 鋁合金激光焊接技術(CRT脫機激光焊接示教系統)
鋁合金激光焊接技術(CRT脫機激光焊接示教系統)
1.鋁合金激光自熔焊接
激光自熔焊接是指以高能量密度激光束為熱源,沖擊到母材表面,使母材自身熔化,形成焊接接頭的焊接方式。對于鋁合金激光焊接來說,鋁合金表面對激光的反射率高,焊接時需要較大的激光功率;激光光斑直徑小,對焊接工裝的精度要求高,對零件間隙容忍值低,通常要求零件間隙值在0.2mm 以下;焊接過程中加熱和冷卻速度快,焊接氣孔缺陷多,激光能量密度集中,匙孔效應易導致焊縫下凹和咬邊的現象,因此,對焊接工藝參數有較高的要求。激光自熔焊接在鋁合金焊接中體現出了焊接質量好、焊接速度快及易于自動化等優勢,在汽車行業中應用廣泛。在電動汽車行業中,動力電池殼體的密封主要采用的是鋁合金激光自熔焊接。國內某新能源汽車企業的鋁車身中,門總成及側圍結構件的焊接也采用的是鋁合金激光自熔焊接。
2.鋁合金激光填絲焊接
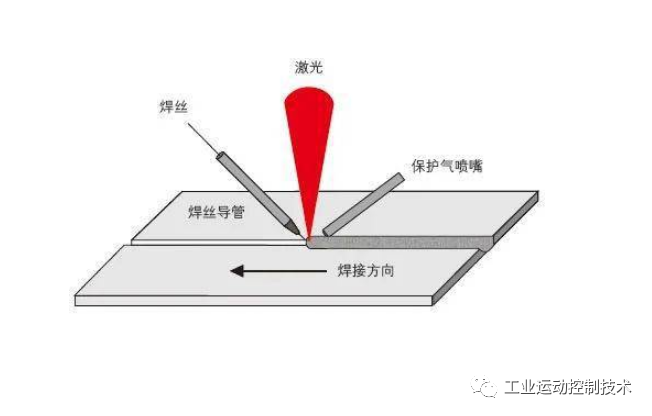
激光填絲焊接中激光仍然作為主要熱源來熔化被焊金屬,但利用自動送絲裝置向熔池內不斷送入填充金屬來實現冶金連接的過程。與激光自熔焊接相比,激光填絲焊接放寬了對焊接工藝間隙精度的要求,通過填充不同成分的焊絲,改善焊縫的冶金性能,防止產生焊接熱裂紋和氣孔,提高了焊接過程的穩定性和接頭力學性能。
鋁合金激光填絲焊接具有外觀質量好、工藝間隙精度較激光自熔焊接寬松等特點,通常應用在車身外觀面,如頂蓋與側圍之間,行李箱蓋外板上下板之間,也有一些車型為了得到更高的焊接質量而采用激光填絲焊接來焊接鋁合金車門。
3.鋁合金激光-電弧復合焊
激光一電弧復合焊接是將激光和電弧2種物理性質,能量傳輸機制截然不同的熱源復合在一起,并共同作用于被焊工件,既充分發揮了2種熱源各自的優點,又相互彌補了各自的不足。在鋁合金激光一電弧復合焊接中,電弧可以引導激光熱源,提高鋁合金對激光的吸收能力以及焊接過程中的能量利用率,并且焊縫表面成形性比激光自熔焊接好。
此外,電弧的引入能大大降低對焊接工件的裝卡精度,同時電弧對激光焊的等離子有稀釋作用,可以降低等離子體對激光的屏蔽作用。激光對電弧的穩定起到重要作用,使電弧在高速焊接時能穩定地作用在接頭上,可以改善接頭焊接質量,提高焊接速度。
-
crt
+關注
關注
2文章
81瀏覽量
36089 -
焊接
+關注
關注
38文章
3292瀏覽量
60386
發布評論請先 登錄
相關推薦


激光焊接技術在焊接鉬銅合金的工藝探究

激光焊接技術在焊接鎳合金的工藝應用


CRT激光焊接示教系統功能詳解及應用場景與效益分析

激光焊接技術在焊接醫療鎳鋁焊接的工藝應用

激光焊接技術在焊接鎳鉻合金的工藝優點



激光焊接手持盒示教系統和激光焊接電腦操作系統,哪個更好用?

激光焊接技術在焊接鎳鈦合金的工藝應用






 工商網監
工商網監
評論