") U鉆在數(shù)控機(jī)床的使用技巧
U鉆在數(shù)控機(jī)床的使用技巧
U鉆首先來(lái)說(shuō)與普通鉆頭的區(qū)別就是U鉆使用刀片周邊刀片和中心刀片,在這個(gè)角度上看,U鉆和普通硬鉆的關(guān)系其實(shí)跟機(jī)夾車(chē)刀和焊接車(chē)刀的關(guān)系差不多,刀具磨損后無(wú)需重磨直接更換刀片即可。
畢竟使用可轉(zhuǎn)位刀片還是比整體硬鉆要節(jié)省材料,并且刀片的一致性更容易控制零件尺寸。
SO,U鉆是你不錯(cuò)的選擇
▲U鉆可以在傾斜角小于30~的表面上打孔,而無(wú)需降低切削參數(shù)。
▲U鉆的切削參數(shù)降低30%后,可實(shí)現(xiàn)斷續(xù)切削,如加工相交孔、相貫孔、相穿孔。
▲U鉆可實(shí)現(xiàn)多階梯孔的鉆削,并能鏜孔、倒角、偏心鉆孔。
▲U鉆鉆削時(shí)鉆屑多為短碎屑,并可利用其內(nèi)冷系統(tǒng)進(jìn)行安全排屑,無(wú)需清理刀具上的切屑,有利于產(chǎn)品的加工連續(xù)性,縮短加工時(shí)間,提高效率。
▲在標(biāo)準(zhǔn)長(zhǎng)徑比條件下,使用U鉆打孔時(shí)無(wú)需退屑。
▲U鉆為可轉(zhuǎn)位刀具,刀片磨損后無(wú)需刃磨,更換較為方便,且成本低廉。
▲使用U鉆加工出的孔表面粗糙度值小,公差范圍小,可替代部分鏜刀的工作。
▲使用U鉆無(wú)需預(yù)打中心孔,加工出的盲孔底面較為平直,省去了平底鉆頭。
▲使用U鉆技術(shù)不但能減少鉆削工具,且因U鉆采用的是頭部鑲硬質(zhì)合金刀片方式,其切削壽命為普通鉆頭的十幾倍,同時(shí),刀片上有四個(gè)切削刃,刀片磨損時(shí)可隨時(shí)更換切削,新的切削節(jié)省了大量磨削和更換刀具時(shí)間,能平均提高工效6-7倍。
U鉆常見(jiàn)問(wèn)題
? 刀片損壞過(guò)快,容易折斷,加工成本增加。
? 加工時(shí)發(fā)出刺耳的嘯叫聲,切削狀態(tài)不正常。
? 機(jī)床抖動(dòng),影響機(jī)床的加工精度。
U鉆使用注意要點(diǎn)
▲ U鉆的安裝要注意正反方向,哪個(gè)刀片向上,哪個(gè)刀片向下,哪個(gè)面向內(nèi),哪個(gè)面向外。
▲ U鉆的中心高必須要校正,根據(jù)其直徑大小來(lái)要求控制范圍,一般控制在0.1mm之內(nèi),U鉆的直徑越小,中心高要求越高,中心高不好U鉆的二側(cè)會(huì)磨損,孔徑會(huì)偏大,刀片使用壽命縮短,小U鉆的話(huà)很容易折斷。
▲ U鉆對(duì)冷卻液的要求很高,必須保證冷卻液從U鉆的中心射出,冷卻液的壓力要越大越好,可以將刀塔多余的出水口堵起來(lái),保證其壓力。
▲ U鉆的切削參數(shù)嚴(yán)格按照廠(chǎng)家的說(shuō)明,但也要考慮不同品牌的刀片,機(jī)床的功率,加工中可以參考機(jī)床的負(fù)載值大小,做適當(dāng)調(diào)整,一般采用高轉(zhuǎn)速,低進(jìn)給。
▲ U鉆刀片要經(jīng)常檢查,及時(shí)更換,不同刀片不可裝反。
▲根據(jù)工件的硬度和刀具懸伸的長(zhǎng)度來(lái)調(diào)整進(jìn)刀量,工件越硬,刀具懸伸量越大,走刀量應(yīng)越小。
▲不要使用過(guò)量磨損的刀片,應(yīng)該在生產(chǎn)中記錄刀片磨損與可加工工件數(shù)量的關(guān)系,及時(shí)更換新的刀片。
▲使用充足和壓力正確的內(nèi)冷卻液。冷卻液的主要作用是排屑和冷卻。
▲ U鉆不可用于加工較軟材料,如紫銅,軟鋁等。
U鉆在數(shù)控機(jī)床的使用技巧
1.U鉆使用時(shí)對(duì)機(jī)床的剛性、刀具與工件的對(duì)中性要求較高,因此U鉆適合在大功率、高剛性、高轉(zhuǎn)速的數(shù)控機(jī)床上使用。
2.使用U鉆時(shí),中心刀片應(yīng)選用韌性好的刀片,周邊的刀片應(yīng)選用比較鋒利的刀片。
3.加工不同材料時(shí),應(yīng)選用不同槽形的刀片,一般情況下,小進(jìn)給、公差小、U鉆長(zhǎng)徑比大時(shí),選用切削力較小的槽形刀片,反之粗加工、公差大、U鉆長(zhǎng)徑比小時(shí)則選切削力較大的槽形刀片。
4.使用U鉆時(shí)一定要考慮機(jī)床主軸功率、U鉆裝夾穩(wěn)定性、切削液的壓力和流量,同時(shí)控制好U鉆的排屑效果,否則將在很大程度上影響孔的表面粗糙度和尺寸精度。
5.裝夾U鉆時(shí),一定要使U鉆中心與工件中心重合,并垂直于工件表面。
6.使用U鉆時(shí),要根據(jù)不同的零件材料,選擇合適的切削參數(shù)。
7.U鉆試切削時(shí),一定不要因小心害怕而隨意減小進(jìn)給量或降低轉(zhuǎn)速,而使U鉆刀片破損或U鉆損壞。
8.使用U鉆加工時(shí),刀片出現(xiàn)磨損或破損時(shí),要仔細(xì)分析原因,更換韌性更好或更耐磨刀片。
9.使用U鉆加工階梯孔時(shí),一定要先從大孔開(kāi)始加工,再加工小孔。
10.U鉆使用時(shí)注意切削液要有足夠的壓力,以便將切屑沖出。
11. U鉆上中心和邊緣所使用的刀片是不同的,千萬(wàn)不可錯(cuò)用,否則將會(huì)損壞U鉆刀桿。
12.使用U鉆鉆孔時(shí),可采用工件旋轉(zhuǎn)、刀具旋轉(zhuǎn)以及刀具和工件同時(shí)旋轉(zhuǎn)的方式,但是當(dāng)?shù)毒咭跃€(xiàn)性進(jìn)給方式移動(dòng)時(shí),最常用的方法是采用工件旋轉(zhuǎn)方式。
13. 在數(shù)控車(chē)上加工時(shí)要考慮車(chē)床的性能,對(duì)切削參數(shù)做適當(dāng)調(diào)整,一般是降低轉(zhuǎn)速,低進(jìn)給。
審核編輯:劉清
-
控制器
+關(guān)注
關(guān)注
112文章
16332瀏覽量
177813 -
數(shù)控機(jī)床
+關(guān)注
關(guān)注
19文章
779瀏覽量
46363
原文標(biāo)題:如何避免U鉆在數(shù)控加工中出現(xiàn)問(wèn)題,這有幾個(gè)技巧送給你
文章出處:【微信號(hào):AMTBBS,微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
數(shù)控機(jī)床技術(shù)資料
基于RBAC的數(shù)控機(jī)床信息集成系統(tǒng)
PSO算法在數(shù)控機(jī)床交流伺服系統(tǒng)PID參數(shù)優(yōu)化中的應(yīng)用
什么是數(shù)控機(jī)床?什么叫數(shù)控機(jī)床?
數(shù)控機(jī)床的英文是什么
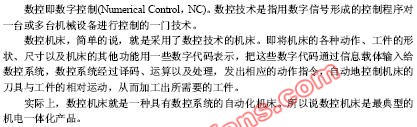
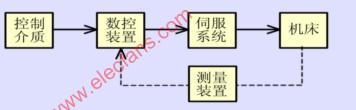
數(shù)控機(jī)床的組成
傳感器在數(shù)控機(jī)床上的設(shè)計(jì)應(yīng)用

柔性?shī)A具在數(shù)控機(jī)床中應(yīng)用
PLC在數(shù)控機(jī)床故障維修思路_PLC在數(shù)控機(jī)床故障維修措施
關(guān)于數(shù)控機(jī)床一體機(jī)在數(shù)控機(jī)床上的應(yīng)用分析






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論