") 回流焊和波峰焊的焊接原理
回流焊和波峰焊的焊接原理
當(dāng)PCB進(jìn)入升溫區(qū)(干燥區(qū))時,焊膏中的溶劑、氣體蒸發(fā)掉,同時,焊膏中的助焊劑潤濕焊盤、連接器引腳,焊膏軟化、塌落、覆蓋了焊盤、連接器引腳與氧氣隔離→PCB進(jìn)入保溫區(qū)時,PCB和連接器引腳得到充分的預(yù)熱,以防PCB突然進(jìn)入焊接區(qū)而損壞PCB和連接器→當(dāng)PCB進(jìn)入焊接區(qū)時,溫度迅速上升使焊膏達(dá)到熔化狀態(tài),液態(tài)焊錫對PCB的焊盤、連接器引腳潤濕、擴散、漫流或回流混合形成焊錫接點→PCB進(jìn)入冷卻區(qū),使焊點凝固。此時完成了回流焊。
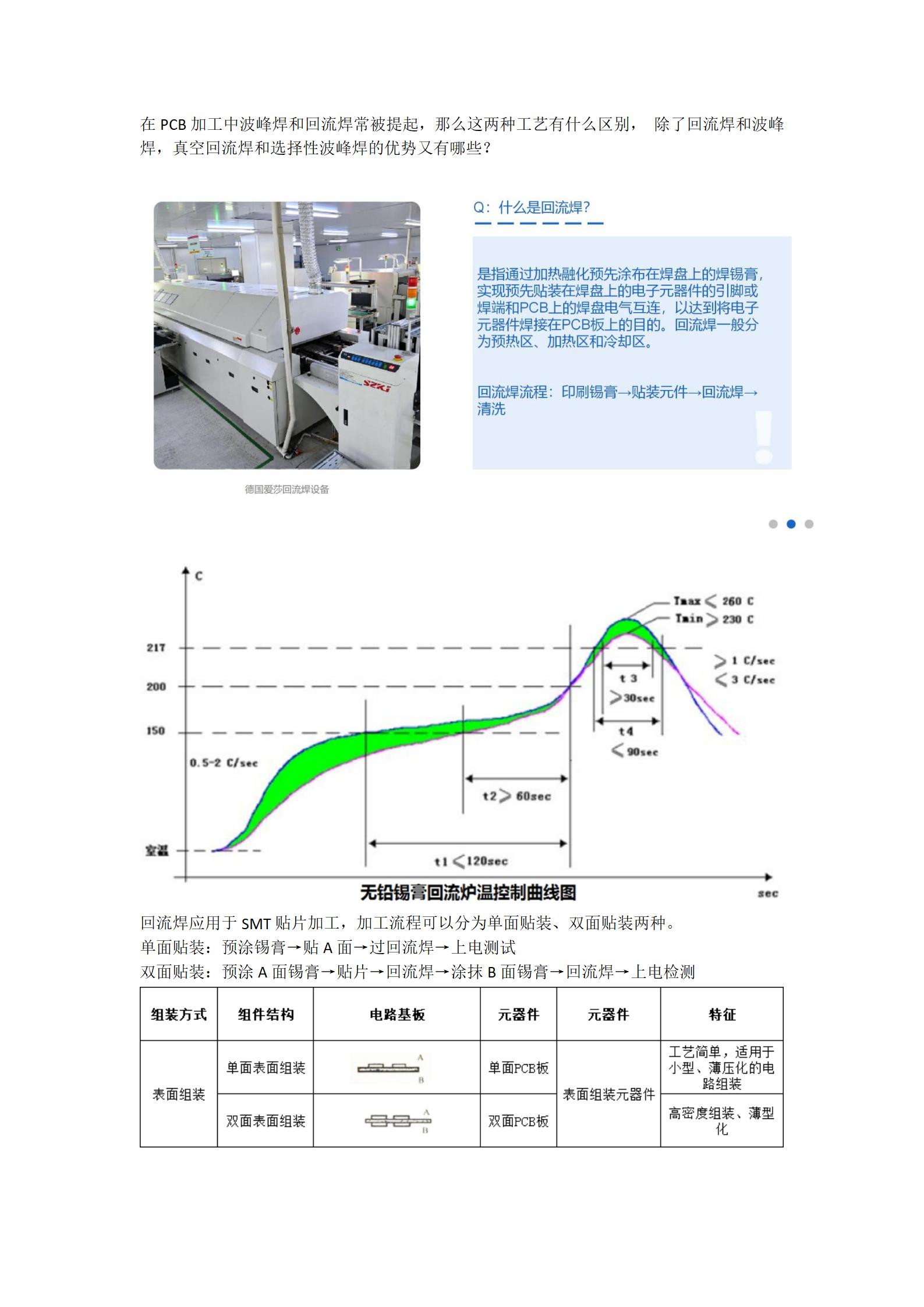
回流焊的常規(guī)焊接溫度:
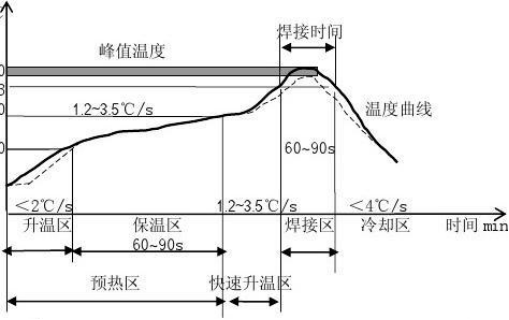
預(yù)熱區(qū)為室溫到150℃;恒溫區(qū)為150℃~200℃;回流區(qū)為220℃,最高溫度為249℃;冷卻區(qū)從220℃降到約150℃。
注:不同產(chǎn)品的焊接曲線不同,詳情請咨詢相關(guān)廠家
波峰焊的焊接原理:
波峰焊接是指將熔化的軟釬焊料(鉛錫合金),經(jīng)電動泵或電磁泵噴流成設(shè)計要求的焊料波,也可通過向焊料池注入氮氣來形成,使預(yù)先裝有連接器的印制板通過焊料波,實現(xiàn)連接器引腳與印制板焊盤間機械與電氣連接的軟釬焊。
波峰焊的常規(guī)焊接溫度::
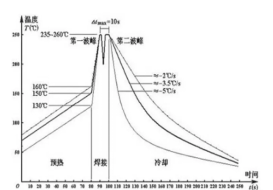
1: 預(yù)熱區(qū)PCB板底溫度范圍為﹕90-120℃
2: 焊接時錫點溫度范圍為﹕245±10℃
3. PCB板在出爐口的溫度控制在100℃以下。
注:不同產(chǎn)品的焊接曲線不同,詳情請咨詢相關(guān)廠家
翹曲原因:
因為連接器在射出成形后,在冷卻過程中,外部收縮,但內(nèi)仍維持高溫,收縮較外部緩慢,待冷卻后會造成連接器內(nèi)外部承受自體一拉一壓之應(yīng)力。這些應(yīng)力一部份會形成翹曲,一部份會留在連接器內(nèi),為殘留應(yīng)力。等到連接器經(jīng)過回流焊時,殘留應(yīng)力將會釋放,最終造成連接器的熱翹曲變形。
審核編輯:湯梓紅
-
pcb
+關(guān)注
關(guān)注
4319文章
23080瀏覽量
397516 -
連接器
+關(guān)注
關(guān)注
98文章
14476瀏覽量
136430 -
焊接
+關(guān)注
關(guān)注
38文章
3114瀏覽量
59701 -
回流焊
+關(guān)注
關(guān)注
14文章
467瀏覽量
16746 -
波峰焊
+關(guān)注
關(guān)注
12文章
309瀏覽量
18610
原文標(biāo)題:工高連城 |上課了:回流焊和波峰焊是什么?
文章出處:【微信號:工高連城連接器商城,微信公眾號:工高連城連接器商城】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊

波峰焊和回流焊簡介和區(qū)別
一分鐘教你如何辨別波峰焊和回流焊
分享一下波峰焊與通孔回流焊的區(qū)別
回流焊和波峰焊有什么區(qū)別
一文了解波峰焊與回流焊有什么不同
波峰焊和回流焊順序
回流焊與波峰焊的作用是什么?他們有什么區(qū)別?
PCBA加工回流焊和波峰焊的區(qū)別
在PCBA加工中,回流焊波峰焊的區(qū)別在哪里
波峰焊和回流焊接的區(qū)別
波峰焊和回流焊你也分不清?一招教你快速區(qū)分





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論