") 大功率光纖激光內(nèi)孔熔覆裝備開(kāi)發(fā)及應(yīng)用
大功率光纖激光內(nèi)孔熔覆裝備開(kāi)發(fā)及應(yīng)用
近年來(lái),國(guó)內(nèi)激光技術(shù)發(fā)展迅猛,以液壓支架立柱的激光熔覆經(jīng)驗(yàn)為技術(shù)借鑒,利用激光熔覆技術(shù)在構(gòu)件的外表面形成熔覆層,既可以提高構(gòu)件的耐磨損、耐腐蝕性能,又可以對(duì)存在磨損、腐蝕的構(gòu)件進(jìn)行制造與再制造。但是,缸體的內(nèi)部狹窄,現(xiàn)有的激光器和熔覆工藝不能實(shí)現(xiàn)對(duì)缸體內(nèi)壁熔覆,阻礙了激光技術(shù)在內(nèi)壁熔覆方面 的工業(yè)化應(yīng)用。如何對(duì)缸體內(nèi)壁進(jìn)行激光熔覆, 是一項(xiàng)值得研究的技術(shù)問(wèn)題。
針對(duì)現(xiàn)有技術(shù)的種種不足,提出了一種有效地提高缸體內(nèi)壁的耐磨損性能,延長(zhǎng)立柱的使用壽命,提高對(duì)缸體內(nèi)壁進(jìn)行激光熔覆的可操作性,適應(yīng)企業(yè)高科技、自動(dòng)化發(fā)展需要的缸體內(nèi)壁的熔覆方法,包括開(kāi)發(fā)設(shè)計(jì)內(nèi)壁熔覆裝備系統(tǒng)和技術(shù)工藝驗(yàn)證,以期對(duì)激光熔覆內(nèi)壁技術(shù)應(yīng)用提供一些實(shí)際參考。
1 實(shí)驗(yàn)材料及方法
所用合金粉末為自主研發(fā)的鐵基合金粉末SN-135,粉末粒度為-100~+270 目,成分配比如表1所示。所用基材為液壓支架用油缸,規(guī)格為Φ500×30×1500mm,母材為 27SiMn,成分如表 2 所示。
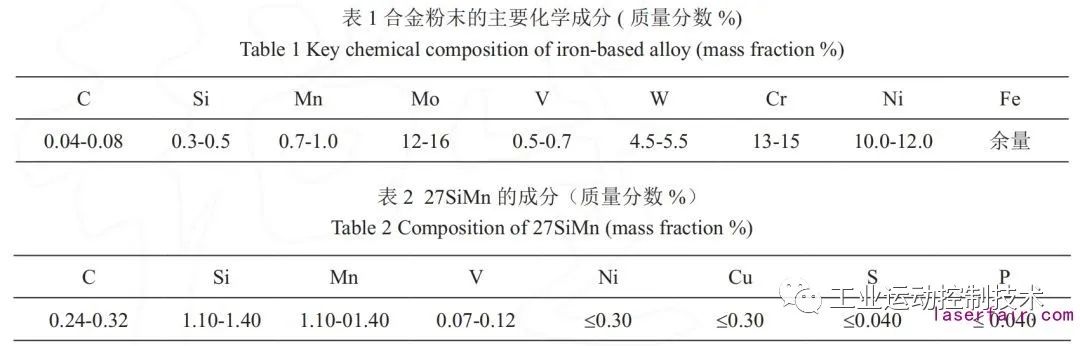
選用光纖激光加工系統(tǒng),激光功率為4000-4200W,激光光斑為矩形,其尺寸為10mm×2mm,焦距為150mm,激光掃描線速度為500-750mm/min,步距為5mm/s,送粉速度為20-30g/min,所用激光飛濺防護(hù)氣體為氬氣,載流氣體量為 8-15L/min,單邊熔覆厚度為 1-2mm。
熔覆試樣經(jīng)機(jī)械加工后電火花線切割取環(huán)形試樣進(jìn)行中性鹽霧實(shí)驗(yàn)(試驗(yàn)溫度35±2℃,鹽霧沉降率 1.2ml/80cm2?h,5%NaCl 溶液)。沿垂 直于掃描方向線切取 10 mm×10 mm×10 mm 試 塊,經(jīng)砂紙打磨并拋光后,使用 HVS-1000A 數(shù)顯顯微硬度計(jì)進(jìn)行硬度梯度檢測(cè);經(jīng)4%硝酸酒精溶液腐蝕,使用蔡司AxioLab.A1 金相顯微鏡觀察 熔覆層組織結(jié)構(gòu)。以 50 mm×50 mm 的平面規(guī)格 從缸體上切取熔覆區(qū)域和未熔覆區(qū)域的弧形試樣,做表面壓平處理,制取圓形端面摩擦磨損試樣, 規(guī)格為 Φ43×8mm。
2 內(nèi)孔熔覆裝備設(shè)計(jì)
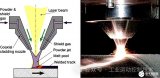
內(nèi)孔表面激光熔覆加工頭主體結(jié)構(gòu)集成了激光光路系統(tǒng)、水冷系統(tǒng)、送粉系統(tǒng)、氣路系統(tǒng)等,由于使用空間限制,激光內(nèi)孔熔覆加工頭的設(shè)計(jì)相比于普通表面熔覆有其特殊性及難點(diǎn)。針對(duì)實(shí)際應(yīng)用需要設(shè)計(jì)了內(nèi)孔熔覆頭、導(dǎo)光筒、氣體保護(hù)裝置、送粉嘴固定調(diào)節(jié)裝置,并重點(diǎn)設(shè)計(jì)制造 了短焦距積分鏡。
(1) 內(nèi)孔熔覆頭:分別設(shè)計(jì)了適用于大孔徑 和小孔徑內(nèi)孔熔覆用熔覆頭,熔覆頭適用波長(zhǎng)≤1064nm,具備光纖接口QBH接口,可熔覆內(nèi)孔深度最大至1500mm,送粉形式為單路旁軸送粉。小孔徑內(nèi)孔熔覆頭的可承受功率≤3.0kW,可 實(shí)現(xiàn)熔覆的內(nèi)孔內(nèi)徑范圍為 100-300mm;大孔徑 內(nèi)孔熔覆頭的承受功率 ≤5kW,適用內(nèi)孔內(nèi)徑> 300mm。
(2) 積分鏡:設(shè)計(jì)了焦距 150mm,光斑尺寸 15×2.5mm 的積分鏡。
(3) 導(dǎo)光筒:本設(shè)計(jì)將導(dǎo)光筒模塊化,可適當(dāng)增加或刪減中間筒的節(jié)數(shù),能夠滿足不同長(zhǎng)度內(nèi)孔零部件進(jìn)行熔覆時(shí)的技術(shù)需求。
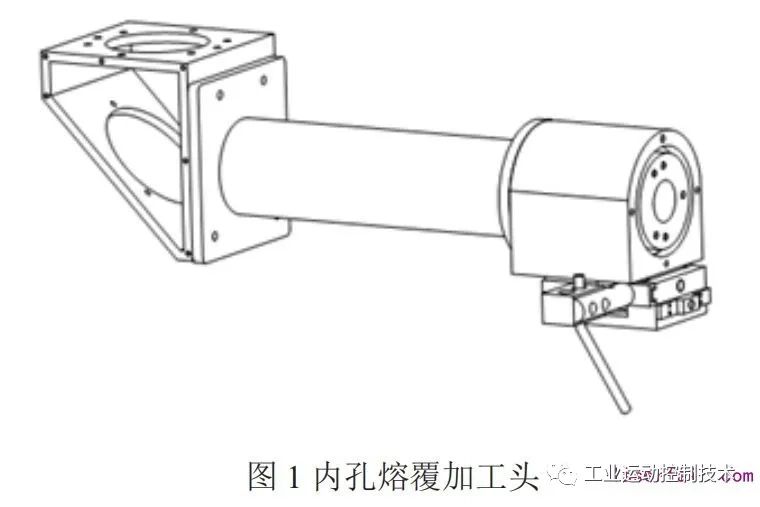
通過(guò)對(duì)設(shè)計(jì)的單元模塊進(jìn)集成和調(diào)試,如圖1所示為完整的內(nèi)孔熔覆加工頭系統(tǒng),該系統(tǒng)具 備以下幾個(gè)特點(diǎn):1)導(dǎo)光筒長(zhǎng)度可調(diào)。本設(shè)計(jì)將導(dǎo)光筒模塊化,可適當(dāng)增加或刪減中間筒的節(jié)數(shù),能夠滿足不同長(zhǎng)度內(nèi)孔零部件進(jìn)行熔覆時(shí)的技術(shù)需求;2)特置送粉嘴滑道裝置。在送粉嘴安裝處設(shè)計(jì)了滑道,能夠?qū)崿F(xiàn)送粉嘴的全方位調(diào)整,方便、 快捷,便于操作;3)熔覆頭部位設(shè)置保護(hù)氣功能。由于內(nèi)孔熔覆表面所處空間的限制,即使肉眼可見(jiàn)的缺陷也不容易檢測(cè),更不容易修補(bǔ),所以從工藝源頭上控制缺陷產(chǎn)生是關(guān)鍵。第一,需在熔覆頭部位設(shè)計(jì)了保護(hù)氣裝置,可以有效保護(hù)積分鏡,避免熔覆過(guò)程中飛起的煙塵與粉末對(duì)積分鏡污染;4)導(dǎo)光筒經(jīng)黑色陽(yáng)極氧化處理;導(dǎo)光 筒采用黑色陽(yáng)極氧化處理,能夠有效防止反光導(dǎo) 致的導(dǎo)光筒過(guò)熱現(xiàn)象。
(4) 散熱裝置:由于內(nèi)孔熔覆的空間狹窄, 熱量不容易散發(fā),而熱量過(guò)量堆積將會(huì)導(dǎo)致熔覆層組織變化,甚至引起變形,在待加工管道的外表面設(shè)置冷氣源,冷氣源與激光頭同步進(jìn)給,對(duì)激光頭熔覆后的管道進(jìn)行降溫,冷氣源的壓強(qiáng)為6-10bar,輸出冷空氣溫度為 -45℃至 -40℃,進(jìn)氣 量為 0.7-1.2m3/min。
3 工藝驗(yàn)證及結(jié)果討論
3.1 熔覆工藝開(kāi)發(fā)
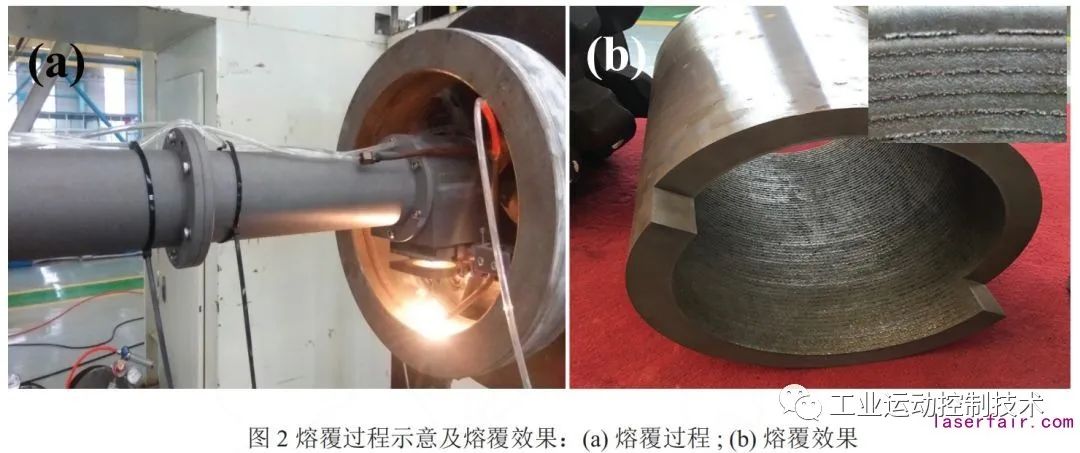
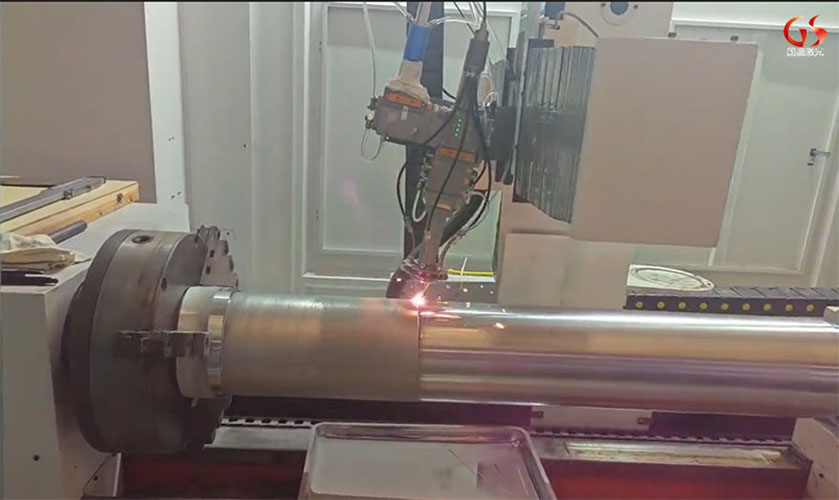
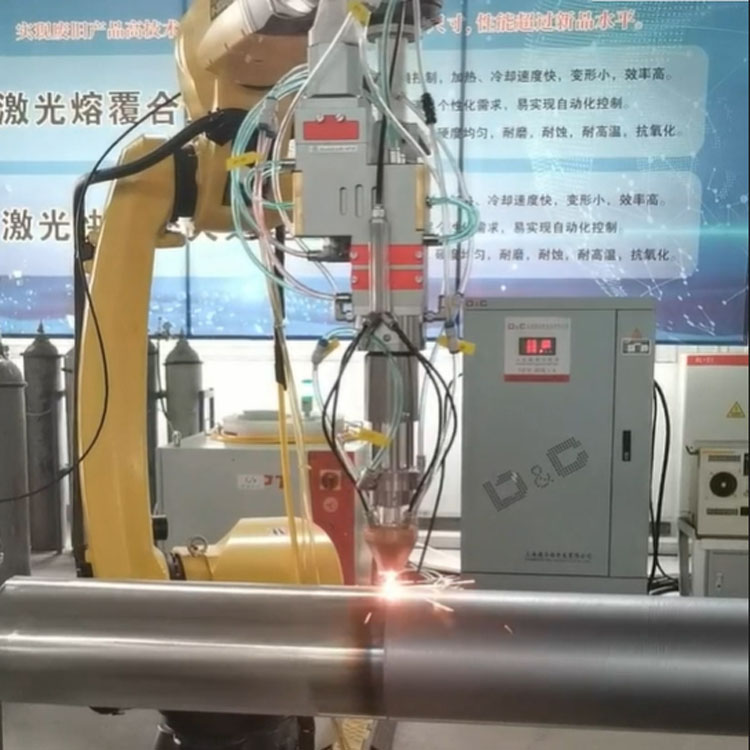
通過(guò)大量熔覆工藝試驗(yàn),調(diào)試和完善內(nèi)孔熔 覆系統(tǒng)及熔覆參數(shù),圖 2(a) 為研制的內(nèi)孔激光熔覆加工頭在 27SiMn 不銹鋼缸體內(nèi)壁表面進(jìn)行熔覆。圖 2(b) 為本試驗(yàn)件的熔覆成型效果,可見(jiàn)內(nèi)壁表面的熔覆層均勻、平整,未見(jiàn)砂眼、裂紋缺陷, 成型良好。另外,散熱系統(tǒng)降低了熔覆熱量對(duì)加工管道的影響,有效降低了管件變形量,有利于降低管件內(nèi)壁熔覆表面的機(jī)械加工去除量,進(jìn)而顯著減少后續(xù)機(jī)加工工序,降低能耗。
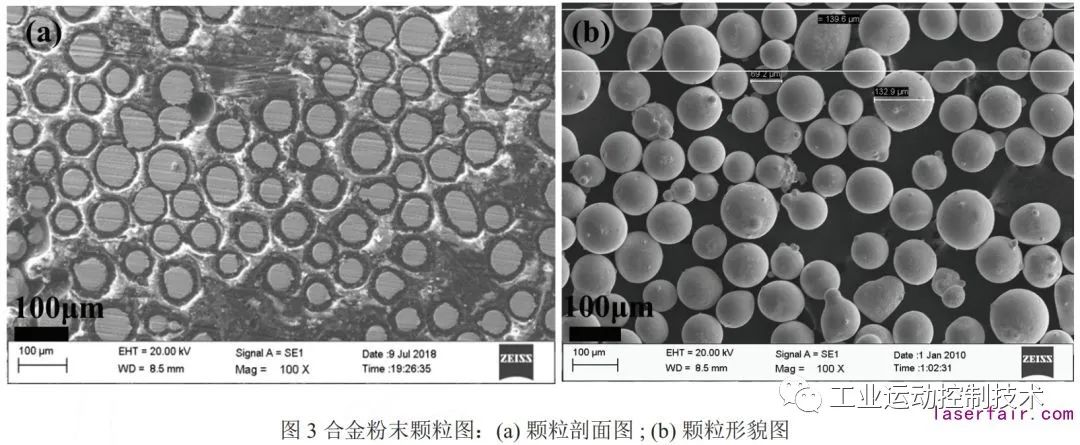
要嚴(yán)格篩選合金粉末。據(jù)悉,合金粉末制備的關(guān)鍵在于顆粒度的均勻性,如若顆粒度不均勻,大、小顆粒度之間即存在相互脫碳、應(yīng)力分布不均等情況,極易導(dǎo)致熔覆開(kāi)裂等缺陷的形成,且嚴(yán)重 影響送粉、熔凝過(guò)程。如圖 3 為本實(shí)驗(yàn)選用的合 金粉末粒度情況,可見(jiàn)粉末顆粒呈圓形分布,球型顆粒度較為均勻光滑,球形度較高,粒度直徑約為 63.6μm ~139.6μm。粒度均勻且球形度高的 合金粉末具備高流動(dòng)性,可以有效保障熔覆送粉 的流暢均勻,有助于降低熔覆缺陷的產(chǎn)生機(jī)率。
第二,需要控制熱量積累。激光熔覆是一個(gè)驟熱驟冷的過(guò)程,熔池存留時(shí)間短,生成的一些低熔點(diǎn)化合物如硼硅酸鹽等來(lái)不及上浮至熔覆層表面,留置在熔覆層內(nèi)即成為潛在缺陷源,故而,需要借助散熱系統(tǒng)合理調(diào)控狹窄空間內(nèi)的熱量輸入和發(fā)散,保障正常熔覆所需要的環(huán)境條件。
3.2 熔覆層顯微結(jié)構(gòu)
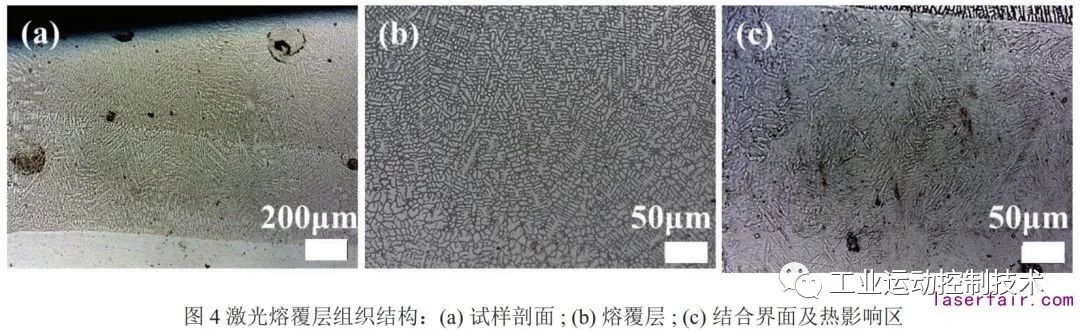
圖 4 為熔覆層的組織結(jié)構(gòu),由圖 4(a)、(b) 可見(jiàn),熔覆層無(wú)裂紋、氣孔等缺陷,組織呈細(xì)小致密的枝晶狀。且結(jié)合界面清晰平滑,可見(jiàn)白亮窄帶,說(shuō)明熔覆層與基體之間為冶金結(jié)合。在大激光功率下,基體和熔覆材料吸收的有效能量密度大,熔池停留時(shí)間短,驟熱驟冷,故激光熔覆層的組織較為細(xì)小、均勻,主要組織均為馬氏體和少量殘余奧氏體。如圖 (c) 所示,結(jié)合界面附近的基體組織的細(xì)晶區(qū),該區(qū)域冷卻后形成較為粗大的回火馬氏體。
3.3 熔覆層硬度檢測(cè)
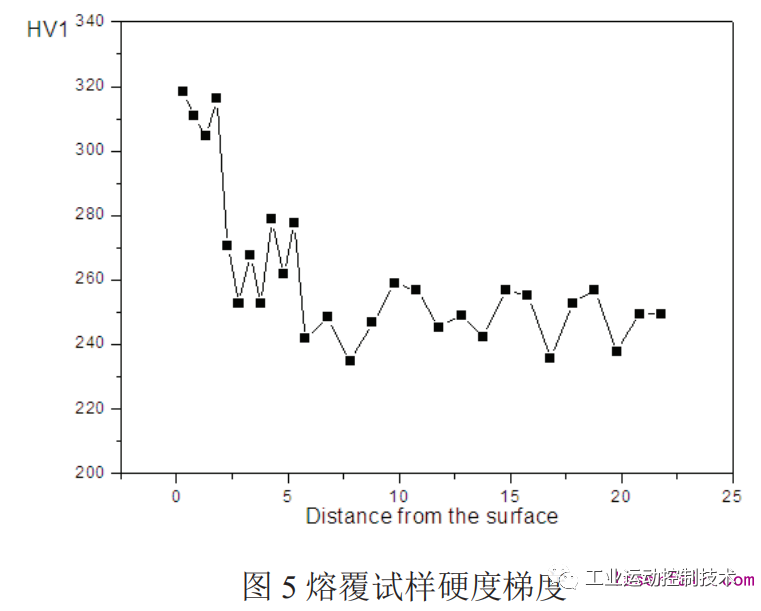
對(duì)內(nèi)孔熔覆試樣進(jìn)行機(jī)械加工,保留有效熔覆層厚度為0.5mm,取樣進(jìn)行剖面硬度檢測(cè),間隔 0.25mm 折線取檢測(cè)點(diǎn),硬度梯度曲線如圖 5 所示。由圖可以看出:在熔覆層厚度范圍內(nèi),平均硬度值為300-320HV1,結(jié)合界面周圍未現(xiàn)明顯起伏,基體平均硬度為230-300HV1,熔覆層和基體的硬度均較為穩(wěn)定,且熔覆層的硬度稍高于基體的硬度。這是因?yàn)镃r、Mo、Nb等元素為強(qiáng)碳化物形成元素,在熱量輸入足夠大的情況下有更多的碳化物得以生成;結(jié)合界面附近的顯微硬 度值略低于熔覆層的硬度,這可能是因?yàn)榛w對(duì)熔覆層具有一定的成分稀釋作用而且靠近基體的熔覆層會(huì)出現(xiàn)較為粗大的外延生長(zhǎng)樹(shù)枝晶所致,有效地提高缸體內(nèi)壁的耐磨損性,同時(shí),該硬度值有利于后續(xù)對(duì)缸體內(nèi)壁熔覆層進(jìn)行車削、磨削等機(jī)械加工操作。
3.4 熔覆層耐磨性能
分別取基體和熔覆層試樣,經(jīng)清洗、干燥后分別稱取重量作為原始重量,使用 MMU-10G微機(jī)控制機(jī)高溫摩擦磨損試驗(yàn)機(jī)檢測(cè)耐磨性。與45鋼進(jìn)行對(duì)磨操作,對(duì)磨時(shí)間控制為1.5h,再次清洗、干燥后使用萬(wàn)分之一電子天平稱取重量,作為磨損后重量,計(jì)算磨損失重量,重復(fù)進(jìn)行三次,得出的實(shí)驗(yàn)數(shù)據(jù)如表3。在三次對(duì)磨過(guò)程中,熔覆層試樣的磨損失重量均明顯低于基體試樣的磨損失重量,說(shuō)明采用本技術(shù)方法進(jìn)行熔覆的缸體內(nèi)壁,其耐磨性能優(yōu)于立柱基體的耐磨性能,約為基體的 1.5 倍。

4 結(jié)論
大功率光纖內(nèi)孔熔覆裝備及技術(shù)工藝可有效地提高缸體內(nèi)壁的耐磨損性能,延長(zhǎng)立柱的使用壽命。開(kāi)發(fā)的內(nèi)孔熔覆頭提高了對(duì)缸體內(nèi)壁進(jìn)行激光熔覆的可操作性,且合金粉末與缸體內(nèi)壁形成了有效的冶金結(jié)合,熔覆層硬度適中,賦予熔覆層良好的延展性及韌性,便于狹窄缸體內(nèi)壁熔覆表面的機(jī)械加工,符合油缸的工業(yè)化使用要求。
-
激光
+關(guān)注
關(guān)注
19文章
3181瀏覽量
64449 -
制造
+關(guān)注
關(guān)注
2文章
510瀏覽量
23990
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
鈦合金軸激光熔覆修復(fù)加工

GLUKE GSRLS大功率激光檢測(cè)器產(chǎn)品介紹
激光熔覆軸送絲修復(fù)技術(shù)優(yōu)勢(shì)及未來(lái)發(fā)展趨勢(shì)

漿粥泵長(zhǎng)軸激光熔覆加工優(yōu)勢(shì)

合金套激光熔覆修復(fù)技術(shù)原理及應(yīng)用

夾送棍激光熔覆修復(fù)原理及優(yōu)勢(shì)

中缸激光熔覆修復(fù)原理及優(yōu)勢(shì)
到底多少錢才能買到熔深厚度合適的大功率手持激光焊機(jī)?
液壓立柱激光熔覆修復(fù)加工
激光熔覆設(shè)備的配置如何選擇

內(nèi)孔激光熔覆修復(fù)原理及應(yīng)用

激光熔覆軸修復(fù)技術(shù)原理及應(yīng)用領(lǐng)域
激光熔覆技術(shù)在鐵路鋼軌修復(fù)中的應(yīng)用優(yōu)勢(shì)及注意事項(xiàng)
寬帶激光熔覆設(shè)備的特點(diǎn)及應(yīng)用

激光熔覆工藝深度解析:原理、分類與材料選擇





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論