 陶瓷基板外形切割之激光切割與水刀切割的區別
陶瓷基板外形切割之激光切割與水刀切割的區別
半導體陶瓷基板外形切割主要分為激光切割與水刀切割,它們在切割原理、特點、優缺點等方面存在一些區別。下面就讓我們來詳細了解一下這兩種切割方法的區別。
一、激光切割
1.激光切割的原理
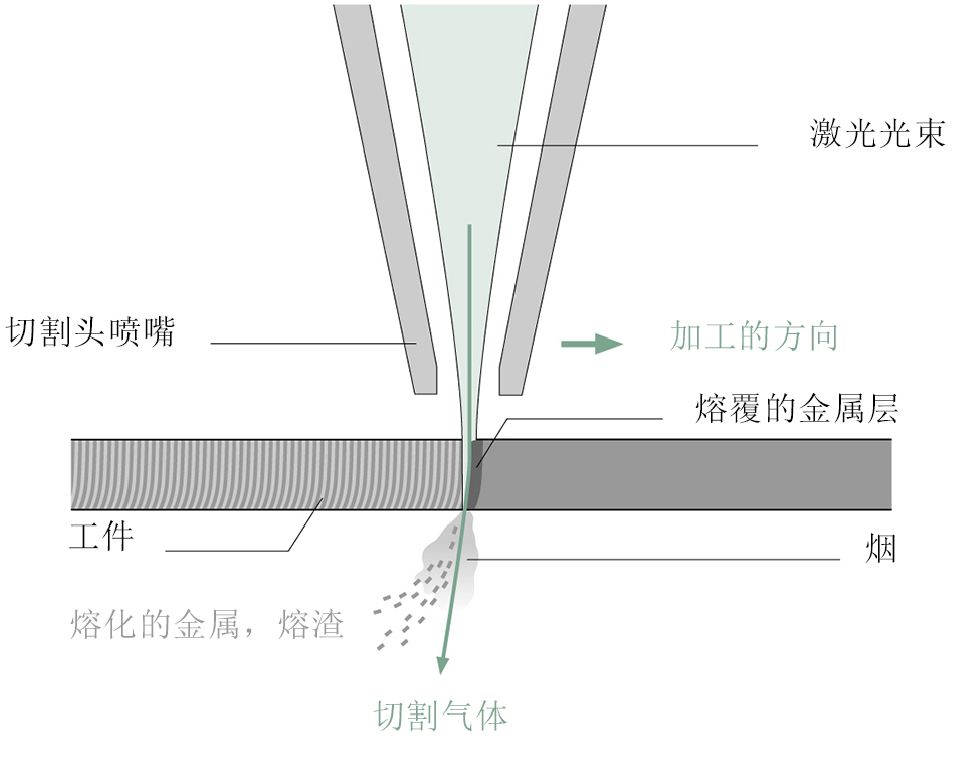
激光切割是利用經聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、氣化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質,從而實現將工件割開。激光切割屬于熱切割方法之一。
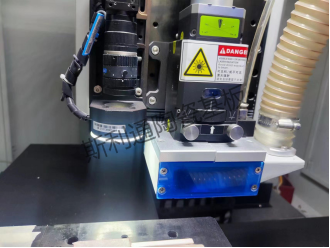
斯利通陶瓷基板激光切割
2.激光切割的分類
1)氣化切割
激光氣化切割多用于極薄金屬材料和非金屬材料(如紙、布、木材、塑料和橡皮等)的切割。
2)熔化切割
激光熔化切割主要用于一些不易氧化的材料或活性金屬的切割,如不銹鋼、鈦、鋁及其合金等。
3)氧氣切割
激光氧氣切割主要用于碳鋼、鈦鋼以及熱處理鋼等易氧化的金屬材料。
4)劃片與控制斷裂
激光劃片是利用高能量密度的激光在脆性材料的表面進行掃描,使材料受熱蒸發出一條小槽,然后施加一定的壓力,脆性材料就會沿小槽處裂開。激光劃片用的激光器一般為Q開關激光器和CO2激光器。
控制斷裂是利用激光刻槽時所產生的陡峭的溫度分布,在脆性材料中產生局部熱應力,使材料沿小槽斷開。
二、水刀切割
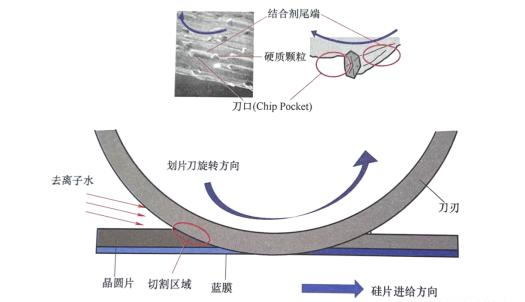
劃片刀(Wafer Saw)主要由電鑄鎳基結合劑、金剛石/類金剛石等硬質顆粒組成。切割時由主軸帶動刀片高速旋轉獲得高剛性,從而去除材料實現切割。由于刀片具有一定的厚度,要求劃片線寬較大。金剛石劃片刀能夠達到的最小切割線寬為25~35um。切割不同材質、厚度的晶圓,需要更換不同的刀具。在旋轉砂輪式劃片過程中,需要采用去離子水對刀片進行冷卻,并帶走切割后產生的硅渣碎屑。
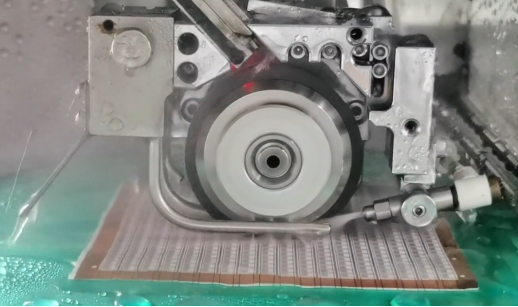
斯利通陶瓷電路板水刀切割
1、劃片刀結構特點
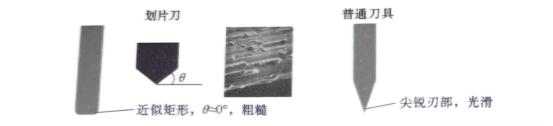
劃片刀表面粗粘,有凸起的硬質顆粒和刀口,劃片刀的刀尖表面粗糙,刃部近似矩形,與水平面的夾角日接近0°,
而普通刀具,刀尖表面較為光滑,刃部尖銳,刀尖與水平面的夾角 較大;
2、高速轉動
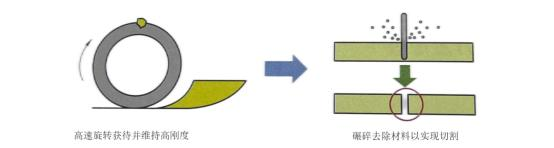
普通刀具利用鋒銳尖端在物體表面施加集中應力,可直接分裂物體進行切割。劃片刀與普通刀具不同。因為本身結構、材質特性,在靜態或低速轉動時,劃片刀無法實現切割,必須高速旋轉獲得高剛度,從而以碾碎去除材料的形式實現切割(見下圖)。在這種切割方式下,金剛石刀片以3000~40000r/min的高轉速切割晶圓劃片槽。同時,承載著晶圓的丁作臺以一定的速度沿刀片與晶圓接觸點的切線方向呈直線運動,切割晶圓產生的硅屑被去離子水沖走。
3、刀口
刀口是經磨刀后在刃部形成的,由順刀方向硬質顆粒及其與結合劑尾端間的細微凹槽或空洞組成,其根據刀片配方不同而變化。刀口具有排屑和冷卻的作用,刀口的存在使刀片切割能力得以維持。
4、劃片刀切割機理
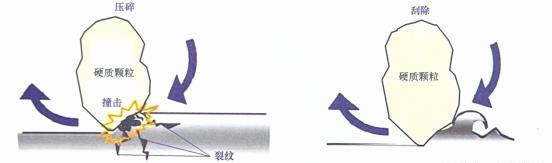
1.撞擊
切割硅等硬脆性材料時,刀片依靠高速旋轉使金剛石等硬質顆粒高頻撞擊晶圓,在表面形成微裂紋,壓碎后利用刀口將碎屑帶走。
2.刮除
切割延展性金屬材料時,刀口持續刮擦物體表面,將表面拉毛,刮除,并將碎屑排除。
硬質顆粒的撞擊和刀口的刮擦使材料能夠從物體表面剝離,同時刀口能夠將碎屑及時排除。這兩者協同作用以保持物體表面材料被持續剝離,達到切割的效果。
3、刀片磨損
基于刀片切割運動形式(高速旋轉、水平進給)及工作環境(去離子水及添加劑),刀片主要受以下作用影響:
1)機械應力,法向、切向壓力及切屑的摩擦力。
2)熱應力,摩擦導致的溫升熱應力。
3)化學腐蝕,切割水酸堿度(pH值)及化學物質反應。
在一般情況下刀片連續切割,主要考慮機械應力導致的磨損。劃片刀的組成、結構特點、運動模式和工作環境,決定刀片磨損主要為硬質顆粒斷裂和結合劑磨耗兩種模式。
三、優缺點對比
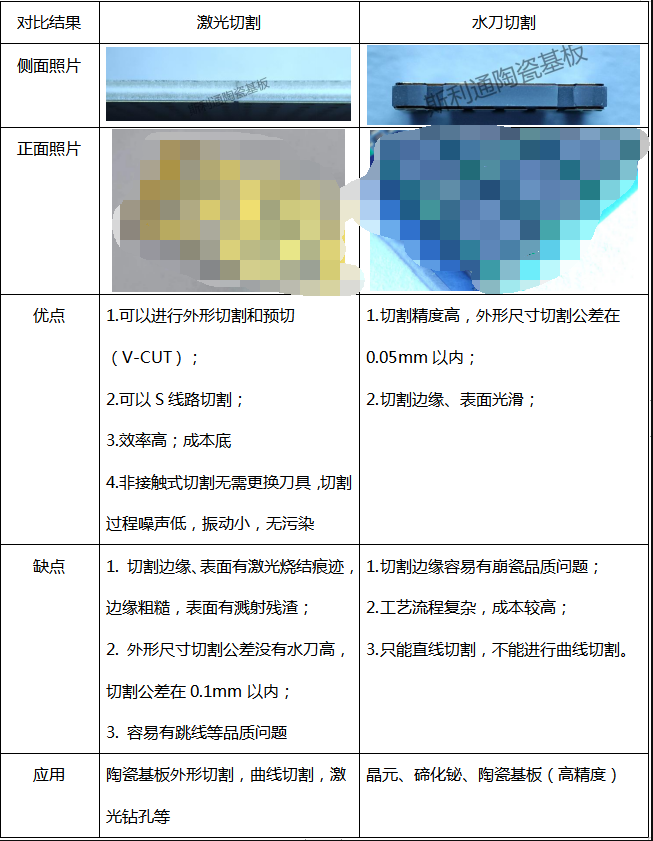
陶瓷基板激光切割與水刀切割的對比
審核編輯 黃宇
-
激光切割
+關注
關注
2文章
221瀏覽量
12876 -
陶瓷基板
+關注
關注
5文章
211瀏覽量
11416
發布評論請先 登錄
相關推薦
CNC切割與傳統切割的區別
激光切割屬于哪種加工方式
激光切割的原理和操作方法
激光切割機床的基本操作步驟
激光切割板材厚度與焦點之間的關系
激光切割如何調整焦點位置
激光切割機和激光切管機在金屬加工應用領域的區別

6000W激光切割機能夠切割的具體厚度由什么來確定

小幅面精密激光切割機的切割精度誤差范圍
數控精密激光切割機可用于切割哪些材料以及厚度

激光切割的基礎知識
1500W激光切割機可以切割的材料厚度會因材料類型變化嗎





 工商網監
工商網監
評論