 制藥企業罐體保溫隔熱涂層的正確使用方法
制藥企業罐體保溫隔熱涂層的正確使用方法
【關鍵詞】罐體保溫、保溫涂層、保溫隔熱、福世藍技術、高分子復合材料
各行各業中常見的儲罐有很多種,根據材質不同大體上有:聚乙烯儲罐、聚丙烯儲罐、玻璃鋼儲罐、陶瓷儲罐、橡膠儲罐、不銹鋼儲罐等,按形式分類可分為立式儲罐、臥式儲罐等。儲罐作為儲存用具通常需要在罐體外層做一層保溫,使罐體內部介質不受外界溫度因素影響,本文結合案例針對罐體保溫涂層進行講解。
立式儲罐保溫要求
立式保溫罐具有節能、消聲、耐腐、生產能力強,清洗方便等優點,廣泛用于乳品行業、食品、制藥、化工、飲料等工業部門,作為加熱、保溫、殺菌處理或貯藏水液的必需設備,其具有以下保溫要求:
罐體保溫:保溫層保溫體的內部溫度使其熱能不和外界產生熱交換(對流、輻射、傳遞),保證生產的必須溫度,使內部熱量得到最大限度的利用,達到節能的目的。
防止強烈的外熱輻射,使外界熱量不能傳導到被保溫體內部,以致影響被保溫體的正常溫度,甚至損害設備、零部件、儀表等。
防止外界低溫影響被保溫體內部的工作溫度, 導致損害管道、設備、儀表等。
制藥企業真空儲罐溫度過高應用保溫涂層解決問題
山東某制藥企業在生產運行過程中,其室外冷凝液及真空儲罐在當下季節出現溫度過高問題,十分影響冷凝液的使用。企業了解到福世藍納米隔熱保溫材料,其優越的隔熱保溫性能及簡單的操作工藝完全勝任該設備的使用要求,企業方即與我司聯系并達成合作。
通過后續的跟蹤回訪,企業指出我司材料輕質、疏松、導熱系數低,能夠有效地阻斷熱傳導,并且作為疏水材料防結露效果良好,能夠有效地防止罐身表面生銹,并且能夠避免因外界溫度過高導致儲罐內冷凝液的內部揮發,排除安全隱患,降低車間真空泵排氣及罐體排空二級冷凝裝置和末端樹脂吸收裝置VOC的處理壓力。通過此次合作,企業高度認可我司保溫隔熱材料,為以后的發展奠定了基礎。
福世藍納米隔熱保溫材料性能介紹
福世藍?納米隔熱保溫涂料是以納米真空陶瓷微珠和丙烯酸酯聚合物等多種成分復合而成的,一種單組分、工藝性能良好的新型環保水性漿料。可以直接涂抹在熱力管道、高溫設備、建筑內外墻等表面,使用溫度范圍為-60℃~200℃。涂層表面可依需要涂刷一層耐高溫防水耐酸堿面漆(水性較佳),增強防水防塵和耐酸堿能力,也易于清潔。
福世藍納米隔熱保溫涂料耐高溫、高效阻熱,低比重,通過阻擋三種熱傳導方式(對流,傳導和輻射)來完成高耐熱保溫。涂料的真空微球聚合涂層結構能阻止和散射超過76%的熱輻射。多功能、適用范圍廣,可用于任何外形的物體上,干燥后形成有彈性的聚合物涂層,擁有優良的隔熱性能和優越的防護性能,使強化分子制造出中空環境產生隔絕熱量的性能。安全環保,不含甲醛等有機揮發毒性物質,無污染環境,對人體無害。經久耐用,附著力強,不易脫落開裂。施工方便,直接噴涂或刷涂均可,物體表面溫度達到+60℃仍能繼續施工。
福世藍納米隔熱保溫涂料的兩種操作工藝
福世藍納米隔熱保溫涂料主要施工工藝有兩種,噴涂工藝和刮涂工藝,基本流程如下:
1、材料噴涂工藝:
材料攪拌要求
福世藍納米保溫材料在施工前需要進行攪拌均勻,請在材料分裝前在包裝桶內進行攪拌混合,建議使用電動攪拌機進行混合,攪拌槳葉使用錨式、推進式和槳葉式。攪拌速度和攪拌時間以現場包裝大小而定,建議1分鐘300轉以下攪拌5-7分鐘,手動10~15分鐘(用攪拌錘等專業攪拌工具應上下翻動攪拌)。攪拌以達到漿料均勻無結塊無分層為標準,攪拌后如奶油狀態。(注:加水量應依工具而定,因保溫成分比重小過稀易發生分層現象,所以不建議加水過多)
福世藍納米保溫材料可以根據現場施工環境和施工工藝進行稀釋,但總稀釋率不大于5%,一般建議刮涂時可不加水稀釋,噴涂施工稀釋率為1%~5%,加水多少應依現場溫度環境、工具而定,因保溫成份比重小,過稀易發生分層現象。
福世藍納米保溫材料建議在基體溫度20-60℃、環境濕度小于50%的工況下進行施工,采取多層涂刷,每層厚度0.5-1.5mm,每一遍涂刷表干后方可進行第二遍涂刷。
材料噴涂工藝
使用本公司提供的指定型號噴槍對福世藍納米保溫材料進行噴涂施工。
噴涂前仔細閱讀噴槍使用說明書,將噴槍組裝好,并進行調試,調試噴涂前通過調節噴槍的液量和氣量按鈕,對噴涂效果進行調試。使用本噴槍噴涂過程中,不能停噴,如果每次停噴時間超過5分鐘,需要將噴槍徹底清洗干凈后再繼續噴涂。
噴涂單層厚度不得超過1.5mm,第一層噴涂薄薄一層(0.5mm左右)進行打底,每層施工完成后需表干后再進行第二層噴涂,但如果材料未完全表干進行第二層噴涂易造成材料流掛、鼓包、開裂等情況,影響材料粘接力及保溫效果。噴涂時氣壓要求75~120PSI,攪拌器建議使用螺旋形攪拌頭,噴槍建議使用水包水噴槍,口徑選擇4.0mm,大工程施工建議使用高壓無氣噴槍壓力范圍低于3.5MPa。
2、材料刮涂工藝
使用泥瓦刀或其他合適工具對福世藍納米保溫材料進行刮涂施工。
刮涂時無需加水,或根據現場情況微加水,在充分攪拌到呈膏體狀時即可直接刮涂。
刮涂單層厚度不得超過1mm,第一層刮涂薄薄一層進行打底,每層施工完成后需表干后再進行第二層刮涂,但如果材料未完全表干進行第二層刮涂易造成材料流掛、鼓包、開裂等情況,影響材料粘接力及保溫效果,逐層增加厚度至要求厚度。
材料固化
干燥時間:表干30min/50℃(環境溫度濕度影響),24小時實干(環境溫度濕度影響)。全部施工完畢后需靜置48小時后,檢查材料固化情況。
現場施工案例

發布評論請先 登錄
相關推薦
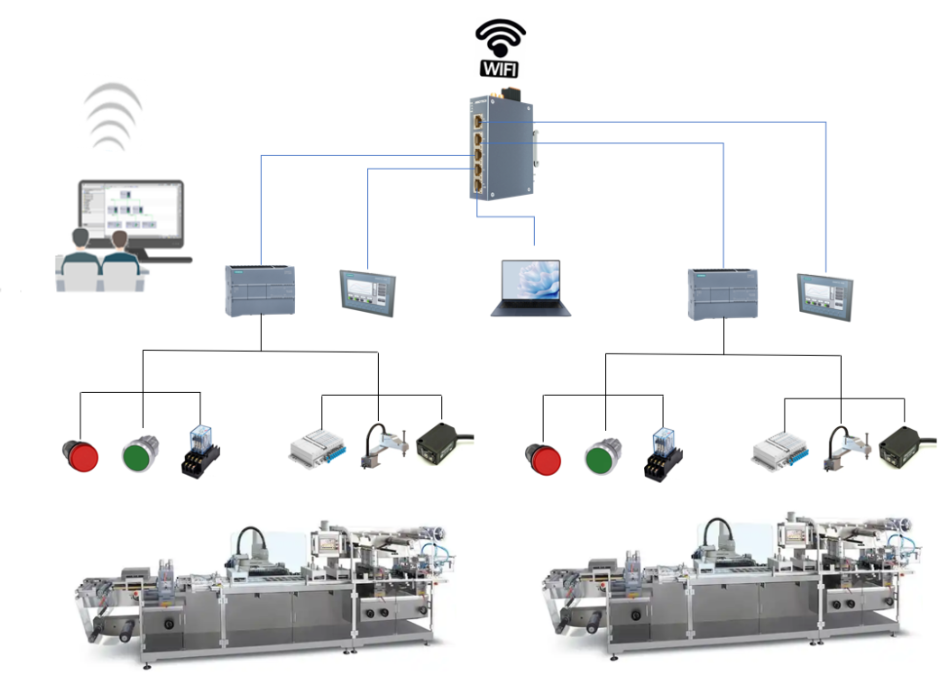
安全、便捷、效率高,明達邊緣計算網關助力制藥裝備企業遠程調機
頻閃儀的正確使用方法
光纖收發器的使用方法和注意事項
紙機烘缸端面隔熱保溫,用哪種技術可以取得更好的效果?

Tektronix 電流探頭的正確使用方法

任意波形發生器的使用方法
光纖熱縮管正確使用方法
制藥裝備企業如何實現制粒機遠程監控和運維管理






 工商網監
工商網監
評論