噴咀間短路或者拉弧,如果是這樣的話就需要馬上更換優質的配件,以防止進一步損壞槍體,建議使用與割槍相同的廠家生產的電極噴咀;龍門式數控等離子切割機:http://www.hycsk.com/product-16.html?
3、還有一種可能,就是等離子切割機高頻引弧部分出了問題,按動按鈕,看火花放電器烏棒間是否有電弧通過(在控制部分有兩根或是三根黑色的金屬小圓棍,間距大約為50絲左右),如果能聽見繼電器的“咔、咔”聲,但烏棒間沒有電流傳過的話,可以試著調節一下火花放電器烏棒間的距離(注:切記在調節烏棒前切斷等離子切割機的電源!!!),但這需要比較專業的知識,盡量當心!數控精細等離子切割機http://www.hycsk.com/product-57.html?
有效提高等離子切割精度和效率的方法
隨著近年來等離子切割技術的快速發展,市場上等離子切割也得到更為廣泛的應用。等離子切割具備有切割成本低、切割速度快、切割范圍廣等特點,相比傳統火焰切割來說,具有更為廣闊的市場前景。從等離子切割原理來說,其關鍵是對等離子弧的控制上,由于其弧焰為紡錘形,針對不同厚度的材料切割,適宜的切割高度和速度將最終決定切割效果,這里武漢金嘉數控就等離子弧控制的幾點要素總結如下,希望能給大家帶來幫助。
1、避免等離子弧拉長、擴展
如果等離子弧只有拉長、擴展才能接觸到工作表面(等離子弧在切割開始和結束時均會產生這種拉伸和擴展),這將造成噴嘴的非正常損壞。如果采用正確的邊緣起點技巧,選用合適的“斷弧”信號時間,這個問題就能避免。
2、減少不必要的起弧時間
起弧時噴嘴和電極的消耗都非常快,所以在起弧前應將割炬放在切割工件的行走距離內。盡量不要對空起弧。 切割機接到“起弧成功”信號后應立即開始執行運行程序,而不應有暫停。
新方案解決大問題
在使用等離子切割系統之前,凝力使用傳統的火焰切割,員工需要進行手工排樣,需要人工計算下料的排列方式。這非常耗時間,而且通常會因為計算不精確而導致材料浪費。
張建平表示:“以前使用手工排樣時,排一塊板至少需要 1 個小時,而且我們仍然無法精確估計所需的版料,通常會造成浪費。”
這些因素,連同火焰切割較慢的切割速度,都使得在生產上消耗了大量時間。此外,用火焰切割板材容易變形,切割表面的光潔度不高而且需要二次加工。
為了滿足西北奔牛項目的要求,凝力需要提高生產效率。華強說服凝力購買了成套集成等離子系統。員工發現數控編程界面更容易操作。CNC 套料軟件 ProNest 2010 還能夠精確計算需要切割圖形的排料方法,使手工排樣成為了歷史。
張建平表示:“得益於 ProNest 套料軟件,編程變得更加簡單迅速了。”“在幾分鐘內就能自動調出預存的應用程序,計算需要切割圖形的排料方法,非常方便且易於操作,并且節約了大約5%的用料。”
在這種高性能系統下,切割的垂直度和光潔度都比火焰切割有了很大的改善,且不會留有掛渣,節省了二次加工的時間和人工。
完美的小孔切割
新型等離子系統的另一好處是其切割件非常乾凈、精確。精細圓孔技術使用了切割參數的一項特殊組合設置,以便產生完美的小孔。該技術在本質上消除了上大下小的錐度,因此,切割材料另一端的孔不會變窄,而是前後直徑相等。利用這種獨一無二的切割技術,起弧或收弧時產生的凸起不再是一個問題。凹坑也會降低孔的品質,而該技術在圓孔切割方面有了顯著改進,不需要人為干涉,自動化地有效消除了凸起或凹坑現象。
完美的切割件對凝力而言是一種有力的吸引,因為西北奔牛項目需要生產大量鑄石刮板機、配套減速器及綜合采配件等產品,而它們都有很多小孔需要切割。
“我們力爭為客戶做到最好,而且即使孔很小,我們也力求完美無瑕。我們選擇了海別得集成等離子切割解決方案,因為它能夠提供品質非凡的小孔切割,為我們的競爭力增加了一大真正優勢。”張建平如是說。
在采購這一新產品之前,公司的火焰切割設備沒有達到非常理想的效果。相反,還必須使用
鉆床
,這通常會導致孔變形。此外,使用鉆床鉆孔速度慢,單位零件加工成本很高,因為零配件不得不經常更換。
張建平表示:“新的集成等離子切割解決方案不僅代替了我們的火焰切割設備,而且也不再需要鉆床鉆孔。先前我們需要花費大量機械和人力才能完成的作業,現在僅僅使用一套系統即可完成,而且效果很棒。”
利用這一全新集成系統,凝力能夠在短時間內生產較高品質的切割件,完全滿足了項目要求。張建平補充道:“我們的生產效率得到了極大提高,而且我們很高興地看到,采用等離子幫助我們降低了大約 50% 的總成本。”
-
切割機
+關注
關注
4文章
297瀏覽量
18644
發布評論請先 登錄
相關推薦
自耦變壓器常見故障及解決方法
伺服電機常見故障及解決方法有哪些
BGA封裝常見故障及解決方法
邏輯分析儀的常見故障及解決方法
LCR數字電橋的常見故障及解決方法
激光切割機床的基本操作步驟
激光切割機3000w能割多厚啊
6000W激光切割機能夠切割的具體厚度由什么來確定

小區門禁系統常見故障及解決方法
激光切割機型號參數
編碼器7種常見故障及解決方法是什么?
金屬激光切割機在廚具生產行業的應用有哪些
數控精密激光切割機可用于切割哪些材料以及厚度






 工商網監
工商網監
評論