 航天級氮化硼材料白石墨烯助力手機快充
航天級氮化硼材料白石墨烯助力手機快充
7月4日,vivo iQOO 11S正式發布!200W快充再創速度紀錄,航天級氮化硼散熱材料功不可沒!在科技飛速更新的移動設備領域,vivo iQOO 11S以200W的快充實非業內首屈一指的。這款新型手機的劃時代技術不僅在充電效率上達到了新高度,還成功應用了氮化硼技術,為用戶帶來了前所未有的使用體驗。
vivo iQOO 11S作為iQOO品牌的重要產品,憑借其超快的200W快充技術和先進的氮化硼散熱解決方案,成為了市場上的一個亮點。這款手機在保證充電速度的同時,也充分考慮到了用戶的舒適體驗。其采用的氮化硼材料,具有高導熱率和良好的熱擴散性,有效解決了手機在高負荷使用時的散熱問題,確保了手機在高速充電時的穩定性能。
專注于材料科技研發和應用的企業,為vivo iQOO 11S提供了關鍵的氮化硼技術支持。通過不斷的研究和創新,成功將氮化硼材料的優勢發揮到極致,為移動設備的散熱問題提供了全新的解決方向。與傳統的散熱材料相比,氮化硼材料具有更高的導熱性能和更好的穩定性,能更有效地防止因高負載使用導致的設備過熱。vivo iQOO 11S是氮化硼技術領域引領行業的典范。這種技術不僅為手機設備的散熱問題提供了新的解決方案,也為整個行業帶來了創新的動力。
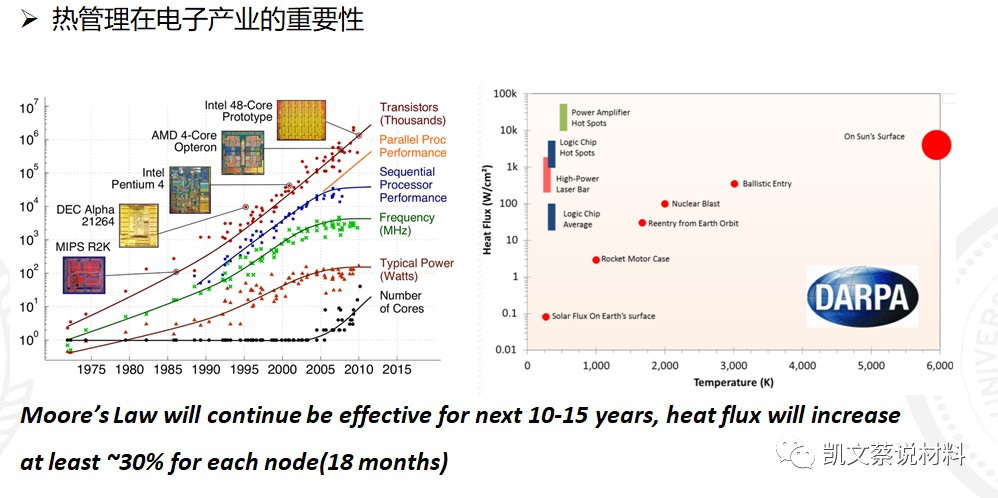
石墨烯具有卓越的力學特性、熱性能、光學特性,下游應用廣泛,可應用于消費電子、柔性顯示、散熱材料等領域,被業界稱為“材料之王”。近年來,消費電子逐步向輕薄化、高性能和多功能方向發展。電子產品的性能越來越強大,而集成度和組裝密度不斷提高,導致其工作功耗和發熱量的增大。據研究,電子元器件因熱量集中引起的材料失效占總失效率的 65%- 80%,熱管理技術是電子產品考慮的關鍵因素。此外,5G 時代電子設備上集成的功能逐漸增加并且復雜化,以及設備本身的體積逐漸縮小,對電子設備的熱管理技術提出了更高的要求。解決消費電子的散熱問題成為 5G 時代電子設備的難點和重點之一。
產品具有機械性能好、導熱系數高,質量 輕、柔韌性好等特點,可廣泛應用于智能手機、平板電腦、無風扇設計筆記本 電腦、LED 照明設備、醫療設備、新能源汽車動力電池等領域。
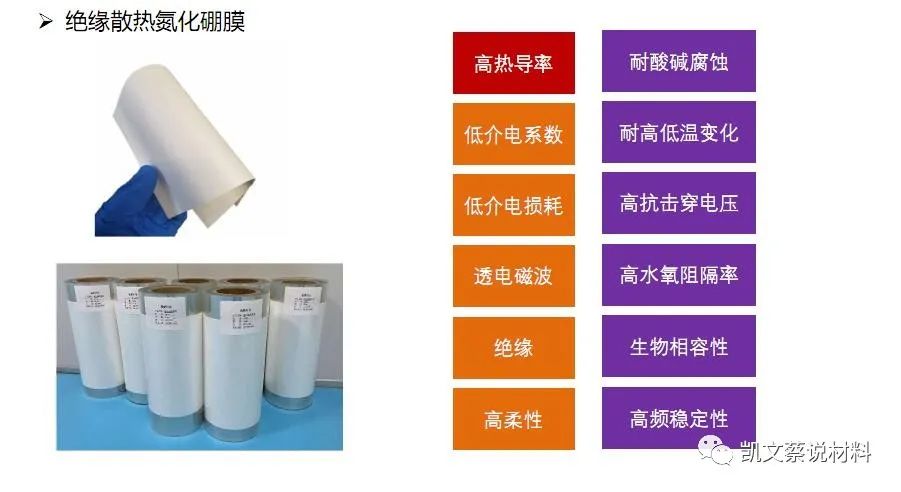
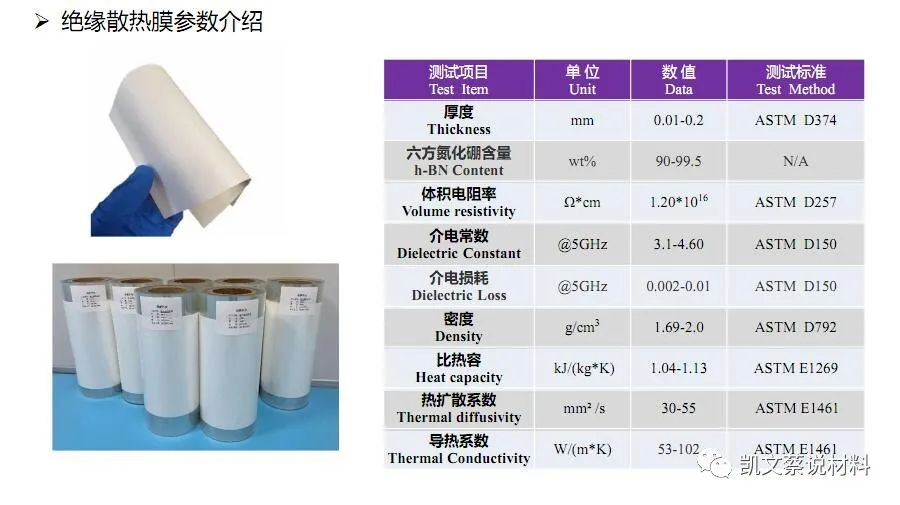
導語:5G時代巨大數據流量對于通訊終端的芯片、天線等部件提出了更高的要求,器件功耗大幅提升的同時,引起了這些部位發熱量的急劇增加。BN氮化硼散熱膜是當前5G射頻芯片、毫米波天線、無線充電、無線傳輸、IGBT、印刷線路板、AI、物聯網等領域最為有效的散熱材料,具有不可替代性。產品是國內首創自主研發的高質量二維氮化硼納米片,成功制備了大面積、厚度可控的二維氮化硼散熱膜,具有透電磁波、高導熱、高柔性、低介電系數、低介電損耗等多種優異特性,解決了當前我國電子封裝及熱管理領域面臨的“卡脖子”問題,擁有國際先進的熱管理TIM解決方案及相關材料生產技術,是國內低維材料技術領域頂尖的創新型高科技產品。
什么是5G?
一
定義
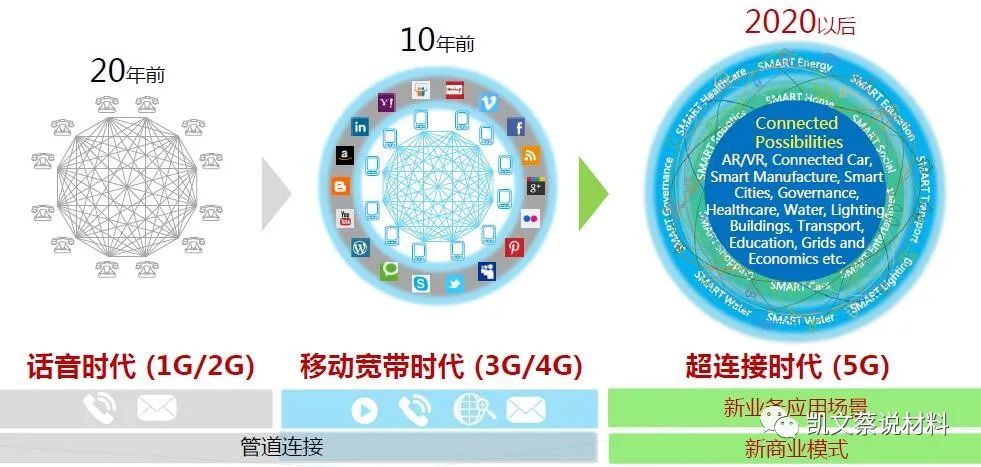
“5G”一詞通常用于指代第5代移動網絡。5G是繼之前的標準(1G、2G、3G、4G 網絡)之后的最新全球無線標準,并為數據密集型應用提供更高的帶寬。除其他好處外,5G有助于建立一個新的、更強大的網絡,該網絡能夠支持通常被稱為 IoT 或“物聯網”的設備爆炸式增長的連接——該網絡不僅可以連接人們通常使用的端點,還可以連接一系列新設備,包括各種家用物品和機器。
公認的5G優勢是:
?具有更高可用性和容量的更可靠的網絡
?更高的峰值數據速度(多Gbps)
?超低延遲
與前幾代網絡不同,5G網絡利用在26GHz 至40GHz范圍內運行的高頻波長(通常稱為毫米波)。由于干擾建筑物、樹木甚至雨等物體,在這些高頻下會遇到傳輸損耗,因此需要更高功率和更高效的電源。
5G部署最初可能會以增強型移動寬帶應用為中心,滿足以人為中心的多媒體內容、服務和數據接入需求。增強型移動寬帶用例將包括全新的應用領域、性能提升的需求和日益無縫的用戶體驗,超越現有移動寬帶應用所支持的水平。
二
毫米波是關鍵技術

毫米波通信是未來無線移動通信重要發展方向之一,目前已經在大規模天線技術、低比特量化ADC、低復雜度信道估計技術、功放非線性失真等關鍵技術上有了明顯研究進展。但是隨著新一代無線通信對無線寬帶通信網絡提出新的長距離、高移動、更大傳輸速率的軍用、民用特殊應用場景的需求,針對毫米波無線通信的理論研究與系統設計面臨重大挑戰,開展面向長距離、高移動毫米波無線寬帶系統的基礎理論和關鍵技術研究,已經成為新一代寬帶移動通信最具潛力的研究方向之一。
毫米波的優勢:毫米波由于其頻率高、波長短,具有如下特點:
頻譜寬,配合各種多址復用技術的使用可以極大提升信道容量,適用于高速多媒體傳輸業務;可靠性高,較高的頻率使其受干擾很少,能較好抵抗雨水天氣的影響,提供穩定的傳輸信道;方向性好,毫米波受空氣中各種懸浮顆粒物的吸收較大,使得傳輸波束較窄,增大了竊聽難度,適合短距離點對點通信;波長極短,所需的天線尺寸很小,易于在較小的空間內集成大規模天線陣。
毫米波的缺點:毫米波也有一個主要缺點,那就是不容易穿過建筑物或者障礙物,并且可以被葉子和雨水吸收,對材料非常敏感。這也是為什么5G網絡將會采用小基站的方式來加強傳統的蜂窩塔。
什么是TIM熱管理?
定義
熱管理?顧名思義,就是對“熱“進行管理,英文是:Thermal Management。熱管理系統廣泛應用于國民經濟以及國防等各個領域,控制著系統中熱的分散、存儲與轉換。先進的熱管理材料構成了熱管理系統的物質基礎,而熱傳導率則是所有熱管理材料的核心技術指標。
導熱率,又稱導熱系數,反映物質的熱傳導能力,按傅立葉定律,其定義為單位溫度梯度(在1m長度內溫度降低1K)在單位時間內經單位導熱面所傳遞的熱量。熱導率大,表示物體是優良的熱導體;而熱導率小的是熱的不良導體或為熱絕緣體。
5G手機以及硬件終端產品的小型化、集成化和多功能化,毫米波穿透力差,電子設備和許多其他高功率系統的性能和可靠性受到散熱問題的嚴重威脅。要解決這個問題,散熱材料必須在導熱性、厚度、靈活性和堅固性方面獲得更好的性能,以匹配散熱系統的復雜性和高度集成性。
一
5G時代高功率、高集成、高熱量趨勢明顯,熱管理成為智能手機“硬需求”
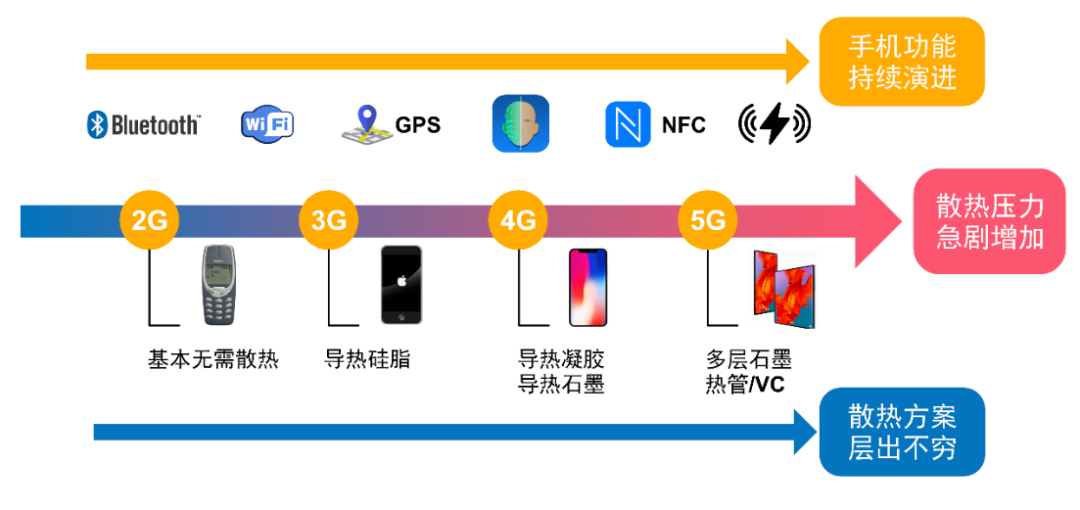
一代通信技術,一代手機形態,一代熱管理方案。通信技術的演進,會持續引發移動互聯網應用場景的變革,并推動手機芯片和元器件性能快速提升。但與此同時,電子器件發熱量迅速增加,對手機可靠性和移動互聯網發展帶來了嚴峻挑戰。從4G時代進入5G時代,智能手機芯片性能、數據傳輸速率、射頻模組等都有著巨大提升,無線充電、NFC等功能逐漸成為標配,手機散熱壓力持續增長。5G手機散熱的主流方案,高導熱材料、并加速向超薄化、結構簡單化和低成本方向發展,技術迭代正在加速進行。未來隨著5G終端產品進一步放量,TIM市場增長潛力巨大。
2020年,5G技術邁向全面普及,消費電子產品向高功率、高集成、輕薄化和智能化方向加速發展。由于集成度、功率密度和組裝密度等指標持續上升,5G時代電子器件在性能不斷提升的同時,工作功耗和發熱量急遽升高。據統計,電子器件因熱集中引起的材料失效占總失效率的65-80%。為避免過熱帶來的器件失效,導熱硅脂、導熱凝膠、石墨導熱片、熱管和均熱板(VC)等技術相繼出現、持續演進,散熱管理已經成為5G時代電子器件的“硬需求”。
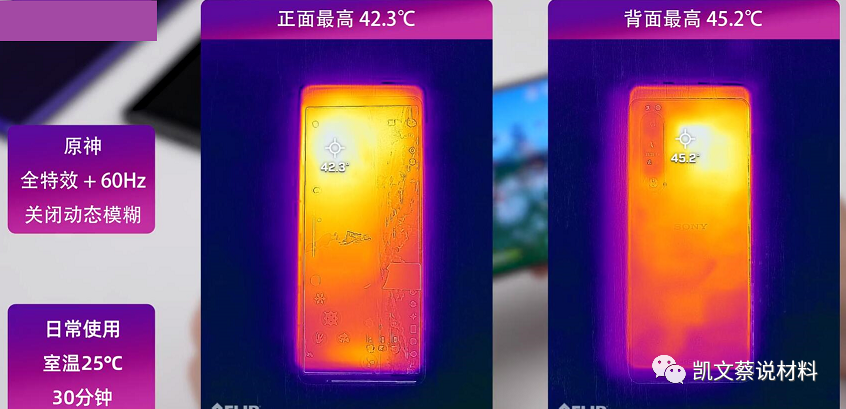
(一)智能手機功耗持續提升,散熱需求水漲船高4G時代,智能手機數據傳輸速度和處理能力相比2G、3G時代有顯著提升,AR、高清視頻、直播等應用場景加速落地,人們對手機性能的要求越來越高,推動手機硬件配置快速迭代。但與此同時,智能手機發熱的問題也越來越嚴重,手機發燙、卡頓和死機時有發生,嚴重時甚至會導致主板燒壞乃至爆炸。
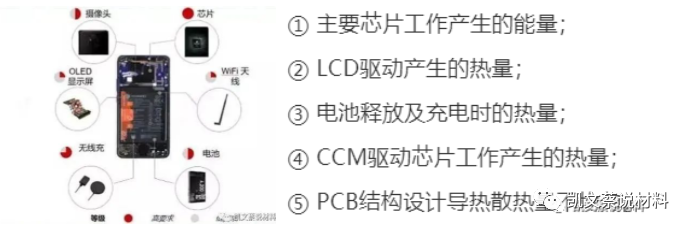
根據EUCNC數據,LTE智能手機功耗主要來源于功率放大器、應用處理器、屏幕和背光、信號收發器和基帶處理器。隨著消費電子產品向高集成、輕薄化和智能化方向發展,芯片和元器件體積不斷縮小,功率密度卻在快速增加,智能手機的散熱需求成為亟需解決的問題:
(1)芯片性能更高,四核、八核成為主流;
(2)柔性顯示、全面屏逐漸普及,2K/4K屏占領高端市場;
(3)內置更多無線功能,例如NFC、GPS、藍牙和無線充電;
(4)機身越來越薄,封裝密度越來越高。表1 手機主要熱量來源

隨著5G技術逐漸走向成熟,智能手機對散熱管理的需求再次大幅提升,主要表現為以下幾方面:(1)5G手機射頻前端支持的頻段數量大幅增加,需采用Massive MIMO技術以增強信號接收能力,天線數量和射頻器件數量遠超4G手機;(2)5G手機芯片處理能力有望達到4G手機的5倍以上,手機發熱密度絕對值將是4G手機的2倍以上;(3)5G信號穿透能力變弱,手機機身材質逐漸向陶瓷和聚合物轉變,加之5G手機越來越緊湊,導致散熱能力越來越弱。(二)5G來襲發熱量劇增,散熱需求進一步凸顯通信制式及手機支持頻率
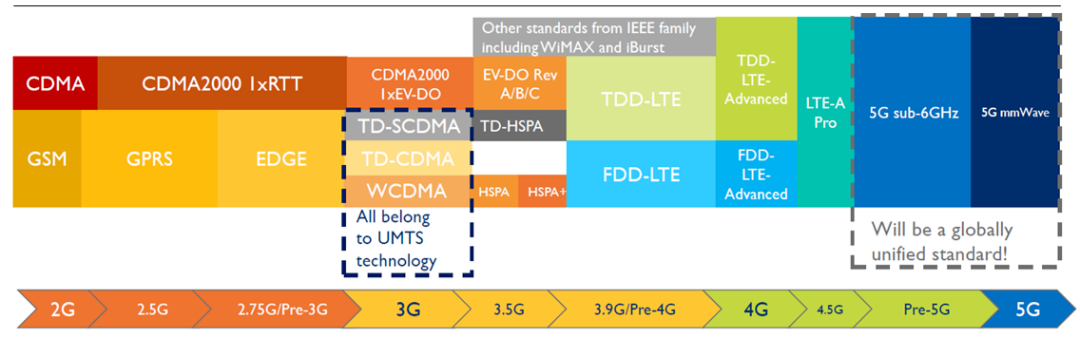
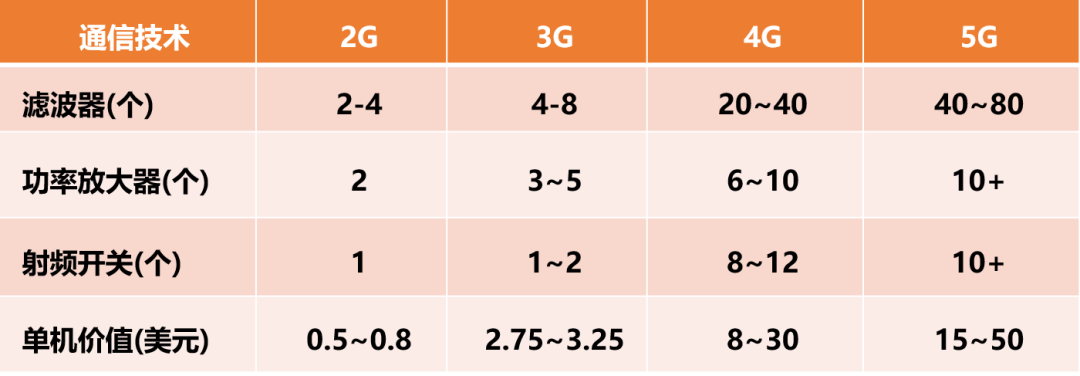
表2 射頻前端價值對比測量
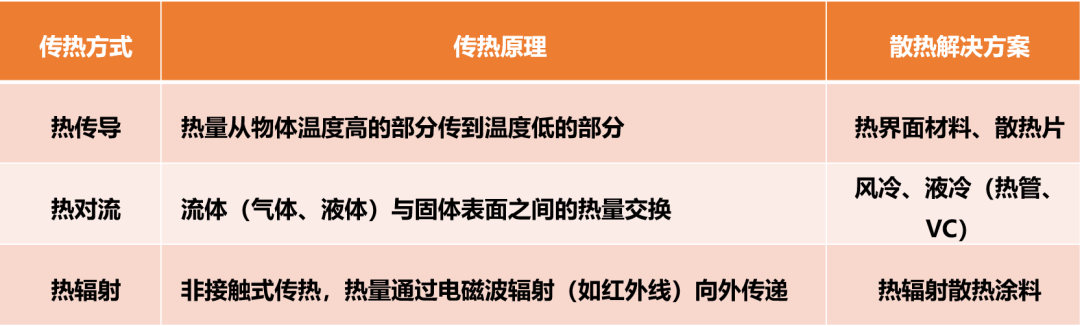
此外,5G手機普遍采用基帶外掛的方案,相關電路和電源芯片也要增加,手機內部功耗相應增加;由于5G覆蓋范圍不足,導致手機頻繁啟動5G信號搜索功能,發熱量也會變大。試驗證明,溫度每升高2℃,電子元器件可靠性將下降10%,其在50℃環境下的壽命只有25℃的 1/6。由此可見,散熱器件是5G手機中不能省掉、必不可少的環節。 (三)散熱解決方案多樣,導熱材料器件頻頻現身一般而言,電子器件散熱有主動散熱(降低手機自發熱量)和被動散熱(加快熱量向外散出)兩種路線。其中,主動散熱主要利用與發熱體無關的動力元件強制散熱,一般應用于高功率密度且體積相對較大的電子設備,如臺式機和筆記本中配備的風扇、數據中心服務器的液冷散熱;被動散熱則主要通過導熱材料和導熱器件將元器件產生的熱量釋放到環境中,是一種沒有動力元件參與的散熱方式,廣泛應用于手機、平板、智能手表、戶外基站等。表3 熱量傳遞方式及相關散熱解決方案
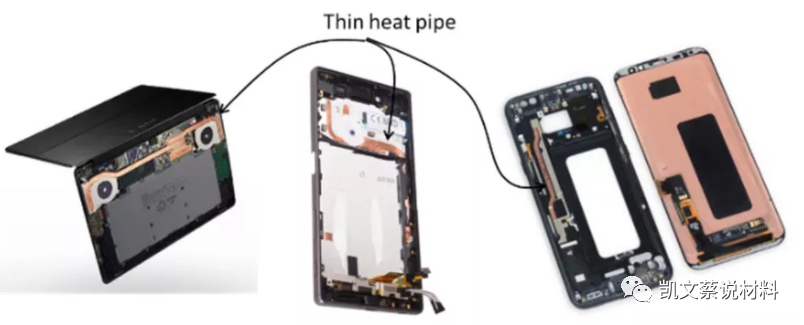
電子器件散熱過程示意圖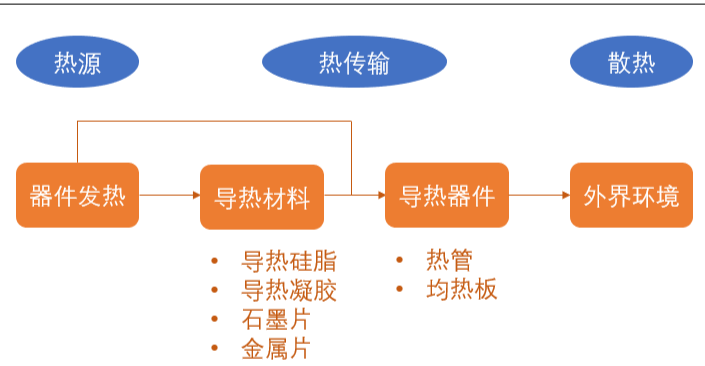 目前,電子器件使用的散熱技術主要包括石墨散熱、金屬背板、邊框散熱、導熱凝膠散熱等導熱材料,以及熱管、VC等導熱器件。其中,導熱凝膠、導熱硅脂、石墨片和金屬片主要在中小型電子產品使用,熱管和VC則主要用在筆記本、電腦、服務器等中大型電子設備中使用。
目前,電子器件使用的散熱技術主要包括石墨散熱、金屬背板、邊框散熱、導熱凝膠散熱等導熱材料,以及熱管、VC等導熱器件。其中,導熱凝膠、導熱硅脂、石墨片和金屬片主要在中小型電子產品使用,熱管和VC則主要用在筆記本、電腦、服務器等中大型電子設備中使用。
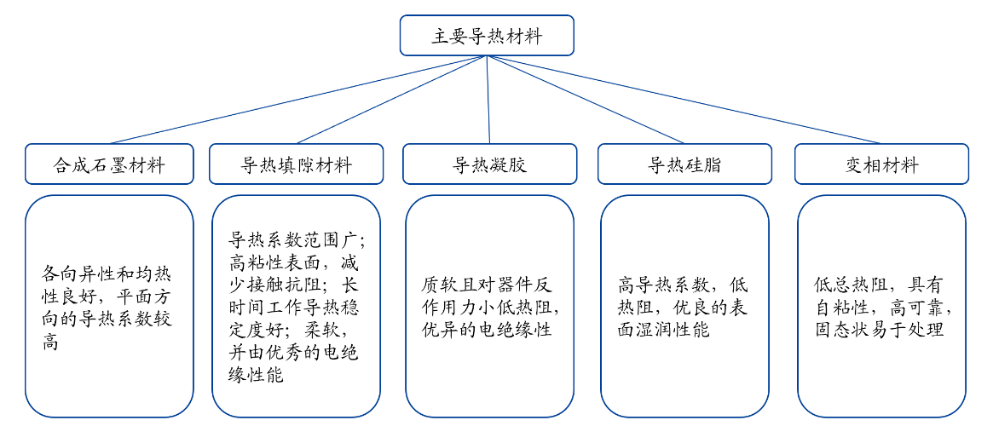 主要導熱材料
主要導熱材料
導熱系數和厚度是評估散熱材料的核心指標。傳統手機散熱材料以石墨片和導熱凝膠等熱界面材料(TIM)為主,但是石墨片存在導熱系數相對較低,TIM材料則存在厚度相對較大等問題。在手機廠商的推動下,石墨烯材料持續取得突破,開始切入到消費電子散熱應用;熱管和VC厚度不斷降低,開始從電腦、服務器等領域滲透到智能手機領域。
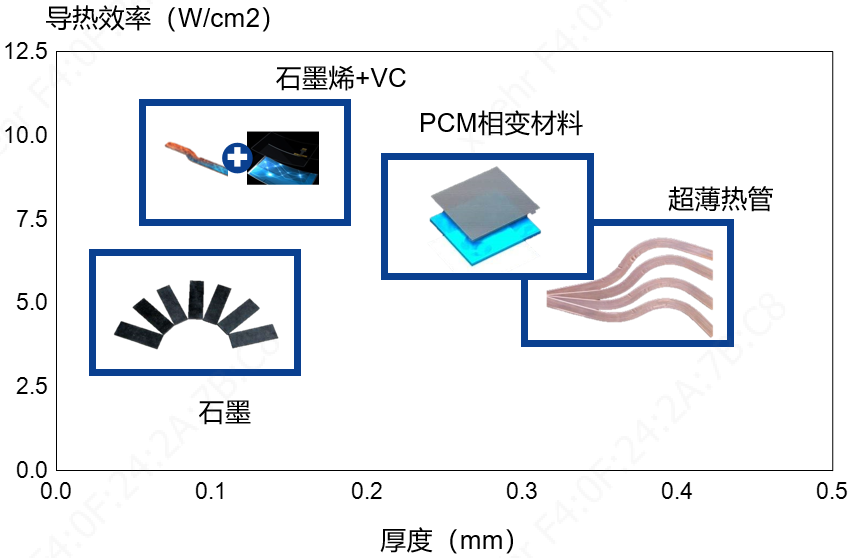
不同散熱材料/器件的導熱效率2019年12月,OPPO在新發布的Reno3 Pro 5G手機中,采用了“VC液冷散熱+多層石墨片覆蓋”的立體液冷散熱系統。其中,定制版柔性屏上覆蓋了一層銅箔和雙層石墨片,將屏幕的熱能均勻傳導出去。導熱凝膠將處理器附近的熱能傳導至VC,并通過VC內的液體進行熱傳導和降溫。中框及電池蓋均覆蓋了3層石墨片,進一步加強散熱。
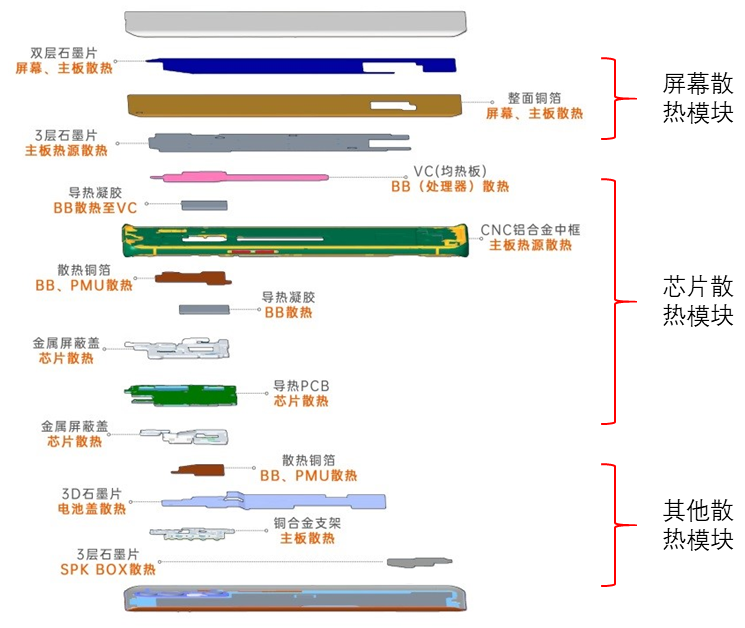
OPPOReno 3 Pro散熱模組示意圖
耐溫石墨烯材介の紹介
石墨烯是具有單原子層厚度的二維材料,因為其獨特的電學、光學、力學、熱學性能而備受關注。相對于電學性質的研究,石墨烯的熱學性質研究起步較晚。2008年,Balandin課題組用拉曼光譜法第一次測量了單層石墨烯的熱導率,觀察發現石墨烯熱導率最高可達5300 W?m?1?K?1,高于石墨塊體和金剛石,是已知材料中熱導率的最高值,吸引了研究者的廣泛關注。對石墨烯熱導率的研究很快對石墨烯在導熱領域的應用有所啟發。隨著石墨烯大規模制備技術的發展,基于氧化石墨烯方法制備的高導熱石墨烯膜熱導率可達1500~2000 W?m?1?K?1 。高導熱石墨烯膜的熱導率與工業應用的高質量石墨化聚酰亞胺膜相當,且具有更低成本和更好的厚度可控性。另一方面,石墨烯作為二維導熱填料,易于在高分子基體中構建三維導熱網絡,在熱界面材料中具有良好應用前景。通過提高石墨烯在高分子基體中的分散性、構建三維石墨烯導熱網絡等方法,石墨烯填充的熱界面復合材料熱導率比聚合物產生數倍提高,并且填料比低于傳統導熱填料。石墨烯無論作為自支撐導熱膜,還是作為熱界面材料的導熱填料,將在下一代電子元件散熱應用中發揮重要價值。
石墨烯具有本征的高熱導率,從理論計算和實驗測量中均得到了驗證。上述實驗測量中,研究者往往采用機械剝離法和CVD法制備石墨烯,這兩種方法制備的樣品具有質量高、可控性強的特點,適用于研究石墨烯的本征性質。但是,由于機械剝離法和CVD法制備石墨烯具有產量低、制備周期長、難以規模化等特點,不適用于石墨烯的宏量制備。相對應地,通過還原氧化石墨烯、電化學剝離等濕化學方法可以大批量制備石墨烯片,石墨烯片通過片層間的化學鍵作用可形成石墨烯膜、石墨烯纖維、石墨烯宏觀體等三維結構,從而可實際應用于導熱場景。
高導熱石墨烯膜的應用
石墨烯薄膜可用作電子元件中的散熱器,散熱器通常貼合在易發熱的電子元件表面,將熱源產生的熱量均勻分散。散熱器通常由高熱導率的材料制成,常見散熱器有銅片、鋁片、石墨片等。其中熱導率最高、散熱效果最好的是由聚酰亞胺薄膜經石墨化工藝得到的人工石墨導熱膜,平面方向熱導率可達 700~1950 W?m?1?K?1,厚度為10~100 μm,具有良好的導熱效果,在過去很長一段時間內都是導熱膜的最理想選擇。在此背景之下,研究高導熱石墨烯膜有兩個重要意義,其一,是由于人工石墨膜成本較高,且高質量聚酰亞胺薄膜制備困難,業界希望高導熱石墨烯膜能夠作為替代方案。其二,是由于電子產品散熱需求不斷增加,新的散熱方案不僅要求導熱膜具有較高的熱導率,也要求導熱膜具有一定厚度,以提高平面方向的導熱通量。在人工石墨膜中,由于聚酰亞胺分子取向度的原因,石墨化聚酰亞胺導熱膜只有在厚度較小時才具有較高的熱導率。而石墨烯導熱膜則易于做成厚度較大的導熱膜(~100 μm),在新型電子器件熱管理系統中具有良好的應用前景。因此,石墨烯導熱膜的研究也主要沿著兩個方向,其一,是提高石墨烯導熱膜的面內方向熱導率,以接近或超過人工石墨膜的水平。其二,是提高石墨烯導熱膜的厚度,擴大導熱通量,同時保持良好的熱傳導性能。石墨烯作為高導熱材料,可作為導熱填料應用于熱界面材料(Thermal interface material,TIM)中。
熱界面材料是應用于芯片封裝中的一種材料,主要作用是填充芯片中的空氣間隙,起到給芯片提供力學支撐、電磁屏蔽、輔助散熱的作用。傳統的熱界面材料使用的是填充有陶瓷、金屬、碳材料等作為導熱填料的樹脂基復合材料,利用高分子材料的力學性能提供保護,通過添加導熱填料提高散熱能力。由于樹脂的熱導率非常低(小于0.5 W?m?1?K?1),并且商用的導熱填料熱導率也較低(氧化鋁熱導率~35 W?m?1?K?1),整體熱界面材料的熱導率多為1–10 W?m?1?K?1之間。研究者嘗試將高導熱的石墨烯作為導熱填料,提高熱界面材料的導熱能力。以下重點介紹石墨烯增強樹脂基復合材料的熱導率的主要影響因素。石墨烯膜材
石墨烯均熱膜可廣泛運用于應用于手機、智能穿戴、通訊、醫療設備、計算機等高功率、高集成度系統的散熱領域。
充滿變革性技術創新的時代,帶來了無數日常活動的變化。在這樣的背景下,隨著全新商業模式的涌現,提供商品與服務的舊方式被急劇改變或徹底拋棄,毫米波5G手機產品的設計也面臨全新的挑戰。


什么是模切?
傳統模切說的是印刷品后期加工的一種裁切工藝,模切工藝可以把印刷品或者其他紙制品按照事先設計好的圖形進行制作成模切刀版進行裁切,從而使印刷品的形狀不再局限于直邊直角。傳統模切生產用模切刀根據產品設計要求的圖樣組合成模切版,在壓力的作用下,將印刷品或其他板狀坯料軋切成所需形狀或切痕的成型工藝。壓痕工藝則是利用壓線刀或壓線模,通過壓力的作用在板料上壓出線痕,或利用滾線輪在板料上滾出線痕,以便板料能按預定位置進行彎折成型。通常模切壓痕工藝是把模切刀和壓線刀組合在同一個模板內,在模切機上同時進行模切和壓痕加工的工藝,簡稱為模壓。
一
模切加工的材料
隨著科技的發展變化,模切加工產品在我們的生活當中也是非常廣泛的,就列如我們在生活中常接觸到的手機保護膜、手機保護殼、手機機身機殼等等而且對于我們的生活且有著很大的作用,那么有哪些是模切加工材料呢?下面讓“利進達”模切加工廠家的技術人員給大家講解一下。
模切加工材料:
1、屏蔽類:鋁箔、銅箔、導電布、導電泡棉、鋁箔麥拉等。
2、光學膜類:偏光膜、增亮膜、擴散膜、反射膜、光學保護膜、導光膜、IMD膜。
3、防震類:EVA、PORON、海棉、泡棉、發泡橡膠、隔音等電子模切材料。
4、絕緣類:牛皮紙、防火快巴紙、青殼紙、云母片、PET/PC/PVC膠片等。
5、導熱類:導熱散熱石墨膜、導熱硅膠片、導熱雙面膠、導熱絕緣矽膠、等。
6、防塵類:防塵網、過濾棉、化妝棉、無紡布、高密海棉、通風過濾網等。
7、膠粘類:電子膠帶、PE、PET、OPP保護膜、膠帶、雙面膠、保護膠帶、標簽、紙。
二
模切加工品應用的行業
近年模切加工產品市場逐日擴大,尤其是對于現在手機、相機、平板電腦等數碼產品更新換代的頻率大大的加快,讓更多的人開始對模切加工產品的需求性大大的增加,能夠起到多方面的作用,那么模切加工產品應用哪些行業?
1、應用在LCD行業
LCD密封墊、面板拒架粘接片、導光板反射片、背光板反射片、遮光片、光學薄膜片、燈管反射片、柔性線路板粘接片、底部框架粘接片等等。
2、應用在手機行業
固定鍵盤、麥克風防塵網、麥克風防塵墊、電線固定、電池板緩沖墊、聽筒/話筒防塵墊、電池板標貼等等。
3、應用在電腦行業
面板夾層、LED周圍、PCB下面周圍、鍵盤墊片、電池周圍、腳墊、磁碟機尾部護墊、摩擦墊片、盤蓋軟墊、喇叭邊圍、LCD周圍等等。
4、應用在相機行業
橡膠件的固定、PCB的保護、.閃存卡、LCD緩沖墊的固定、按鈕及硬質材料的固定、鏡蓋的固定、閃光燈電池/緩沖墊的固定、反光模的固定、電池板的固定、LCD模塊的固定、銘牌、FPCB、LCD模組固定、FPCB固定、FPCB固定、電池板固定、序列號標簽、聽筒/話筒防塵墊、鏡頭緩沖墊、FPCB固定等等。
模切加工產品的應用就分享到這了,除此之外模切加工產品還廣泛應用于各種攝像機、電話機、空調、精密儀器、機械、燈飾、玩具、家具、家居用品、體育用品等產品中。
三
模切加工的工藝和種類
模切加工工藝流程為:排刀—上版—設置機器壓力—調規矩—貼海綿膠—試壓模切—調準壓力—正式模切—清廢。
鋼刀模切
鋼刀模切是定制模切最常用的形式,其方法是按客戶規格要求做成仿形“鋼刀”,以沖壓方式切出零部件。
旋轉模切
旋轉模切主要用于大宗卷材切削。旋轉模切適用于軟性到半硬性材料,將材料壓進圓柱形模具和圓柱形鐵砧上的刀刃間實現切割。該形式常用于襯墊模切。
旋轉模切的優點:
批量折扣,成本低
加工快速,產量高,材料損耗低
適合“吻切”項目
切削精度高、公差小
可以與涂覆法和層壓法結合進行
激光模切
激光模切用于傳統鋼刀模切無法滿足切削精度的材料,切削過程干凈、無切削熱生成,適用于大批量切削。
激光切割
切割材料用平刀模切達不到預期效果時,建議采取激光模切。
不同于其它 模具切割工藝,激光切割用非熱能的激光束對客戶指定的材料進行成型,從而達到定制的形狀和尺寸。激光模切刀頭按CAD生成的預設路徑進行切割,適于大批量生產。
當切割的精確度和速度要求很高時,激光模切是理想的方案。該工藝普遍用于高硬度部件,這類部件所用的材料堅硬,其它模切工藝無法完成切削。同時,該工藝也常用于快速打樣。
襯墊切割,也稱模具切割,是使選定材料(片狀或筒狀)成型或轉化成想要的形狀和大小。模切企業的專業人員可協助加工墊片,從設計、切割到成品交貨完全符合客戶的項目要求。可采取多種切割方式,包括平刀模切、旋轉模切、激光切割和 水束切割,從而使襯墊達到各相應規格。
背膠產品―滿足精密用途
模切企業經常為各種產品提供壓敏膠粘―適于各種用途。
四
模切加工技術的要點
1、平壓平模切加工時,盡量減少模切面積,尤其是滿版小標簽,因為版面大,排刀多,質量很難保證。
2、平壓平模切加工時墊版要經常更換,尤其是加工長版活,因為切痕會影響新版式標簽的模切質量。
3、不要使用模切加工過紙張類材料的模切版模切薄膜材料,因為刀刃已經磨損,不適合再模切薄膜。
4、平壓平模切加工時,模切力度要剛剛好,這就是師傅的調刀技術,有時候寧可切的淺一些。
5、經常檢查模切加工質量,尤其是自動貼標的標簽。以避免出現大批量的質量問題。具體檢測查方法是,用信號筆在離型紙上涂抹,檢查離型紙的切痕滲透情況。
6、模切加工大面積、圖案復雜的標簽,要到專業廠家制作模切版,這樣可保證模切精度。
傳統人工石墨片的模切加工(手機產品舉例)
一、模切加工產品要求
1 、用于手機電池上,作為手機散熱用;2 采用全密封設計,3、要求無氣泡、外觀平整、尺寸穩定、無變形、皺褶等現象。
二.加工產品分析
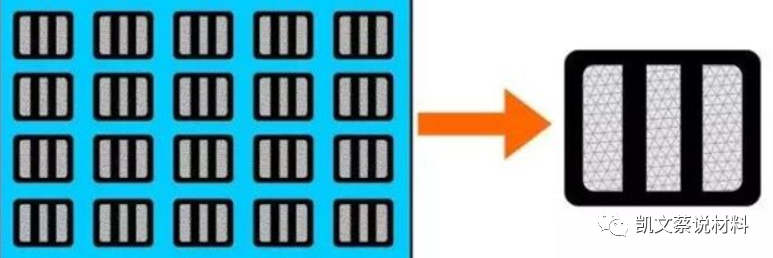
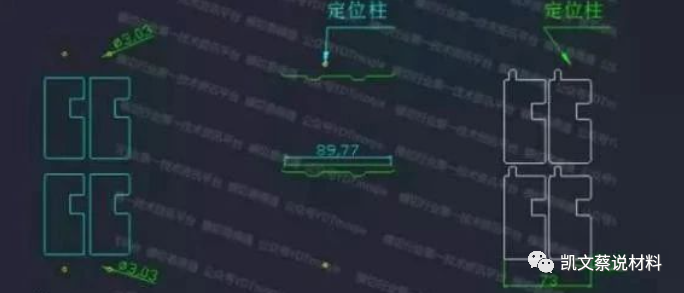
1 .目前合成石墨都是片材,連接處有間隙。2.避開片料連接之間的間隙減少不良率。故我們計算模具的開模穴數和步距。3 .避免把產品模切在間隙中間處,造成多片產品不良。4.模切采用電眼掃描拉跳距。5 需模切四次套切三次,設計小孔套位時,多加小孔使每次套位都是新孔。6.機器需四臺模切機五臺復合機一臺切片機,連機生產。7設計手柄處分條刀時需把分條刀線加長。
三.模具設計
模具設計圖模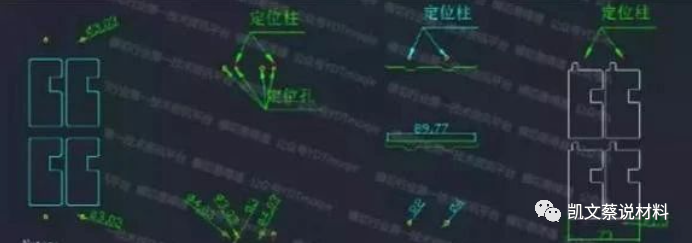
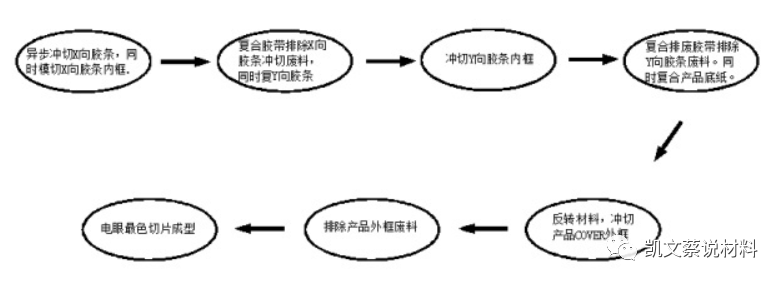
四、工藝流程圖

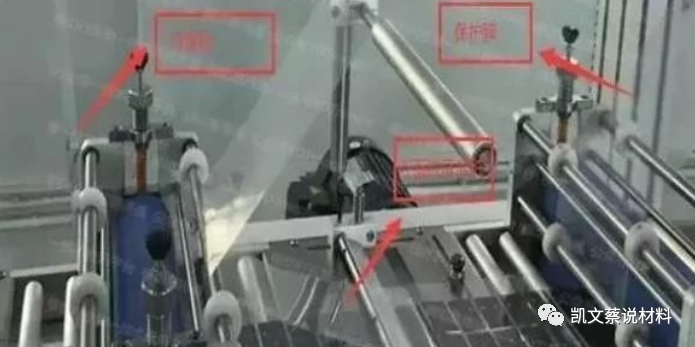
五、工藝講解
1、離型膜上復合機走直材料, 復合雙面膠經過膠輥壓合,用剝離刀排掉原廠底紙,最后再復合石墨片。
2 、用A模具模切石墨片層,小孔全穿,其余半穿至最底層離型膜。
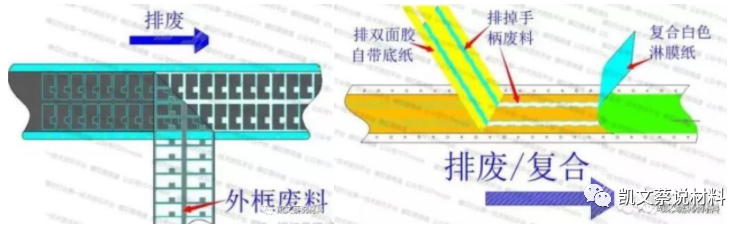
3 、用復合機排掉外框廢料再復合雙面膠,通過膠輥壓合后排掉雙面膠原離型膜,復離型膜。
4、用B模具套位離型膜定位孔, 同時模切八個定位孔到新復合好離型膜上,然后反轉180度過復合機, 排掉離型膜的廢料、石墨片形狀雙面膠的廢料、石墨片自帶離型膜的廢料,最后復合黑色單面膠。
5 、用C模具,全部半穿到離型膜,然后用復合機排掉手柄處的兩條廢料,同時復合透明硅膠保護膜。

6、用D模切整體外框,然后用復合機排掉外框廢料,最后用切片機切成10片一張,到此整個工藝就完成了。

六、石墨片加工生產工藝
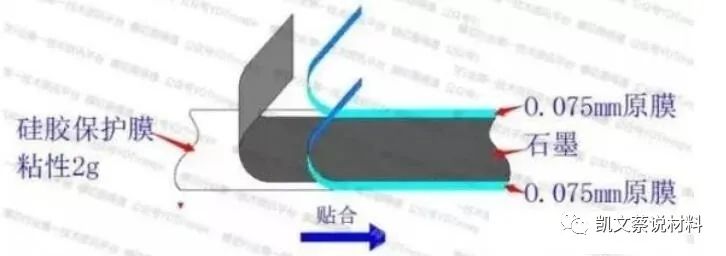
第二種生產方案, 主要是用硅膠保護膜的一個特性:有吸附性。硅膠保護膜和亞克力膠合后,兩者的分子結構不會相互滲透,從而產生離型效果,也就是說能把硅膠保護膜當成帶吸附力的離型膜來用。具體詳情看下面的工藝介紹。同上工藝,每次模切同樣需要電眼追蹤來調整步距。
1 、首先模具設計和第一方案沒太大區別,唯一的區別就是取消第二把刀模。
2 、采用硅膠保護膜托底, 然后居中復合石墨材料, 石墨朝上, 自帶離型膜朝下,最后在兩邊復合兩條不帶離型力的PET原膜。
3 、第一道工序,小孔全穿,其余半穿到硅膠保護膜,然后排掉外框廢料。同時復合雙面膠再排掉雙面膠原廠底膜,換上透明離型膜復合蓋住雙面膠。
4、把材料反轉180度,然后用剝離刀排掉硅膠保護膜,再用封箱膠帶,帶掉石墨片原廠底紙。
5 .第二把刀模切手柄黑色單面膠和雙面膠, 采用復合機排掉手柄處廢料,再復合上客戶要求的保護膜。
6.第三把刀模切整體外框,然后用復合機排掉外框廢料,再用切片機裁切成一張張成品打包出貨。
什么是絕緣高導熱透波SHEET?
六方氮化硼(h-BN)這種二維結構材料,又名白石墨烯,看上去像著名的石墨烯材料一樣,僅有一個原子厚度。但兩者很大的區別是六方氮化硼是一種天然絕緣體而石墨烯是一種完美的導體。與石墨烯不同的是,h-BN的導熱性能很好,可以量化為聲子形式(從技術層面上講,一個聲子即是一組原子中的一個準粒子)。有材料專家說道:“使用氮化硼去控制熱流看上去很值得深入研究。我們希望所有的電子器件都可以盡可能快速有效地散射。而其中的缺點之一,尤其是在對于組裝在基底上的層狀材料來說,熱量在其中某個方向上沿著傳導平面散失很快,而層之間散熱效果不好,多層堆積的石墨烯即是如此。”與石墨中的六角碳網相似,六方氮化硼中氮和硼也組成六角網狀層面,互相重疊,構成晶體。晶體與石墨相似,具有反磁性及很高的異向性,晶體參數兩者也頗為相近。
基于二維氮化硼納米片的復合薄膜,此散熱膜具有透電磁波、高導熱、高柔性、高絕緣、低介電系數、低介電損耗等優異特性,是5G射頻芯片、毫米波天線領域最為有效的散熱材料之一。

-
充電
+關注
關注
22文章
1311瀏覽量
94574 -
快充
+關注
關注
10文章
869瀏覽量
33009
發布評論請先 登錄
相關推薦
一種氮化硼納米片增強的高導熱復合材料

高導熱高絕緣低介電材料 | 氮化硼散熱膜

Die-cutting converting 精密模切加工|氮化硼散熱膜(白石墨烯)
芯片散熱降溫仿真測試方案
晟鵬技術 | 打造全球領先的中國散熱品牌
二維氮化硼高效聲子橋效應讓快充不再過熱
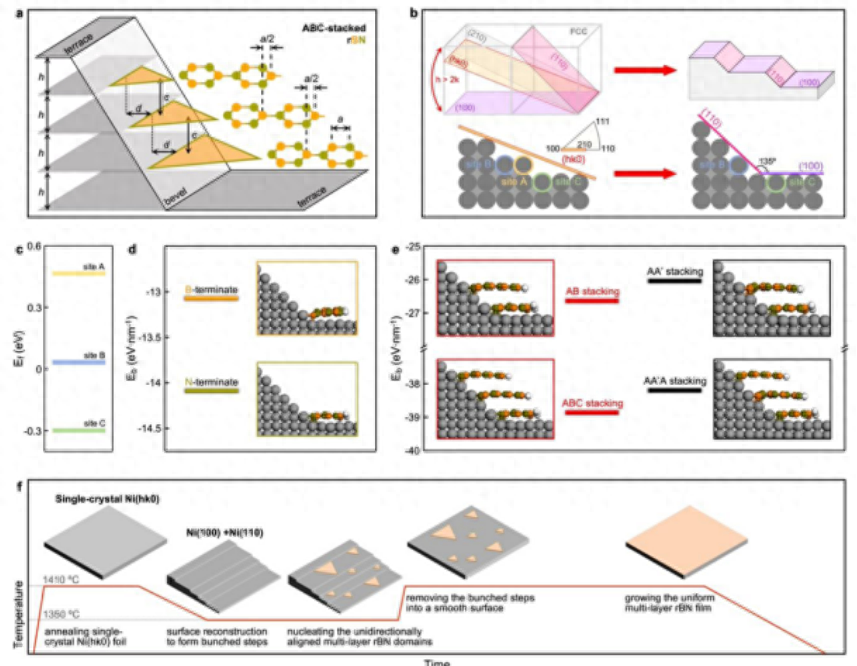
科學家提出傾斜臺階面外延生長菱方氮化硼單晶方法





 工商網監
工商網監
評論