") 影響助焊劑飛濺的因素有哪些?
影響助焊劑飛濺的因素有哪些?
回流焊接過程中存在著焊料和助焊劑飛濺的問題,這會(huì)對(duì)電子產(chǎn)品的質(zhì)量和可靠性有很大影響。PCB上的助焊劑殘留物不僅具有化學(xué)腐蝕性,而且一些殘留物具有絕緣特性,在飛濺后會(huì)導(dǎo)致電路測(cè)試結(jié)果受影響。助焊劑飛濺受到多種因素影響,包括化學(xué)成分,回流曲線,PCB光滑度和表面處理等。本文主要分析一下PCB光滑度,化學(xué)成分和表面處理對(duì)助焊劑飛濺的影響。
助焊劑飛濺測(cè)試
助焊劑的擴(kuò)展受表面張力影響,由于光滑和粗糙表面會(huì)帶來不同的表面張力,因此可以預(yù)料到焊盤表面和焊盤周圍的粗糙度會(huì)影響助焊劑的擴(kuò)散面積。Vesely等人通過觀察SAC305錫膏(ROL0和ROL1)在不同粗糙度(啞光和光亮)的阻焊層和銅焊盤表面處理(HASL和ENIG)的飛濺表現(xiàn),從而分析出影響助焊劑飛濺的因素。
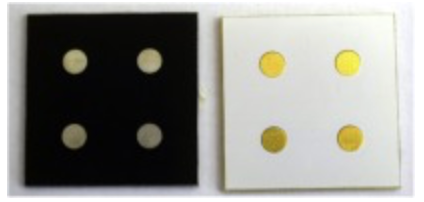
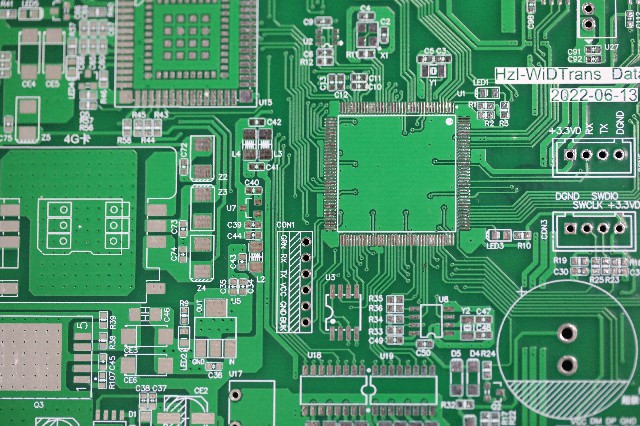
實(shí)驗(yàn)用焊盤
圖1.實(shí)驗(yàn)用焊盤。啞光阻焊層和HASL表面處理(左);光亮阻焊層和ENIG表面處理(右)。
圖2.實(shí)驗(yàn)回流曲線。
測(cè)試結(jié)果
對(duì)比光亮阻焊層和啞光阻焊層表面可以發(fā)現(xiàn)助焊劑擴(kuò)散有明顯的差異。啞光阻焊層的測(cè)試樣品和光亮阻焊層樣品相比,助焊劑的擴(kuò)散面積明顯要更大,這是因?yàn)閱」庾韬笇拥臐?rùn)濕角更小。此外,PCB經(jīng)過HASL處理后會(huì)造成更高的助焊劑擴(kuò)散面積。
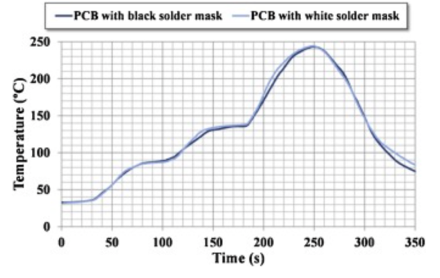
實(shí)驗(yàn)回流曲線
圖3.助焊劑擴(kuò)散面積。
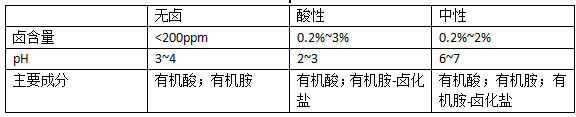
助焊劑殘留物的數(shù)量和助焊劑擴(kuò)散面積是直接相關(guān)的。在粗糙度較高的表面上,濺射產(chǎn)生的區(qū)域更大,濺射出現(xiàn)的頻率更高。啞光阻焊層上的助焊劑殘留物的數(shù)量大約是光亮阻焊層上殘留物數(shù)量的兩倍或更多。通過圖4還可以發(fā)現(xiàn),HASL和ENIG表面處理并不會(huì)對(duì)助焊劑殘留物數(shù)量帶來明顯差異。此外,含鹵助焊劑比無鹵助焊劑的殘留物飛濺要更加嚴(yán)重,這是因?yàn)辂u化物引起的氧化物還原作用更強(qiáng),導(dǎo)致助熔劑濺射效應(yīng)更大。為了減少助焊劑飛濺,采用無鹵助焊劑是一個(gè)更好的選擇。
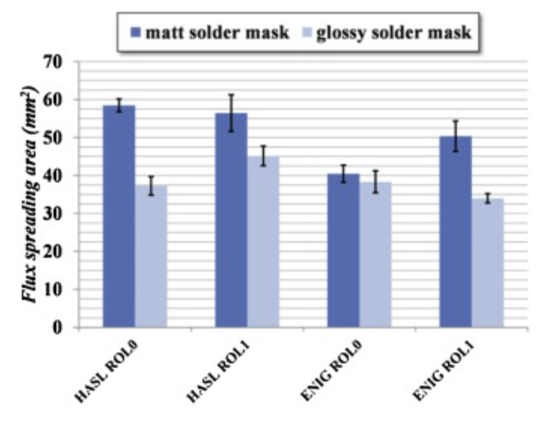
助焊劑擴(kuò)散面積
圖4.助焊劑殘留數(shù)量。
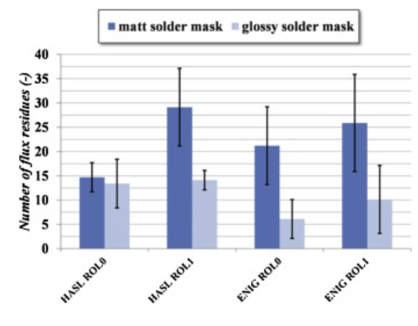
助焊劑殘留數(shù)量
深圳市福英達(dá)有著業(yè)界領(lǐng)先的助焊劑研發(fā)生產(chǎn)能力,可為客戶提供殘留物少,活性優(yōu)秀的無鹵和有鹵助焊劑產(chǎn)品。此外福英達(dá)還可提供高質(zhì)量的無鉛錫膏產(chǎn)品,包括SAC305,SnBi57.6Ag0.4錫膏等。歡迎客戶與我們進(jìn)行深入合作。
參考文獻(xiàn)
Vesely, P., Busek, D., Krammer, O. & Dusek, K. (2020).Analysis of no-clean flux spatter during the soldering process. Journal of Materials Processing Technology, vol.275.
審核編輯 黃宇
-
焊盤
+關(guān)注
關(guān)注
6文章
551瀏覽量
38134 -
助焊劑
+關(guān)注
關(guān)注
3文章
93瀏覽量
11235
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
ISO1430功耗該如何計(jì)算?與哪些因素有關(guān)?
微電子封裝中助焊劑的分析及激光焊錫技術(shù)的應(yīng)用

助焊劑的作用主要有哪些
真空回流焊爐/真空焊接爐——淺談無助焊劑焊接

晉力達(dá)分享:PCB板在波峰焊過程中助焊劑不能完全揮發(fā)的原因

如何選擇波峰焊助焊劑噴涂方式——全面指南

PCBA的助焊劑殘留有什么影響
詳解水溶性助焊劑的分類及特點(diǎn)
SMT貼片助焊劑的特性有哪些?

影響pcb蝕刻性能的五大因素有哪些?
環(huán)氧助焊劑助力倒裝芯片封裝工藝





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論