

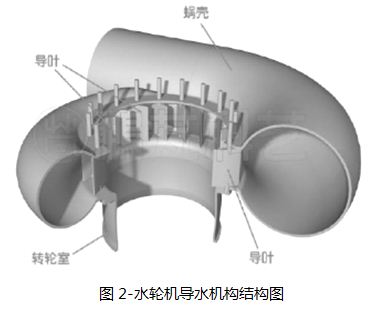
關鍵詞:水輪機,過流部件,磨蝕,修復保護
水輪機過流部件的氣蝕、磨蝕會使設備在運行中產生振動和噪音,造成設備運行效率低下、大修頻繁、使用壽命縮短,嚴重影響到機組的穩定,甚至威脅到整個電網的安全運行,解決水輪機的磨蝕問題日益迫切。下面小編結合案例簡要講一下水輪機過流部件磨損的原因及如何解決水輪機過流部件的磨損問題。
一、設備問題及原因分析
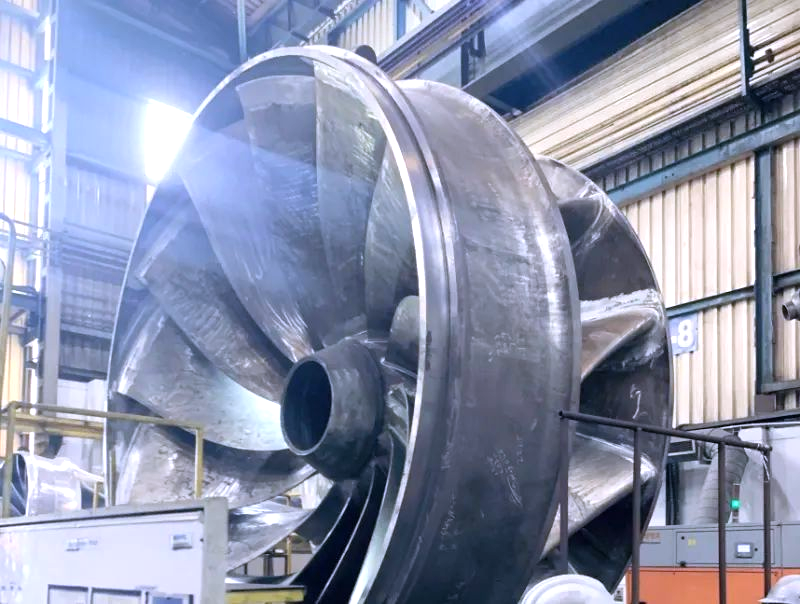
通常情況下,水輪機及其重要部件經含有大量泥沙的高速水流流過時,極易對其造成損傷,其損傷方式主要包括三種:
(1)沖蝕磨損:一些小而松散的流動粒子對材料形成沖擊的情況下材料表面出現破壞時稱這一磨摸現象為沖蝕磨損。攜帶固體粒子的流體包括液流和高速氣流,液流為泥漿型中蝕,而高速氣流會產生噴砂型沖蝕。
(2)氣蝕磨損:氣蝕磨損是指水流在局部地區流速增高的情況下會產生汽化,這就出現了破壞現象,將其稱為氣蝕磨損
(3)沖蝕與氣蝕的復合磨損:高速水流在含量有泥沙和氣泡的情況下對流過的材料產生磨損被稱之為沖蝕與氣蝕的復合磨損,通常水電行業將其稱之為磨蝕。水輪機產生沖蝕與氣蝕的復合后損主要是在水、氣和沙的共同作用下形成的,這是我國水電設備嚴重受磨蝕的主要原因。
二、水輪機過流部件氣蝕、磨蝕解決方案---高分子材料涂層保護技術分析
水輪機的過流部位產生損傷后,常用的處理方法有電鍍、耐磨焊條堆焊或噴焊、陶瓷膠泥刮涂,嚴重部位采用碳化鎢噴涂等處理方式。以上方法均存在一定弊端,補焊高溫產生的熱應力無法完全消除,易造成材質損傷,導致部件出現變形。電刷鍍受涂層厚度限制,容易出現剝離脫落現象。而碳化鎢等處理方式價格高昂,嚴重增加電站的維護成本。
采用高分子材料實施表面涂層是目前行之有效的保護措施之一。表面涂層保護可廣泛應用于磨蝕、氣蝕、腐蝕部位的修復和預保護涂層。其具有良好的耐化學性能及優異的力學性能和粘接性能。與傳統的焊接修補相比,防腐涂層保護技術具有施工簡便、成本低、安全性高、修復效果好的特點。可以為部件提供一個長久的保護涂層。
三、高分子涂層操作步驟
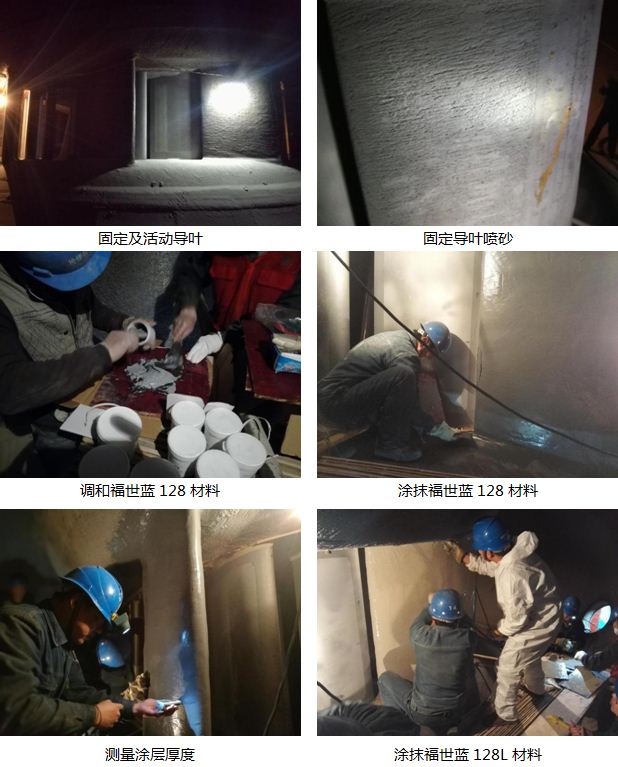
1、做好現場相應安全措施,保證施工安全,固定支架,便于現場作業;
2、用噴砂機將待保護導葉表面進行噴砂,達到Sa2.5標準;
3、用壓縮空氣將灰塵吹干,用無水乙醇(分析純)清洗噴砂后的表面,要求清洗徹底;
4、如噴砂后間隔時間較長表面需噴預處理劑,晾干,避免再次生成氧化層;
5、將調和均勻的福世藍128材料均勻涂抹在導葉表面,保證厚度不低于1mm;
6、材料固化。24℃時固化24小時,溫度每提高11℃固化時間縮短一半;
7、固化后使用砂帶等工具打磨材料表面局部高點及釉質面,并使用無水乙醇清洗干凈;
8、將均勻調和的福世藍128L材料覆蓋在128材料表面,確保涂覆無漏涂、流掛、針孔、氣泡;
9、材料達到固化要求后即可投入使用。后期應避免修復部位承受撞擊及敲擊。
現場圖片:
-
修復
+關注
關注
1文章
718瀏覽量
23135 -
水輪機
+關注
關注
0文章
43瀏覽量
8843
發布評論請先 登錄
變頻器過流(oc)類故障原因分析及處理
過流保護的講解(可下載)

變頻器過流(OC)故障維修及案例分析

發電機工作原理及其轉換效率
過流保護和過電流保護的區別是什么
LDO穩壓器的過流保護機制
水輪機調速系統仿真測試儀操作說明——每日了解電力知識

過流保護器怎么復位
過流保護器怎么判斷好壞
過流保護是變壓器的主保護對嗎
僅1小時!KSCAN-Magic精準駕馭4米以上水輪機葉片三維檢測





 工商網監
工商網監

評論