 關于焊點產生空洞的原因有哪些?
關于焊點產生空洞的原因有哪些?
在PCBA加工過程中,線路板焊接后可能會出現一些不良現象,如空洞(也常被稱為氣孔、氣泡、Void)等最常見的不良現象,這些現象會直接影響產品質量。因此,在日常加工過程中,應具體分析原因并解決問題。下面就由佳金源錫膏廠家整理了一下關于焊點產生空洞的主要原因,希望能幫助大家解決問題。
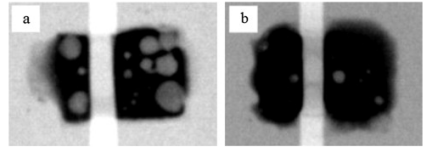
焊點產生空洞的主要原因是助焊劑中的有機物遇熱分解產生的氣泡不能及時排出,在焊點中冷卻后就會產生空洞現象。焊點空洞的影響因素如下:
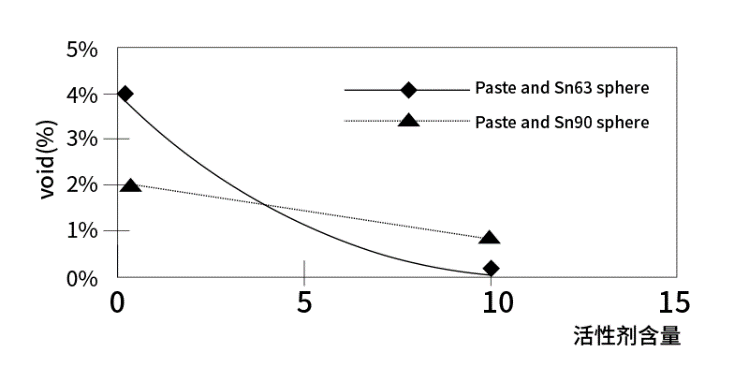
1、助焊劑活性。由于助焊劑當中熔劑的有機物高溫裂解,使氣泡難以逸出,導致氣體被包裹在合金中。如果有機物產生的氣體的浮力小于焊料的表面張力,那么氣體就會被包圍在焊點內部,進而形成空洞現象。
2、焊接時間。Sn63-Pb37焊料的浸漬時間很短,約為0.6s,而SnAgCu焊料的浸漬時間約為1.5s,在這些情況下,有機物熱解產生的氣體很難逸出,氣體會完全被包圍在合金層中。
3、錫膏中的水分。錫膏從冰箱中取出后,應在室溫(25℃±3℃)下保存至少4小時,避免吸入空氣中的水分。焊錫膏在使用前必須攪拌,在手工攪拌過程中,時間不宜過長(約3min-5min),攪拌力不宜過大,推薦用離心機攪拌。錫膏印刷后不能在空氣中放置太久(一般在2小時內),否則錫膏吸水過多會增加空洞形成的概率。
4、焊盤氧化物。PCB焊盤表面氧化和臟污程度越高,焊接后PCBA焊點產生的空洞就越多。因為焊盤氧化程度越大,需要更強的活性劑來處理焊接物體表面的氧化物。必須避免焊膏和待焊接金屬表面的氧化物。否則,沒有其他方法來減少空洞的形成。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
錫膏
+關注
關注
1文章
819瀏覽量
16698 -
焊點
+關注
關注
0文章
112瀏覽量
12742
發布評論請先 登錄
相關推薦

錫膏回流焊點空洞產生的原因及預防措施
膏廠家來介紹一下:回流焊點空洞產生原因:1、錫膏中助焊劑比例偏大,難以在焊點凝固之前完全逸出;2、預熱溫度偏低,助焊劑中的溶劑難以完全揮發,

SMT貼片加工產生焊接裂縫的原因是什么?
一站式PCBA智造廠家今天為大家講講smt加工產生焊接裂縫的原因有哪些?SMT加工產生焊接裂縫的原因。SMT加工中
詳解錫膏產生空洞的具體原因
空洞是指焊點中存在的氣泡或空隙,它會影響焊點的機械強度、熱傳導性和電氣性能。在相同的PCB和器件條件下,有的焊接材料容易形成空洞,有的錫膏則表現出卓越的控制
smt加工過程中空洞產生的原因及處理方法
一站式PCBA智造廠家今天為大家講講smt加工過程中空洞產生的原因有哪些?解決SMT加工過程中空洞問題的方法。SMT加工是電子制造中常見的一
PCBA焊接中焊點拉尖的原因及解決辦法
一站式PCBA智造廠家今天為大家講講如何解決PCBA加工時焊點拉尖現象?PCBA加工焊點拉尖產生的原因和解決方法。近年來,隨著科技的不斷發展,電子產品的需求不斷增加。PCBA焊接作為電
SMT貼片加工中空洞是如何產生的?
一站式PCBA智造廠家今天為大家講講smt貼片加工中空洞產生的原因都有哪些?如何避免空洞的產生。近年來,隨著電子產品的迅速發展和普及,SMT
SMT貼片加工-焊點光澤度不足的原因
一站式PCBA智造廠家今天為大家講講SMT加工中焊點是為什么會光澤度不夠?影響SMT加工焊點光澤度的原因.在SMT(表面貼裝技術)貼片加工過程中,焊點的光澤度是評判焊接質量的一個重要指
無鉛錫膏焊接空洞對倒裝LED的影響
空洞是無鉛錫膏焊接時普遍發生的問題。無鉛錫膏顆粒之間的空隙會造成空洞。此外由于金屬元素擴散速度不一致,在金屬間化合物層中通常會留下空位,空位在不斷聚集后會形成空洞。空洞的出現使得導電性
焊點空洞產生的原因及其危害
隨著電子產品的集成度越來越高,器件的單位功率也越來越大,特別是在5G通信、汽車電子.軌道交通、光伏、軍工航天等領域,大功率晶體管、射頻元件、LED、IGBT、MOSFET等器件的應用越來越多。
焊接材料對焊點有什么基本要求?
在電子產品組裝過程中,焊接是一個重要環節。主要焊錫包括焊錫絲、焊錫條等。如果沒有相應的焊接工藝質量保證,任何設計精良的電子設備都很難達到設計指標。一些焊接材料對焊點有什么基本要求?今天,佳金源錫線

錫膏產生焊點空洞的原因有哪些?
解一下:錫膏產生焊點空洞的原因:1、中間助焊劑的比例過高,無法在焊點固化前完全揮發。2、若預熱溫度較低,助焊劑中的溶劑未能充分揮發,會在焊接

EMI產生原因有哪些
電磁干擾(EMI)是指任何可能導致設備、系統或網絡性能降低的電磁現象。EMI源頭是指產生這些電磁干擾的原因和來源。了解EMI源頭對于確保電子設備和通信系統的正常運行至關重要,因為它們可能導致設備損壞
igbt真空回流焊空洞問題
的生產過程中,可能會出現空洞問題,這不僅影響了組裝質量,還可能導致設備故障和電路損壞。因此,解決IGBT真空回流焊空洞問題對于提高產品性能和可靠性至關重要。 首先,我們需要了解IGBT真空回流焊空洞問題的





 工商網監
工商網監
評論