 冷軋軋機減速機軸承室磨損修復,離線維修和在線維修,你怎么選?
冷軋軋機減速機軸承室磨損修復,離線維修和在線維修,你怎么選?
某冷軋廠軋機減速機軸承室磨損,共8個軸承室,均有磨損,其中4個磨損量較大,1mm左右,其余輕微磨損,0.2mm左右。
針對軸承室磨損問題,傳統解決辦法主要靠堆焊后機加工、熱噴涂和電刷鍍等手段來進行,而且均存在一定弊端,無論是堆焊后機加工還是熱噴涂方式,都避免不了熱應力無法消除的現象。易造成材質損傷,導致部件出現彎曲或斷裂;且需要將設備拆除后進行場外修復,無法滿足現場修復條件。
減速機軸承室磨損的最優解決方案:
使用高分子復合材料修復工藝可以再現場第一時間完成軸承室的修復工作,利用軸承室未磨損的部位作為基準進行定位沒使用刀口尺沿基準面刮涂材料,可以保證修復后的精度滿足設備運行條件。 在現場有限的條件下快速有效的解決軸承室磨損問題。
這種高分子復合材料修復工藝既無熱影響,修復厚度也不受限制,產品所具有的金屬材料不具備的退讓性,確保修復部位百分百的接觸配合。在保證修復精度和滿足安裝要求的基礎上,修復周期短,一般8-12小時內完成修復和安裝工作。可極大地縮短停機時間、降低勞動成本,現場可修復,避免機加工的方法。本文案例采用的是福世藍2211F金屬修復材料。
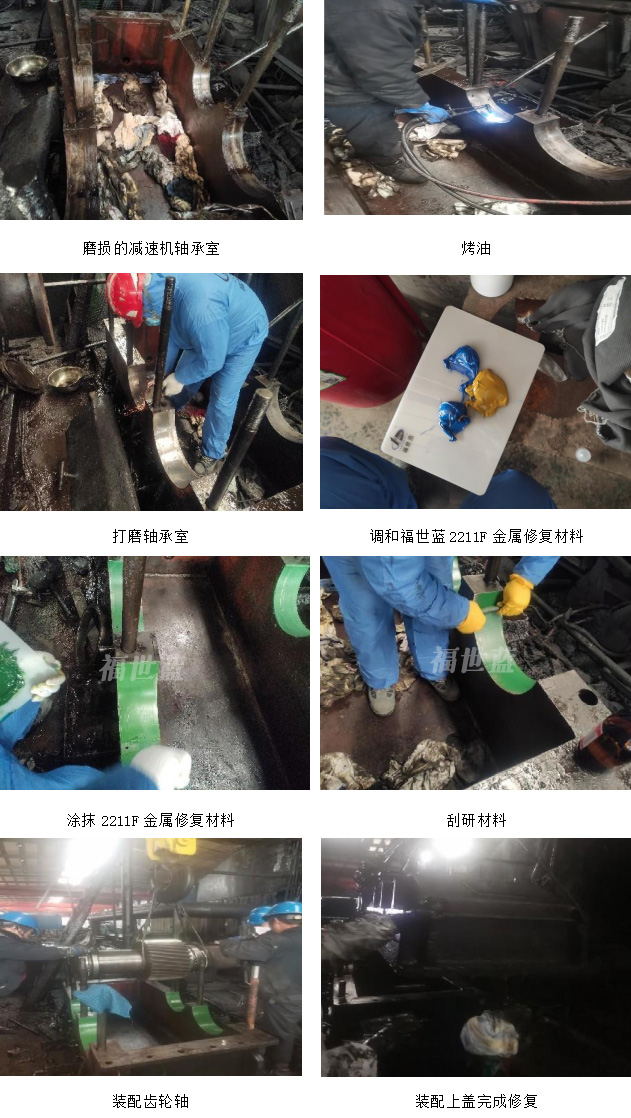
減速機軸承室磨損的現場維修案例:
(1)軸承室表面處理:烤油,打磨,確保表面干燥、干凈、結實。
(2)無水乙醇擦拭表面;
(3)按比例調和福世藍2211F金屬修復材料至無色差;
(4)軸承外圈表面薄薄涂一層803脫模劑;
(5)將材料涂抹至磨損表面,使用標尺或刀口尺沿基準面刮出修復尺寸;
(6)等待材料固化,固化后用細砂紙仔細研磨修復表面,去除多余材料;
(7)修復結束后,在軸承室內部再薄薄涂一層材料,直接裝配軸承;
(8)固化8-12小時后方可開機運行;
(9)修復完成。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
修復
+關注
關注
1文章
718瀏覽量
22751 -
減速機
+關注
關注
2文章
550瀏覽量
24183
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論