 淺談無鉛錫膏波焊特殊情況分析
淺談無鉛錫膏波焊特殊情況分析
一、無鉛錫膏波焊特殊現象
1、QFP二受熱銲點劣化
當在電路板正面的某些QFP引腳上進行無鉛錫膏的先行回焊牢固后,當它們再次進入底面進行無鉛波焊的二次高熱時,有時候會發現有幾根腳會出現熔脫浮離的不良現象(事實上,當電路板反面進行二次回焊時會更加糟糕)。
方法:完全排除任何鉛的來源,避免使用含鉍的引腳皮膜或銲料,徹底杜絕局部低熔點的發生才是正途。
2、不可多次波焊以免失環
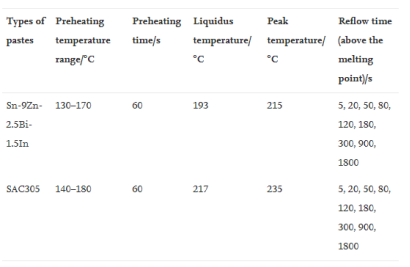
採SAC合金進行波焊者,其錫溫常高達260一265℃經4—5秒之強熱錫波接觸后,待焊面PTH孔緣已遭嚴重蝕銅,故最好的解決辦法是只實施單次波焊。當需要進行二次過波補焊時,孔緣銅層會被蝕薄,甚至可能導致底板面上的銅環遭到錫波的衝刷帶走而造成失環。故儘可能不要進行二次波焊以減少報廢。
3、底板面亦可進行QFP的波焊
電路板廠通常的做法是先對正面的電路板進行錫膏回焊,然后翻轉電路板架起來,對底面印刷錫膏,把所有SMT和QFP元件以及波焊插腳進行架空回焊。最后才對插腳元件在托盤保護下進行底面局部波焊。如此一來總共要經過三次無鉛的強熱折磨,電路板材及各種元件均將遭到嚴重的傷害。
4、頂面孔環應加以縮小
PCB的設計規范和工具(Layout軟件)多半繼承了多年來有鉛焊接的傳統。事實上無鉛銲料由于內聚力增大以致沾錫能力(指上錫或散錫)較差,正常揚波泵浦之轉速下,欲推送錫波~,I/L頂甚至溢出而沾滿正面孔環者,其機會已經不多OJ—STD一001D在其表6—5中對Class2、3的板類,也只要求進孔錫量到達75%即已及格。OSP皮膜的頂面孔環的大小不一定要和底面的大小相同,否則外圍會留有無錫的露銅,這樣受損的OSP皮膜很難保證銅面在后續使用中不生銹也不會遷移。
5、多孔區填錫會造成爆板
老式設計在BGA腹底板中經常密設眾多通孔,做為多層佈線的層間互連功用。當這樣的密孔區域通過錫波填錫時,涌入的大量熱能必然會考驗多層板在Z方向的耐受性極限,往往會導致板在Z方向的開裂甚至斷裂。此外,密孔區域還有一種填料,用于連接器的引腳插入焊接。此時,雖然涌錫帶來的熱量仍然很大,但有些被引腳吸收,所以其板材Z方向的裂紋低于空孔。此等危機只要孔銅厚度還夠(0.7mil以上),鍍銅層的延伸率(Elongation)尚能維持在20%以上者,
-
電路板
+關注
關注
140文章
4954瀏覽量
97719 -
錫膏
+關注
關注
1文章
823瀏覽量
16698
發布評論請先 登錄
相關推薦




無鉛錫膏有哪些優缺點?

無鉛錫膏焊后不光滑的原因分析








 工商網監
工商網監
評論