") 功率放大器在磁流變阻尼調(diào)控的薄壁件研究中的應(yīng)用
功率放大器在磁流變阻尼調(diào)控的薄壁件研究中的應(yīng)用
功率放大器基于磁流變阻尼調(diào)控的薄壁件加工抑振研究
研究方向:
機(jī)械加工
實(shí)驗(yàn)設(shè)備:
功率ATA-304功率放大器、磁流變阻尼抑振設(shè)備、電渦流傳感器、數(shù)據(jù)采集卡、上位機(jī)(筆記本)、S-ADRC控制器。
實(shí)驗(yàn)?zāi)康?
為實(shí)現(xiàn)薄壁件銑削過(guò)程中的顫振抑制,本文選擇典型的懸臂式 T 型板作為銑削振動(dòng)抑制試驗(yàn)的控制對(duì)象,開(kāi)發(fā)了基于磁流變阻尼的薄壁件振動(dòng)控制系統(tǒng)。薄壁件振動(dòng)控制系統(tǒng)包括硬件部分與軟件部分,S-ADRC 控制器集成到 LabVIEW 編寫(xiě)的薄壁件抑振調(diào)控軟件中,作用到磁流變阻尼抑振設(shè)備上。基于薄壁件振動(dòng)控制系統(tǒng)在加工中心進(jìn)行了薄壁件的側(cè)銑試驗(yàn),通過(guò)控制器實(shí)時(shí)調(diào)控磁流變阻尼實(shí)現(xiàn)了懸臂式薄壁件側(cè)銑加工的振動(dòng)抑制。
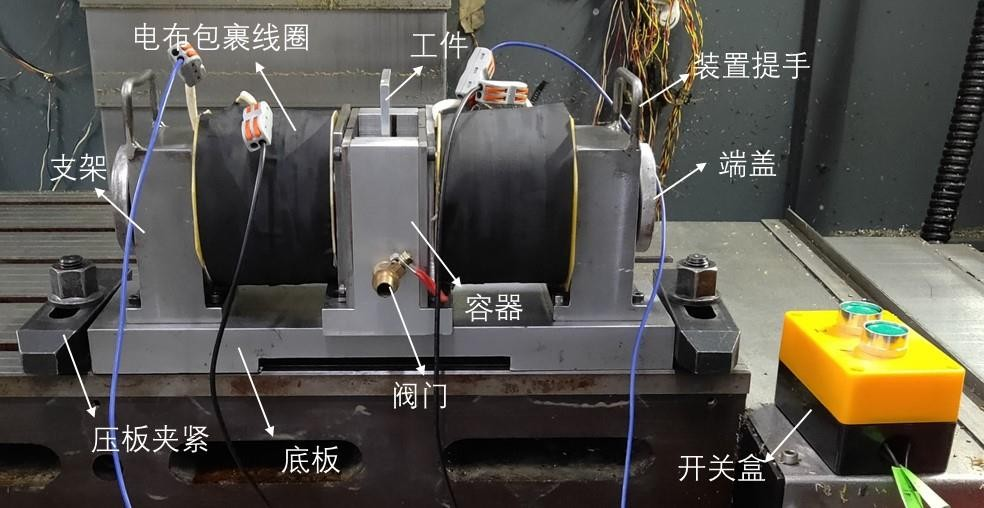
圖:磁流變阻尼抑振設(shè)備實(shí)物圖
實(shí)驗(yàn)過(guò)程:
選擇典型的懸臂式T型板作為銑削振動(dòng)抑制試驗(yàn)的控制對(duì)象,開(kāi)發(fā)了基于磁流變阻尼的薄壁件振動(dòng)控制系統(tǒng)。薄壁件振動(dòng)控制系統(tǒng)包括硬件部分與軟件部分,S-ADRC控制器集成到LabVIEW編寫(xiě)的薄壁件抑振調(diào)控軟件中,作用到磁流變阻尼抑振設(shè)備上。基于薄壁件振動(dòng)控制系統(tǒng)在加工中心進(jìn)行了薄壁件的側(cè)銑試驗(yàn),通過(guò)控制器實(shí)時(shí)調(diào)控磁流變阻尼實(shí)現(xiàn)了懸臂式薄壁件側(cè)銑加工的振動(dòng)抑制。
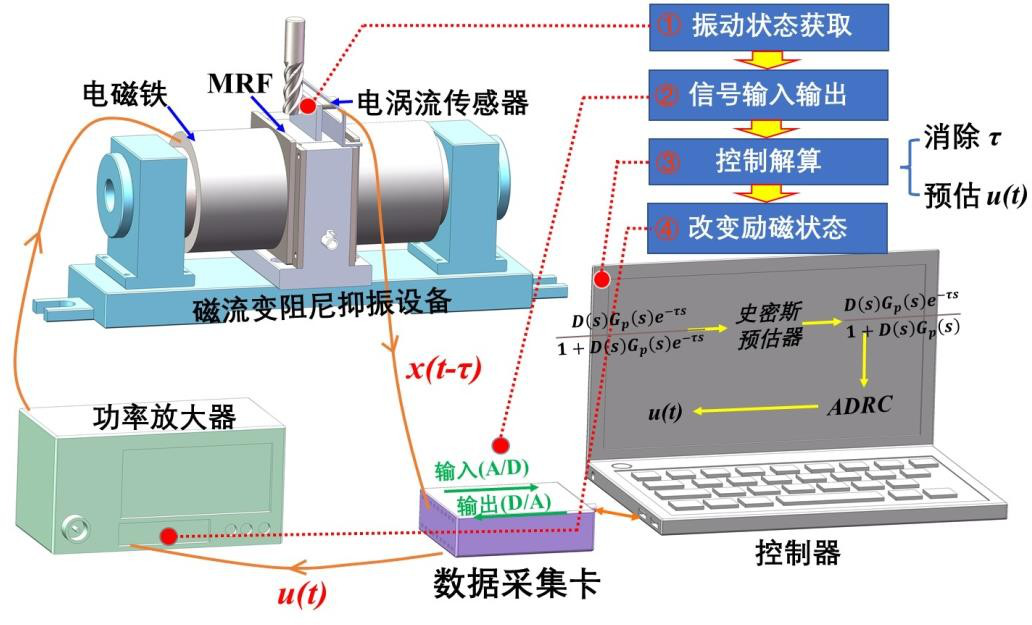
圖:基于磁流變阻尼抑振設(shè)備的薄壁件銑削振動(dòng)控制系統(tǒng)
進(jìn)行磁流變阻尼調(diào)控的薄壁件銑削抑振試驗(yàn),在銑削試驗(yàn)之前需要進(jìn)行一系列試驗(yàn)準(zhǔn)備,比如編寫(xiě)銑削加工G代碼、安裝磁流變阻尼抑振涉設(shè)備、連接各個(gè)硬件之間電路、調(diào)試程序參數(shù)、攪拌磁流變液等等。
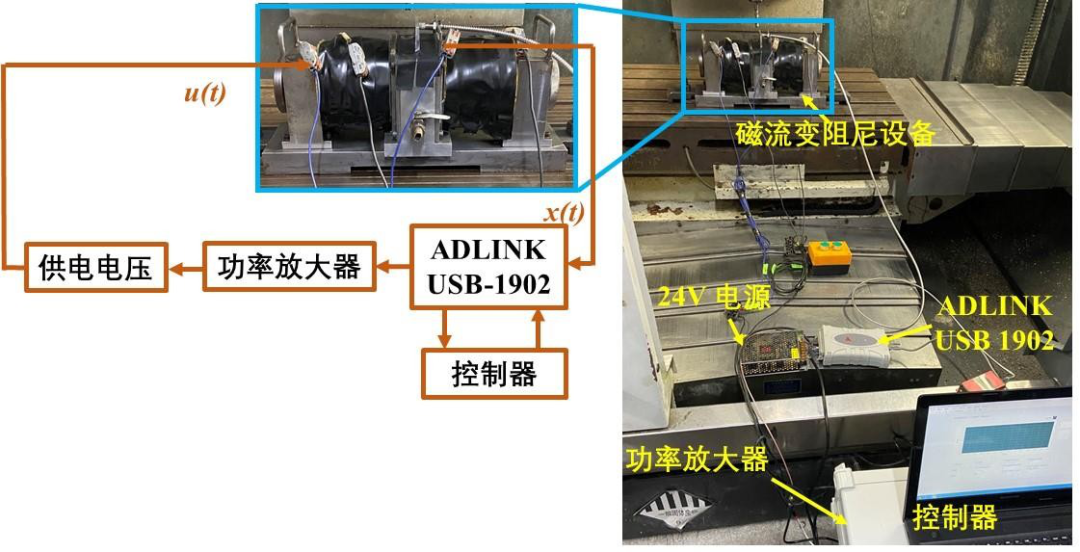
圖:薄壁件銑削抑振試驗(yàn)的試驗(yàn)裝置和調(diào)控系統(tǒng)圖
由于試驗(yàn)中選用的是電渦流傳感器測(cè)量薄壁件的振動(dòng)位移,考慮到電渦流傳感器線(xiàn)性工作的區(qū)間是0.6-2.6mm,并且與電壓信號(hào)之間的標(biāo)定比例系數(shù)為2.5。傳感器和薄壁件的初始間距設(shè)置為1mm,所以控制器的目標(biāo)值v0設(shè)置為2.5。一切準(zhǔn)備就緒后,開(kāi)始銑削試驗(yàn)。銑削試驗(yàn)分為兩組,一組是在容器中倒入150ML的磁流變液但是不進(jìn)行磁流變阻尼控制,另一組是在容器中倒入150ML的磁流變液且加工時(shí)施加磁流變阻尼控制。兩組試驗(yàn)切削參數(shù)均選用主軸轉(zhuǎn)速3000rpm,軸向切深2.5mm,徑向切深0.5mm。薄壁件的材料選用鋁7075,厚度5mm。銑刀選用三刃硬質(zhì)合金立銑刀,直徑10mm。
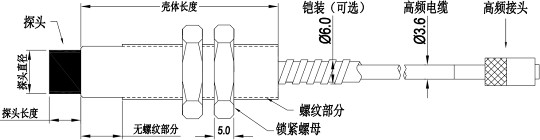
圖:電渦流傳感器模型圖
電渦流傳感器被支架固定在工件的非切削側(cè)并且距離工件表面1mm處,另一端連接著數(shù)據(jù)采集卡,采樣頻率為19200Hz。振動(dòng)狀態(tài)被傳輸?shù)娇刂破鳎?jīng)過(guò)解算的控制量經(jīng)過(guò)采集卡的輸出端傳輸?shù)焦β史糯笃鳎环糯笾蠓答伒酱帕髯冏枘嵋终裨O(shè)備,抑制工件的振動(dòng)。
實(shí)驗(yàn)結(jié)果:
薄壁件切削試驗(yàn)分為兩組,第一組試驗(yàn)切削參數(shù)設(shè)置為主軸轉(zhuǎn)速3000r/min,軸向切削深度2.5mm,徑向切削深0.5mm,進(jìn)給速度為300mm/min。第一組切削實(shí)驗(yàn)不受磁流變阻尼控制。第二組切削試驗(yàn)參數(shù)選取與第一組完全相同,開(kāi)啟S-ADRC控制器,根據(jù)采集的振動(dòng)信號(hào)實(shí)時(shí)調(diào)整電壓輸出改變磁流變和工藝系統(tǒng)的阻尼特性。兩組切削試驗(yàn)薄壁件振動(dòng)曲線(xiàn)如下圖所示。
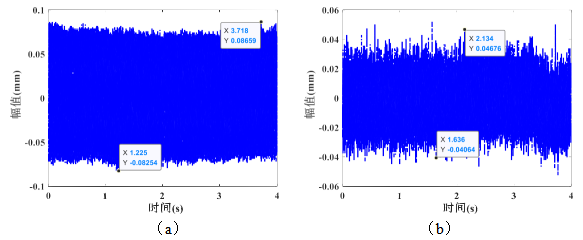
圖:切削過(guò)程振動(dòng)信號(hào)(a)未施加控制(b)施加磁流變阻尼控制
把兩組試驗(yàn)振動(dòng)信號(hào)通過(guò)傅里葉變化,觀(guān)察兩組信號(hào)中顫振頻率的區(qū)別。圖4顯示了未施加磁流變阻尼控制和施加磁流變阻尼控制兩種銑削試驗(yàn)條件下的傅里葉頻譜,此外,不同銑削試驗(yàn)條件下加工工件的表面振紋與3D表面形貌圖像如下圖5所示。
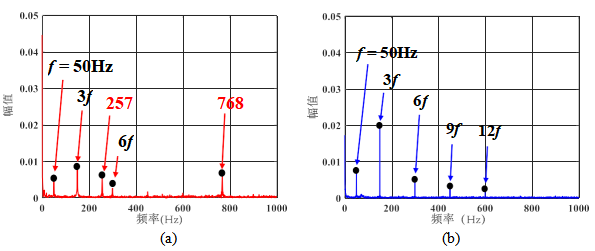
圖:頻譜圖(a)未施加控制(b)施加磁流變阻尼控制
從第一組試驗(yàn)結(jié)果可以分析出,在沒(méi)有施加磁流變阻尼控制的情況下,銑削加工中工件的振動(dòng)幅度達(dá)到0.15mm,頻譜圖除了有軸頻50Hz、刀齒通過(guò)頻率也就是基頻的倍數(shù)之外,還出現(xiàn)了257Hz和768Hz的顫振頻率。這說(shuō)明了選擇不穩(wěn)定切削域內(nèi)的加工參數(shù),并且在不施加磁流變阻尼控制時(shí)進(jìn)行銑削試驗(yàn)引發(fā)了顫振現(xiàn)象的發(fā)生,同時(shí)也驗(yàn)證了銑削穩(wěn)定性葉瓣圖的準(zhǔn)確性。
在第二組實(shí)驗(yàn)中,施加磁流變阻尼控制之后的試驗(yàn)結(jié)果表明,銑削加工中工件的時(shí)域振動(dòng)幅度衰減至0.08mm,與未控制的幅度相比降低至其二分之一。從頻域上觀(guān)察,頻譜圖上257Hz和768Hz處的顫振頻率完全消失。這說(shuō)明施加了磁流變阻尼控制后,系統(tǒng)的穩(wěn)定域有所提高,加工參數(shù)落入了穩(wěn)定加工域內(nèi)。
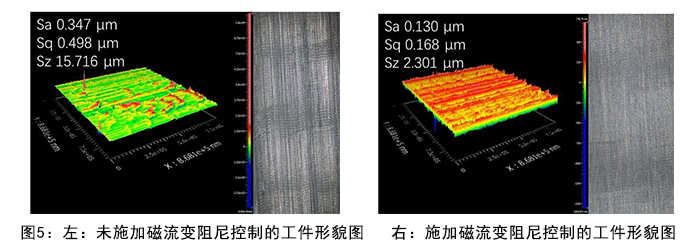
圖:不同銑削試驗(yàn)條件下加工工件的表面振紋與3D表面形貌圖像
從ZYGO測(cè)量的三維形貌圖上可以看出,施加控制時(shí)銑削后的薄壁件表面粗糙度平均值為0.130μm,表面粗糙度的峰峰值為2.301μm,相比于不施加控制的表面粗糙度結(jié)果顯著降低。并且工件的已加工表面相比于未施加控制的工件表面更為平整光滑。兩組對(duì)比試驗(yàn)的結(jié)果表明該控制器通過(guò)增強(qiáng)磁流變液的阻尼作用,增強(qiáng)了薄壁零件的動(dòng)態(tài)特性,抑制了懸臂式薄壁件銑削加工中的振動(dòng),提高了薄壁件的加工穩(wěn)定性。
-
放大器
+關(guān)注
關(guān)注
143文章
13583瀏覽量
213367 -
功率放大器
+關(guān)注
關(guān)注
102文章
3568瀏覽量
131812 -
磁流
+關(guān)注
關(guān)注
0文章
9瀏覽量
6814
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
Aigtek:功率放大器頻譜特性是什么意思

安泰功率放大器在什么器件上使用

安泰功率放大器怎么用

安泰功率放大器怎么使用
功率放大器的幾種常見(jiàn)類(lèi)型
功率放大器在管道定位系統(tǒng)的硬件實(shí)現(xiàn)研究中的應(yīng)用

功率放大器在合成射流激勵(lì)器中的應(yīng)用
功率放大器在管道定位系統(tǒng)硬件中的應(yīng)用
ATA-4051高壓功率放大器在非共振式壓電直線(xiàn)電機(jī)性能測(cè)試中的應(yīng)用
功率放大器的工作原理 功率放大器的基本要求
甲乙類(lèi)功率放大器的特點(diǎn) 甲乙類(lèi)功率放大器的最大效率為
功率放大器通常工作在什么狀態(tài)
功率放大器主要放大的是什么
功率放大器在電磁系統(tǒng)中的應(yīng)用
功率放大器應(yīng)用領(lǐng)域指南(功率放大器應(yīng)用場(chǎng)景介紹)
- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測(cè)量?jī)x表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無(wú)線(xiàn)
- 接口/總線(xiàn)/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車(chē)電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測(cè)
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專(zhuān)欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 社區(qū)
- 小組
- 論壇
- 問(wèn)答
- 評(píng)測(cè)試用
- 企業(yè)服務(wù)
- 產(chǎn)品
- 資料
- 文章
- 方案
- 企業(yè)
- 供應(yīng)鏈服務(wù)
- 硬件開(kāi)發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線(xiàn)研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測(cè)驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀(guān)察



版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長(zhǎng)沙市望城經(jīng)濟(jì)技術(shù)開(kāi)發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠(chǎng)房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
評(píng)論