") 項目案例:基于YOLO的鋁型材表面缺陷識別
項目案例:基于YOLO的鋁型材表面缺陷識別
導(dǎo)讀
針對鋁型材表面缺陷快速準確檢測的需求,本文提出一種基于 YOLO 深度學(xué)習(xí)模型的鋁型材表面缺陷識別方法。而建立基于 YOLO 的鋁型材表面缺陷識別模型,通過增加模型預(yù)測尺度,提高對微小缺陷的識別能力。通過多尺度訓(xùn)練方法,增強模型對不同尺度缺陷的適應(yīng)性和識別精度。
鋁型材作為建筑和機械工業(yè)領(lǐng)域中重要的應(yīng)用材料,其全行業(yè)的產(chǎn)量和消費量在世界范圍內(nèi)逐年遞增。鋁型材在生產(chǎn)過程中,由于材料特性和加工工藝,不可避免存在表面缺陷,嚴重影響鋁型材的可靠性、安全性和可加工性。在實際生產(chǎn)中,對鋁型材表面缺陷進行準確快速識別,對保證鋁型材的質(zhì)量至關(guān)重要。傳統(tǒng)的鋁型材表面缺陷識別方法包括渦流檢測法、超聲導(dǎo)波檢測及紅外檢測法等識別成本高、設(shè)備復(fù)雜,且不易實現(xiàn)缺陷識別過程的可視化。機器視覺檢測作為一種非接觸式在線自動檢測技術(shù),具有非接觸、安全性高、識別效率高和工作時間長的特點,是實現(xiàn)表面缺陷準確與快速識別的有效手段。
例如,胡繼文等針對帶有紋理的鋁型材圖像,提出基于 Gabor 濾波的紋理分析方法,實現(xiàn)鋁型材噴涂表面圖像快速分類,但該方法極易受到噴涂表面粗糙度的影響。劉澤等針對鋼軌表面典型的缺陷圖像設(shè)計動態(tài)閾值分割算法和缺陷區(qū)域提取算法,優(yōu)先實現(xiàn)鋼軌缺陷的檢測。孫雪晨等設(shè)計了一種基于機器視覺的凸輪軸表面缺陷識別系統(tǒng),能夠有效識別與定位 1 mm 以上的缺陷。以上識別
方法多采用傳統(tǒng)機器視覺算法,通過圖像形態(tài)學(xué)處理與特征提取進行缺陷識別,往往需要根據(jù)不同形態(tài)的缺陷特征,設(shè)計不同的特征提取與識別算法。鋁型材表面缺陷形態(tài)不規(guī)則、位置隨機且大小不一,采用傳統(tǒng)機器視覺缺陷識別方法進行鋁型材缺陷識別,難以同時滿足檢測精度與效率的要求。
近些年,隨著人工智能技術(shù)的發(fā)展,基于深度學(xué)習(xí)的目標識別方法在工業(yè)零件的缺陷識別中得到應(yīng)用,并取得較好的效果。YOLO( You Only Look Once) 識別算法是目前深度學(xué)習(xí)領(lǐng)域執(zhí)行速度較優(yōu)算法,其將目標識別問題轉(zhuǎn)化為回 歸問題可以同時預(yù)測多個識別框的位置和類別,具備較高準確率和執(zhí)行速度。在 YOLO 的基礎(chǔ)上,又出現(xiàn) YOLOv2、YOLOv3改進算法,在識別速度和準確率上有所提高。其中,YOLOv3 對不同大小的多尺度目標識別效果較好,在齒輪、玻璃外觀等表面缺陷識別領(lǐng)域得到應(yīng)用。深度學(xué)習(xí)的識別方法用于工業(yè)產(chǎn)品的缺陷識別,具有較好的泛化性和魯棒性。
目前,鋁型材表面缺陷的識別方法多采用傳統(tǒng)的缺陷識別技術(shù),將 YOLO 深度學(xué)習(xí)模型用于鋁型材識別,將有助于改善鋁型材表面缺陷識別的準確率與速度,提高鋁型材的產(chǎn)品質(zhì)量與生產(chǎn)效率。針對鋁型材表面缺陷快速準確識別的需求,本文提出一種基于 YOLO 深度學(xué)習(xí)模型的鋁型材表面缺陷識別方法。
首先,采用圖像增廣對原始圖像進行擴充,解決原始數(shù)據(jù)集中圖像數(shù)量少且缺陷數(shù)據(jù)不均衡問題,并構(gòu)建 3 個不同分辨率的數(shù)據(jù)集,提高訓(xùn)練過程中對不同尺度圖像的魯棒性。然后,建立鋁型材表面缺陷的 YOLO 識別模型,通過增加模型預(yù)測尺度,提高對微小缺陷的識別能力。最后,對鋁型材缺陷數(shù)據(jù)集的目標框重新進行聚類分析,并利用多尺度訓(xùn)練的方法,在低分辨率數(shù)據(jù)集上進行預(yù)訓(xùn)練,再利用中高分辨率數(shù)據(jù)集微調(diào)識別模型,以增強模型的適應(yīng)性和準確率。
01
數(shù)據(jù)集構(gòu)建
如圖 1 所示,鋁型材常見的缺陷有 4 種,分別是擦花、漏底、碰凹、凸粉。本文的鋁型材圖像數(shù)據(jù)集來源于江蘇省某鋁材公司。原始的鋁型材圖像數(shù)據(jù)集一共包括 342 張鋁型材缺陷圖像,缺陷圖像樣本較少,且部分缺陷占整個數(shù)據(jù)集比例過小、缺陷數(shù)據(jù)不均衡。深度學(xué)習(xí)在進行訓(xùn)練時,如果數(shù)據(jù)集較少會導(dǎo)致模型出現(xiàn)過擬合的問題。為解決上述問題,本文對有缺陷的鋁型材圖像,采用圖像增廣來進行數(shù)據(jù)集擴充。圖像增廣技術(shù)是對原圖像數(shù)據(jù)進行一系列隨機對比度調(diào)整、旋轉(zhuǎn)等處理,產(chǎn)生相似但不同的訓(xùn)練數(shù)據(jù),以擴大訓(xùn)練圖像集的規(guī)模,同時降低模型對某些特征的依賴,提高模型的泛化能力。
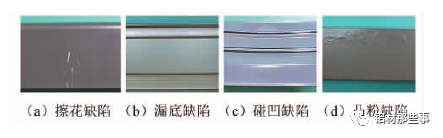
▲圖 1 常見的 4 種鋁型材缺陷
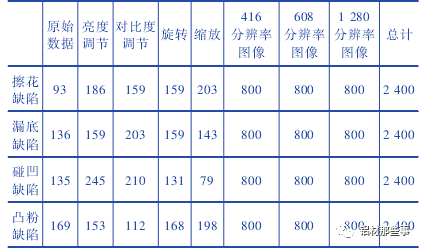
本文采用的圖像增廣方法包括調(diào)整對比度、亮度、旋轉(zhuǎn)和縮放,每張增廣后的圖片為原圖經(jīng)過多種隨機組合變換得到。圖像增廣后每種缺陷類別的圖像的數(shù)量為 2 400 張,各缺陷比例為 1∶ 1∶ 1∶ 1。訓(xùn)練集的圖像被轉(zhuǎn)換為 PASCAL-VOC格式,其長度分別調(diào)整為 416、608、1 280,并調(diào)整寬度以保持原始縱橫比。整個鋁型材圖像數(shù)據(jù)集的圖片為 9 600 張,如表 1 所示。與一般的圖像分類數(shù)據(jù)集不同,鋁型材數(shù)據(jù)集在進行深度學(xué)習(xí)訓(xùn)練時,需提供圖片缺陷區(qū)域的坐標位置。本文中通過 labellmg 軟件來進行缺陷位置的標注。鋁型材數(shù)據(jù)集中擦花、漏底、碰凹、凸粉四種缺陷分別標注,并保存其路徑、標簽和缺陷坐標信息。
表 1 鋁型材缺陷數(shù)據(jù)集組成
02
識別方法
2.1 鋁型材表面缺陷的 YOLO 識別模型
YOLOv3 作為一種基于回歸的目標識別算法,能夠?qū)崿F(xiàn)多目標的快速、準確識別。YOLOv3 對輸入圖像的全局區(qū)域進行訓(xùn)練,可加快訓(xùn)練速度且能更好地區(qū)分目標和背景。先利用 Darknet-53主干網(wǎng)絡(luò)完成鋁型材表面缺陷特征提取,再采用目標框直接預(yù)測目標類別和位置。鋁型材表面缺陷形態(tài)不規(guī)則、位置隨機且大小不一,直接應(yīng)用 YOLOv3 模型進行識別難以保證微小缺陷的精密識別。本文在深入分析 YOLOv3 模型特性的基礎(chǔ)上對其進行改進。將原有 3 尺度識別結(jié)構(gòu)擴展為 4 尺度,提高對微小缺陷的識別能力; 通過重新聚類分析構(gòu)建適合鋁型材表面缺陷的初始目標框,改進 YOLO 算法的模型參數(shù); 采用多尺度訓(xùn)練方式對訓(xùn)練流程進行優(yōu)化,以增強模型對不同尺度缺陷的適應(yīng)性和識別精度,解決鋁型材表面缺陷識別困難、精度低等問題。
基于 YOLO 的鋁型材多尺度識別模型架構(gòu)如圖 2 所示。在數(shù)據(jù)集構(gòu)建后,以 Darknet-53 為主干網(wǎng)絡(luò)進行特征提取,并融合多尺度識別,實現(xiàn)鋁型材表面缺陷的有效識別。該網(wǎng)絡(luò)從訓(xùn)練集和驗證集中快速提取鋁型材表面缺陷相應(yīng)特征,并融合多尺度特征信息,同時得到缺陷預(yù)測框和類別,從而快速精確地識別出缺陷種類和位置。其中,訓(xùn)練集用于擬合識別網(wǎng)絡(luò),驗證集用于調(diào)整識別網(wǎng)絡(luò)的超參數(shù)以及對網(wǎng)絡(luò)性能進行評估。
鋁型材表面缺陷識別模型的工作流程如下: 首先,構(gòu)建鋁型材表面缺陷圖像數(shù)據(jù)集,將缺陷圖像輸入識別模型進行訓(xùn)練; 再根據(jù)預(yù)測邊界框及所屬類別的概率對缺陷進行多尺度預(yù)測; 最后通過損失函數(shù)不斷調(diào)整訓(xùn)練參數(shù),以得到改進后識別模型的參數(shù)。
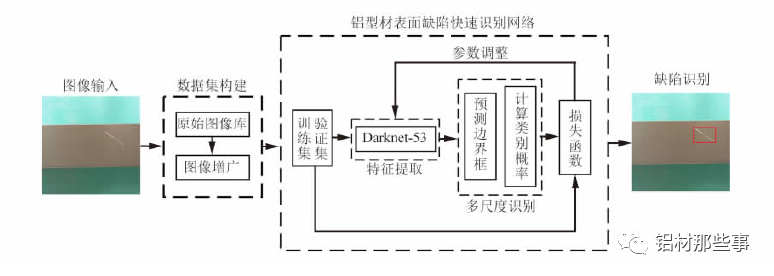
▲圖 2 鋁型材多尺度識別模型架構(gòu)
2.2 特征提取網(wǎng)絡(luò)
采用 Darknet-53 網(wǎng)絡(luò)作為圖像特征提取的主干網(wǎng)絡(luò),其網(wǎng)絡(luò)結(jié)構(gòu)如圖 3( a) 所示。整個網(wǎng)絡(luò)采用完整的卷積層,沒有池化層和固定輸出的連接層。Darknet-53 網(wǎng)絡(luò)結(jié)構(gòu)借鑒殘差神經(jīng)網(wǎng)絡(luò) Res Net( ResidualNetwork),在其網(wǎng)絡(luò)中加入 5 個殘差塊( residual) 。每個殘差塊中包含不同數(shù)量的殘差單元,殘差單元由特征提取層與兩個 DBL( Darknetconv2d BN Leaky) 單元經(jīng)過兩層卷積所構(gòu)成,如圖 3( b) 所示。其中,殘差單元中的 DBL 單元也是YOLOv3 的基本構(gòu)成單元,由卷積( Conv) 、批歸一化( BN) 和激活函數(shù) Leaky Relu 共同構(gòu)成,如圖 3( c) 所示。Darknet-53網(wǎng)絡(luò)中加入殘差單元,可以保證主網(wǎng)絡(luò)結(jié)構(gòu)在不斷加深的情況下不會造成梯度消失或爆炸,以加強主網(wǎng)絡(luò)對圖像特征的提取效果,進而提高模型識別的準確率。
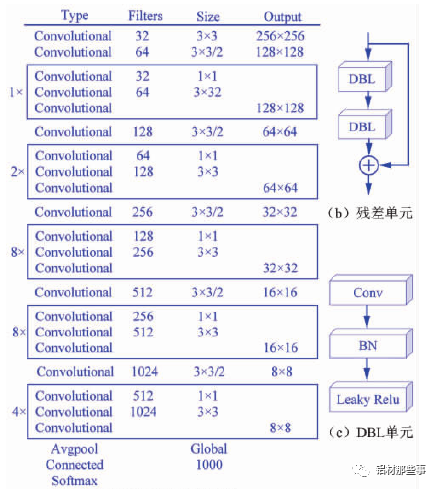
▲圖 3 Darknet-53 網(wǎng)絡(luò)結(jié)構(gòu)
2.3 多尺度識別的模型結(jié)構(gòu)
對于大多數(shù)卷積神經(jīng)網(wǎng)絡(luò),通過特征提取網(wǎng)絡(luò)獲取圖像最終的特征圖后,直接在該特征圖上進行預(yù)測。這種方式僅能獲取圖像中單一尺度的語義信息,識別的尺度范圍有限。在鋁型材表面缺陷識別過程中,缺陷區(qū)域往往大小不一,且具有不同特征,因而需要利用不同尺度的識別網(wǎng)絡(luò)來適應(yīng)多尺度目標。YOLOv3 通過多尺度預(yù)測的方式對不同尺寸的目標來識別,其結(jié)構(gòu)如圖 4 所示。以本文的研究對象鋁型材為例,輸入的圖像經(jīng)過 Dark-net-53 主干網(wǎng)絡(luò)時,共進行 5 次下采樣。每進行一次下采樣,鋁型材的特征圖就會變成原輸入圖像尺寸一半。經(jīng)過 5 次即 32 倍下采樣后,生成尺度 1 的鋁型材特征圖。
該尺度特征圖為 13 ×13 分辨率,通過卷積等操作后進行一次 2 倍上采樣,生成 26 ×26 分辨率的特征圖,將其與特征提取網(wǎng)絡(luò)中16 倍下采樣生成的 26 × 26 分辨率的特征圖進行張量連接。通過張量連接融合兩個圖像的特征信息,生成一個雙尺度融合的鋁型材特征圖( 尺度 2) 。
以此類推,該尺度特征圖再次通過 2 倍上采樣,與 8 倍下采樣生成的 52 × 52 分辨率的特征圖進行張量連接,生成同為 52 × 52 分辨率且 3 尺度融合的鋁型材特征圖( 尺度 3) 。在鋁型材缺陷識別中,存在微小的缺陷區(qū)域,使用原YOLOv3 中多尺度預(yù)測的方法難以滿足微小缺陷精確識別的需求。
針對該問題,本文對 YOLOv3 模型進行改進,將原有 3個尺度識別擴展為 4 個尺度,增加 104 × 104 分辨率的特征圖,見圖 4 新加結(jié)構(gòu)。該尺度通過張量連接的方式,將 4 倍下采樣生成的 104 ×104 分辨率的特征圖與尺度 3 中 52 × 52分辨率的特征圖融合。通過多尺度特征融合方式,將不同分辨率的特征圖融合后單獨輸出且分別進行目標預(yù)測,以此提升小目標識別的精確度。融合后的尺度 4 包含之前各尺度信息的特征圖,可改善鋁型材表面微小缺陷的識別效果。

2.4 目標框的聚類分析
目標框( anchor boxes) 是一組具有固定寬高比的數(shù)據(jù)集圖像初始候選框,其設(shè)定對圖像檢測的精度和處理速度有著重要影響。YOLO 算法對目標框的寬高比維度進行 K-menas聚類分析,并對神經(jīng)網(wǎng)絡(luò)的訓(xùn)練過程進行優(yōu)化,即事先確定一組寬高比維度固定的矩形框作為選取目標包圍框時的參照物,通過預(yù)測目標框的偏移量取代直接預(yù)測坐標,以降低模型訓(xùn)練的復(fù)雜度。在 YOLOv3 原模型中,目標框通過 Pas-cal VOC、COCO 等圖像標準數(shù)據(jù)集聚類得到,適用于自然場景中的目標。
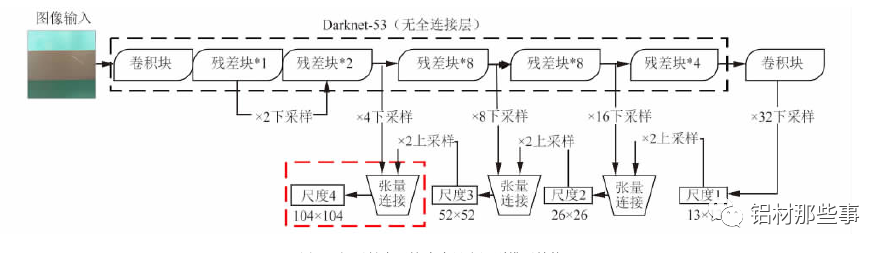
▲圖 4 鋁型材表面缺陷多尺度識別模型結(jié)構(gòu)
本文要識別的目標為鋁型材表面缺陷,這些缺陷的特征與上述數(shù)據(jù)集中的目標完全不同,因此直接使用原算法中聚類分析過的目標框并不合理。基于上述考慮,為得到精準的鋁型材缺陷位置和類別信息,本文利用 K-menas 算法對數(shù)據(jù)集中目標框的寬高比維度重新進行聚類分析,得到適合鋁型材數(shù)據(jù)集的目標框。通過聚類分析主要是獲得更高的交并比 Io U( Averange intersection over union) 。Io U 代表預(yù)測的目標框與真實目標框的重疊率,其值越大表示聚類效果越好。因此,本文采用 Io U 取代 K-means 方法中的歐氏距離,用 Io U定義的距離 D 可表示為

式中: Io Utruthpted為交并比,area( boxpred∩boxtruth表示預(yù)測目標框和真實目標框的交集部分面積,area( boxpred∪boxtruth表示預(yù)測目標框和真實目標框的并集部分面積。本文設(shè)定 K-means 聚類分析中簇的個數(shù) K =1,2,…,20,聚類分析結(jié)果如圖 5 所示。可以看出,隨著 K 個數(shù)的增加,Io U 的數(shù)值不斷增加,增長率不斷減小。一般來說,最佳 K 值選取點為曲線斜率最大點之后的點。一方面,較少數(shù)量的 K值可以減少模型計算量,進一步加快損失函數(shù)的收斂。另一方面,也可以去除由較多目標框帶來的識別誤差。從圖中可以看出,K =9 時為最優(yōu)點,其對應(yīng)的目標框分別為( 25,33) ,( 26,101) ,( 50,555) ,( 62,235) ,( 80,587) ,( 90,37) ,( 133,325) ,( 257,86) ,( 554,58) 。
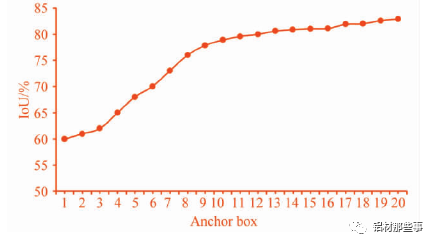
▲圖 5 聚類分析曲線圖
03
實驗與分析
3.1 模型訓(xùn)練
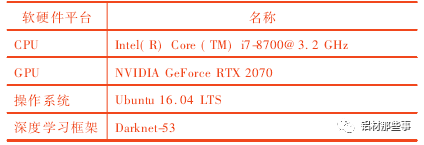
本文實驗平臺如表 2 所示。在模型訓(xùn)練前,基本參數(shù)設(shè)置如下: 動量( momentum) 設(shè)為 0. 9,衰減系數(shù)( decay) 設(shè)為0. 000 5,初始學(xué)習(xí)率( learning rate) 為 0. 000 1,學(xué)習(xí)率調(diào)整策略為 steps,最大迭代次數(shù)為 10 000 次。
表 2 實驗平臺
為提高鋁型材缺陷識別的準確率,本文通過多尺度訓(xùn)練的方法,對其訓(xùn)練流程進行改進,使模型逐步適應(yīng)不同分辨率的圖像,以更好適應(yīng)鋁型材圖像中不同尺度的缺陷特征。
具體流程如下:
1) 采用 312 × 312 分辨率的鋁型材圖像對模型進行預(yù)訓(xùn)練,獲得初始的預(yù)訓(xùn)練權(quán)重;
2) 利用 416 × 416 分辨率的鋁型 材圖 像 對 模型 進 行 微調(diào),使得模型能逐漸適應(yīng)中等分辨率的缺陷特征;
3) 輸入 608 × 608 分辨率的鋁型材圖像進行訓(xùn)練,自主調(diào)整每層權(quán)重來適應(yīng)高分辨率圖像輸入,更好適應(yīng)鋁型材圖像中不同尺度的缺陷特征,提高模型尺度不變性和魯棒性。在訓(xùn)練過程中,損失函數(shù) Loss 的定義為 Loss = lxyδ( x,y) + lwhδ( w,h) + lconfδ( conf) + lcδ( c) ( 3)
式中: δ( x,y) 為預(yù)測目標框中心坐標( x,y) 的誤差函數(shù),δ( w,h) 為預(yù)測目標框?qū)捀弑染S度的誤差函數(shù)。δ( conf) 為置信度 Confidence 的誤差函數(shù),δ( c) 為類別 c 的誤差函數(shù)。lxy、lwh、lconf、lc分別為誤差權(quán)重系數(shù)。
圖 6 為本文模型在訓(xùn)練時的損失曲線圖。本文模型隨著迭代次數(shù)增加,誤差損失經(jīng)過震蕩呈下降趨勢,當訓(xùn)練迭代批次達 8 000 次后損失基本趨于平穩(wěn)。
3.2 缺陷識別效果
利用鋁型材測試集圖像對訓(xùn)練后的鋁型材 YOLO 模型進行實驗,以驗證本文方法的有效性。評價模型有效性的相關(guān)指標包括平均準確率 AP、平均準確率均值 MAP和平均識別時間 t。AP 用于衡量模型在單個類別上的識別性能; MAP用于衡量模型在所有類別上的平均識別性能; 識別時間為模型平均處理每張圖像所需時間,其單位為 ms。和 MAP用公式表示為
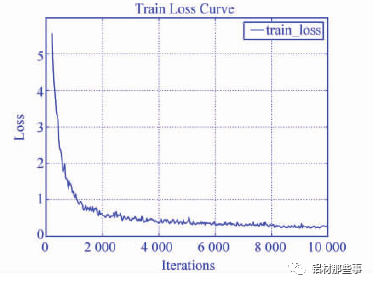
▲圖 6 損失曲線圖
式中: PinterP( R) 為召回率滿足 R~≥R 時的準確率的最大值,N為模型中待識別類別的個數(shù)。召回率表示正確識別的目標個數(shù)占總目標數(shù)百分比,準確率表示正確識別的目標個數(shù)占總識別目標個數(shù)百分比。召回率 R、準確率 P 和 PinterP( R) 可用公式表示為
式中: TP為真正例,表示正樣本被預(yù)測為正樣本的數(shù)量; FP為假正例,表示負樣本被預(yù)測為正樣本的數(shù)量; FN為假負例,表示正樣本被預(yù)測為負樣本的數(shù)量; TN為真負例,表示負樣本被預(yù)測為負樣本的數(shù)量。為了定量分析本文方法實驗效果,將本文方法與 YOLO、YOLOv2、YOLOv3、YOLOv3-tiny 及文獻基于圖像特征的傳統(tǒng)機器視覺方法進行對比。表 3 所示為不同方法的實驗結(jié)果。可以看出,采用 YOLO 系列原模型,對于擦花缺陷,僅YOLOv3 的 AP 值達 到 95. 25% ,其 他 方法的 AP 值 都 較 低,YOLO 的 AP 值則低于 70% 。在凸粉和漏底缺陷的測試結(jié)果中,本文方法的 AP 最高,分別達到 95. 75% 與 96. 86% 。碰凹缺陷因特征明顯,其 AP 值在對比方法中都較高,尤其是本文方法 AP 達到 100% 。
表 3 不同方法性能對比
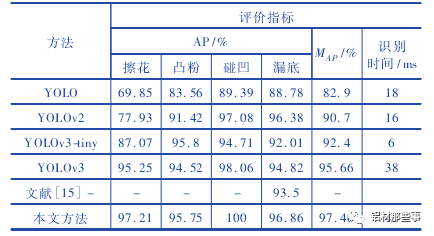
相較于 YOLOv3、YOLOv2,本文方法中的網(wǎng)絡(luò)模型更復(fù)雜,使得平均識別時間分別增加 7 ms、29 ms,但 MAP值分別提升 1. 8% 、6. 76% 。YOLOv3-tiny 模型結(jié)構(gòu)簡單,檢測速度雖較快,但檢測精度明顯降低,其 MAP比本文方法低 5. 06% 和 3. 24% 。本文方法的多項性能指標相較于改進前均有顯著提升,尤其是 MAP達到 97. 46% 。與 YOLO 相比,本文方法 MAP提高14. 56% 。
與文獻基于圖像特征處理的傳統(tǒng)機器視覺方法相比,本文方法的 MAP提升 3. 96% 。圖 7 所示為不同 YO-LO 系列方法及本文模型的缺陷識別效果圖,圖 7 ( a) - ( f)分別為原圖、本文方法、YOLOv3、YOLOv3tiny、YOLOv2、YOLO的識別效果圖。YOLOv3-tiny 模型結(jié)構(gòu)較簡單,對于漏底缺陷 AP 雖然較高,但仍存在漏檢。
YOLOv2 和 YOLO 在識別漏底和凸粉缺陷時也出現(xiàn)漏檢情況,由于缺少多尺度檢測結(jié)構(gòu),難以有效檢測不明顯的缺陷特征,從側(cè)面驗證了增加尺度預(yù)測結(jié)構(gòu)對提高模型識別精度的重要性。相比之下,本文方法對測試圖像中的 8 個擦花缺陷全部識別成功,優(yōu)于其他方法的檢測效果。在識別時間方面,本文方法相較于其他方法,單幅圖片的識別時間略有增加,達到 45 ms,但仍能滿足缺陷檢測的實時性要求。可以看出,本文方法整體性能表現(xiàn)最佳,可以同時滿足識別精度與速度的需求。

▲圖 7 不同方法對 4 種缺陷的識別效果圖
綜上所述,本文方法通過增加模型識別尺度,可精確識別鋁型材微小表面缺陷的類別和位置,提升識別精度和定位精度。通過聚類分析重新構(gòu)建適合鋁型材表面缺陷的初始目標框,利用多尺度訓(xùn)練優(yōu)化模型參數(shù),可更好適應(yīng)鋁型材圖像中不同尺度的缺陷特征。本文方法對鋁型材表面缺陷具有較好的識別效果,缺陷識別準確率達到 97. 46% ,平均耗時為 45 ms,可同時滿足識別精度和速度要求。
04
結(jié)論
在鋁型材缺陷識別中,缺陷形態(tài)特征的復(fù)雜多變會嚴重影響模型識別準確率和效果。針對鋁型材缺陷快速準確識別問題,本文提出一種基于 YOLO 的鋁型材表面缺陷識別方法。對鋁型材數(shù)據(jù)集進行圖像增廣,解決原始數(shù)據(jù)集中圖像數(shù)量少且缺陷特征不均衡問題。建立鋁型材表面缺陷識別的 YOLO 模型,并通過增加模型預(yù)測尺度,提高對微小缺陷的識別能力。對鋁型材數(shù)據(jù)集目標框重新進行聚類分析,并采用多尺度訓(xùn)練的方法,優(yōu)化缺陷識別效果。本文方法的缺陷識別準確率達到 97. 46% ,優(yōu)于其他 5 種對比算法。本文提出鋁型材表面缺陷快速識別方法,缺陷識別準確率高、實時性好,可用于鋁型材表面缺陷的快速準確識別,提高鋁型材生產(chǎn)的自動化水平與檢測效率。
-
檢測技術(shù)
+關(guān)注
關(guān)注
2文章
354瀏覽量
29075 -
模型
+關(guān)注
關(guān)注
1文章
3226瀏覽量
48809 -
深度學(xué)習(xí)
+關(guān)注
關(guān)注
73文章
5500瀏覽量
121111
原文標題:項目案例:基于 YOLO 的鋁型材表面缺陷識別
文章出處:【微信號:機器視覺沙龍,微信公眾號:機器視覺沙龍】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
基于YOLO深度學(xué)習(xí)模型的鋁型材表面缺陷識別技術(shù)
鋰電涂布表面缺陷檢測項目
[轉(zhuǎn)]產(chǎn)品表面缺陷檢測
表面檢測市場案例,SMT缺陷檢測
客車鋁型材側(cè)窗對接的釬焊工藝
常見工業(yè)鋁型材3D模型庫詳細資料免費下載
最常見的鋁型材表面處理方法
鋁型材產(chǎn)品是電子商品的主要產(chǎn)品之一,它有哪些優(yōu)點
LED燈鋁型材噴涂時需要注意的細節(jié)有哪些
氙燈老化箱助力粉末噴涂鋁型材耐候性測試
機器視覺如何進行鋁材表面缺陷檢測
MPI以太網(wǎng)通訊處理器在鋁型材時效爐中的實際應(yīng)用案例
工業(yè)鋁型材測試報告

音圈電機模組不同鋁型材的性能和應(yīng)用





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論