") 詳解高功率激光切割中不良現(xiàn)象的排除技巧
詳解高功率激光切割中不良現(xiàn)象的排除技巧
高功率切割市場(chǎng)現(xiàn)狀
隨著激光行業(yè)的發(fā)展和下游產(chǎn)業(yè)需求的變化,高功率的激光切割設(shè)備已逐漸成為市場(chǎng)關(guān)注的熱點(diǎn)。高功率激光切割憑著速度和厚度上無(wú)可比擬的優(yōu)勢(shì),目前已獲得了市場(chǎng)的廣泛認(rèn)可。
但由于高功率激光切割技術(shù)尚處于普及的初級(jí)階段,部分操作人員對(duì)高功率激光切割工藝的掌握還不是很熟練,對(duì)生產(chǎn)調(diào)試中出現(xiàn)的不良現(xiàn)象往往不知所措。
針對(duì)高功率切割中的不良現(xiàn)象,現(xiàn)在為大家?guī)?lái)幾個(gè)排查技巧。助您調(diào)試出合適的激光切割工藝參數(shù),降低不良工件帶來(lái)的損失,從另一個(gè)角度助您降本增效。
高功率激光切割過(guò)程中產(chǎn)生不良工件的原因很多,主要從以下四個(gè)方面來(lái)排查。
一、基礎(chǔ)原因排查
發(fā)現(xiàn)切割效果不良,應(yīng)首先排查以下原因:
1、鏡片是否有污染;
2、噴嘴是否損壞;
3、光是否在噴嘴中心;
4、陶瓷體是否破損漏氣。
二、消除斷面帶條紋的方法
可能原因:
1、噴嘴選型不對(duì):噴嘴過(guò)大;
2、氣壓設(shè)置不對(duì):設(shè)置氣壓過(guò)大導(dǎo)致過(guò)燒有條紋;
3、切割速度不對(duì):切割速度過(guò)慢或過(guò)快也會(huì)引起過(guò)燒。
解決辦法:
1、更換噴嘴,更換直徑小的噴嘴,例如16mm碳鋼亮面切割,可選擇高速?lài)娮霥1.4;20mm碳鋼亮面可選擇高速?lài)娮霥1.6;
2、減小切割氣壓,提高端面切割質(zhì)量;
3、調(diào)整切割速度,功率與切割速度匹配合適,才能達(dá)到如下右圖效果,
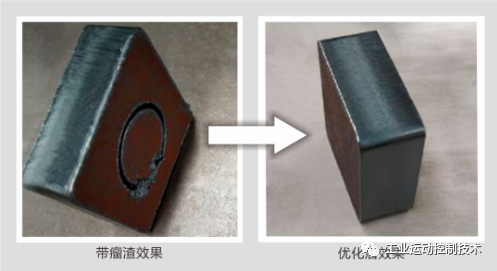
三、消除底部瘤渣的方法
可能原因:
1、噴嘴選用過(guò)小,切割焦點(diǎn)不匹配;
2、氣壓過(guò)小或過(guò)大,切割速度過(guò)快;
3、板材材質(zhì)差,板材質(zhì)量不好,小噴嘴很難去除瘤渣。
解決辦法:
1、更換大口徑噴嘴,調(diào)整正焦焦點(diǎn)到合適位置;
2、增加或減小氣壓,直至氣流量適當(dāng);
3、選用好的板材。
四、消除底部毛刺的方法
可能原因:
1、噴嘴口徑偏小,無(wú)法滿(mǎn)足加工要求;
2、負(fù)離焦不匹配,應(yīng)該加大負(fù)離焦,調(diào)制適當(dāng)位置;
3、氣壓壓力偏小,導(dǎo)致底部有毛刺,無(wú)法充分切割。
解決辦法:
1、選用大口徑噴嘴,可以增加氣流量;
2、增加負(fù)離焦,使切割斷面到達(dá)底部位置;
3、增大氣壓,可以減少底部毛刺。
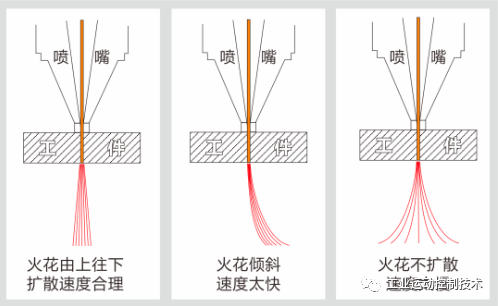
如何參照火花判斷切割速度是否合理
1、切割速度合理:切割火花是由上往下擴(kuò)散,切割面平穩(wěn),下部無(wú)熔渣;
2、切割速度過(guò)快:切割火花傾斜;
3、切割速度過(guò)慢:切割火花呈現(xiàn)不擴(kuò)散且少,凝聚在一起。

-
激光
+關(guān)注
關(guān)注
19文章
3197瀏覽量
64462 -
切割
+關(guān)注
關(guān)注
0文章
75瀏覽量
15990
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
常見(jiàn)PCBA錫膏焊接不良現(xiàn)象有哪些?

迅鐳激光高功率切割設(shè)備中標(biāo)山東高速
激光切割機(jī)參數(shù)設(shè)置中焦點(diǎn)位置是什么?
激光切割屬于哪種加工方式
激光切割的原理和操作方法
激光切割機(jī)床的基本操作步驟
激光切割板材厚度與焦點(diǎn)之間的關(guān)系
激光切割如何調(diào)整焦點(diǎn)位置
激光切割機(jī)參數(shù)設(shè)置中焦點(diǎn)位置是什么
SMT貼片常見(jiàn)不良現(xiàn)象分析匯總

SMT焊接中常見(jiàn)的不良現(xiàn)象有哪些?

SMT中出現(xiàn)透錫不良現(xiàn)象怎么辦?

金屬激光切割機(jī)的功率選擇多少比較好?
在激光切割過(guò)程中,如何減少熱影響區(qū)

全自動(dòng)激光切管機(jī):高效、精確的切割利器





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論