") 基于機(jī)器視覺的金屬復(fù)雜表面缺陷檢測技術(shù)簡析
基于機(jī)器視覺的金屬復(fù)雜表面缺陷檢測技術(shù)簡析
隨著工業(yè)發(fā)展,金屬工件趨于精細(xì)化和復(fù)雜化,同時(shí)在宇航工藝、車輛制造業(yè)及輕工產(chǎn)業(yè)等領(lǐng)域起到了難以取代的作用,這使人們對金屬工件表面質(zhì)量的需求也越來越高。 但在制造金屬工件的過程中, 由于原材料、加工工藝、周圍工作環(huán)境等多種原因,金屬工件表面會(huì)出現(xiàn)劃傷、擦傷、凹凸坑等缺陷。這些缺陷不僅影響了工件外表的美觀性還給工件的抗疲勞性,耐受性和抗腐蝕性帶來嚴(yán)重的影響。 在實(shí)際應(yīng)用中,若金屬工件表面產(chǎn)生這些缺陷會(huì)對后續(xù)的使用帶來不可估量的消極影響,更會(huì)影響生產(chǎn)企業(yè)的經(jīng)濟(jì)效益和社會(huì)形象。
因此怎樣檢測和控制金屬表面缺陷成為目前金屬表面質(zhì)量改進(jìn)的重要問題,這就迫使金屬表面檢測技術(shù)不斷提升,對檢測算法的研究不斷加深。 檢測過程中金屬工件的復(fù)雜表面會(huì)增加表面缺陷檢測難度,在本文研究中,金屬工件為手機(jī)內(nèi)部芯片屏蔽罩,其表面為平面并具有紋理,同時(shí)紋理具有多樣性和不確定性。 比如:有些紋理是自上而下無規(guī)律排列的條紋型, 與工件表面產(chǎn)生的劃傷類缺陷非常相似,很容易造成檢測的誤判;有些紋理是無規(guī)律排列的磨砂型,當(dāng)缺陷非常細(xì)微時(shí)不易檢測出來;而有些紋理是周期性的凹凸坑,檢測時(shí)會(huì)產(chǎn)生有規(guī)律性的光點(diǎn)或暗點(diǎn)影響檢測的精度。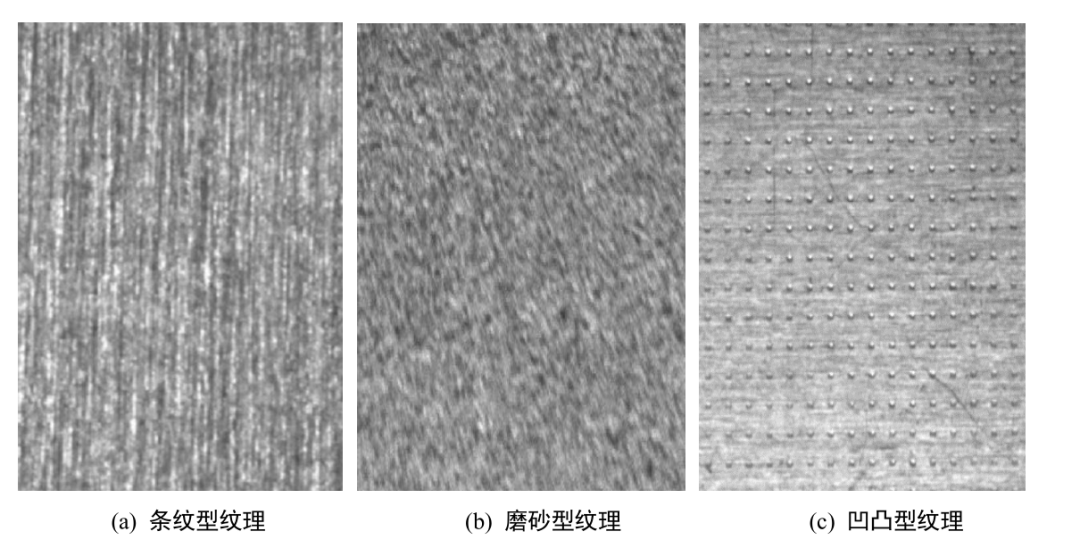
通過研究金屬復(fù)雜表面缺陷檢測技術(shù),實(shí)現(xiàn)缺陷檢測的自動(dòng)化,可以減少在檢測過程中由于人工造成的誤檢、 漏檢現(xiàn)象,還能節(jié)約時(shí)間,為金屬工件制造公司提髙生產(chǎn)效益,從而節(jié)省勞動(dòng)生產(chǎn)成本并優(yōu)化公司內(nèi)部人力資源結(jié)構(gòu)。
01
金屬復(fù)雜表面缺陷的分類及成因
通過對企業(yè)提供的金屬工件表面缺陷進(jìn)行分析,可以看出缺陷的尺寸、外在形狀等都存在著一定的隨機(jī)性和復(fù)雜性。通過分析缺陷形成的主要因素、缺陷的形狀特征,以及制造商對缺陷的檢測要求,將缺陷分為劃傷、擦傷和凹凸。 以下是這些缺陷的種類和成因:
1) 劃傷類缺陷 特征:形狀細(xì)長呈帶狀, 具有方向性但方向不確定。
產(chǎn)生原因:
★在拋光工件時(shí), 由于機(jī)械或金屬設(shè)備的碰撞, 會(huì)使工件表面產(chǎn)生劃傷。
★由于磨料中的磨粒、 微屑、 雜質(zhì)等因素的存在, 在磨削過程中, 磨削機(jī)器會(huì)造成工件的條形疤痕。
影響:劃傷溝槽中的物料碎屑會(huì)被擠壓出來, 在運(yùn)轉(zhuǎn)時(shí)對密封部位產(chǎn)生損傷, 并有可能產(chǎn)生新的劃傷區(qū)域痕跡, 從而影響制品的耐磨性能。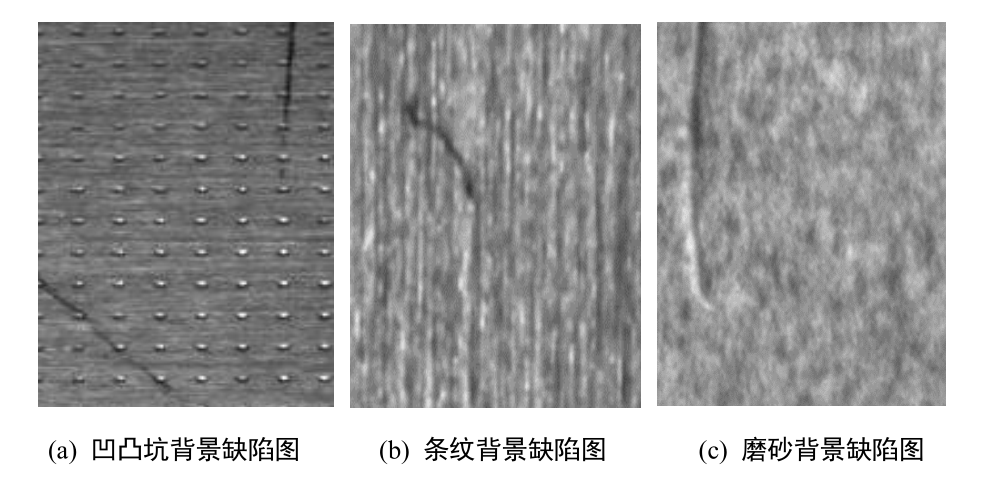
2) 擦傷類缺陷
特征:呈多條直線或者多段弧形狀, 有一定長度和寬度, 深度一般較淺, 并且沿著滑移(或移動(dòng)) 的方向從深到淺, 在金屬工件的局部或表面上連續(xù)或間斷地分布。
產(chǎn)生原因:
★由于運(yùn)輸搬運(yùn)過程中硬物刮擦造成擦傷。
★鍛壓機(jī)械制作工藝不良導(dǎo)致表面不平滑、 受損嚴(yán)重或沾有異物, 鍛壓時(shí)將金屬表面擦傷。
影響:擦傷類溝槽會(huì)使工件表面粗糙度上升, 摩擦增加, 容易發(fā)生爬行現(xiàn)象。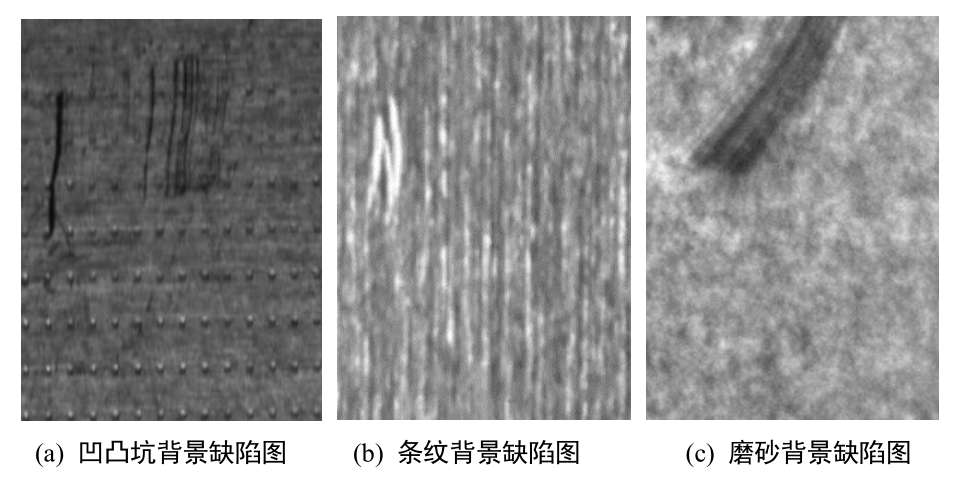
3) 凹凸類缺陷
特征:此類缺陷的亮度總體比非缺陷區(qū)域亮或暗, 呈塊狀或突起狀異物等, 且尺寸不一, 位置不定。
產(chǎn)生原因:
★在切削過程中,由于工具或其它硬物質(zhì)的撞擊或擠壓而造成的。 ★主要是由于成品或前孔軋制過程中出現(xiàn)砂眼、 脫塊、 開裂等原因。
★在軋制時(shí), 過量的硬金屬會(huì)被擠壓到金屬工件的表面, 從而產(chǎn)生凹槽。
影響:凹坑不僅會(huì)提升表面的粗糙程度, 而且還會(huì)使鍍層的一致性受到很大的影響,甚至有可能形成更大的鍍層脫落。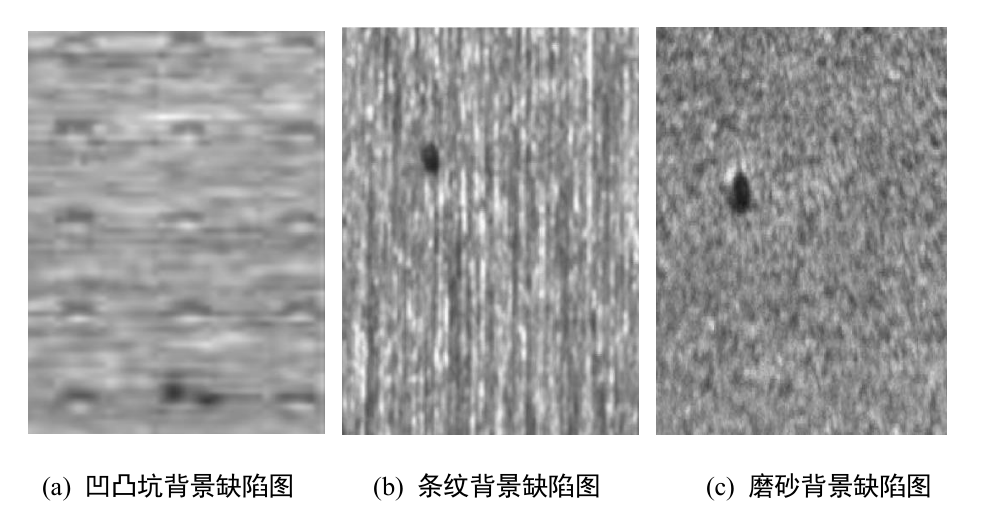
4) 混合類缺陷
特征:此類缺陷由以上三種缺陷隨機(jī)組成, 但缺陷的亮度統(tǒng)一, 總體比非缺陷區(qū)域亮或暗, 大小不同、 位置不固定。
產(chǎn)生原因:一般情況下是由于生產(chǎn)過程中的機(jī)械設(shè)備出現(xiàn)故障或機(jī)械老化所致, 不僅僅是因?yàn)闄C(jī)床出現(xiàn)問題, 還可能與切屑、 刀具、 鍛壓機(jī)械設(shè)備有關(guān)系。
影響:嚴(yán)重的混合類缺陷會(huì)對表面粗糙度及表面涂層的一致性有比較大的影響, 不僅會(huì)發(fā)生爬行現(xiàn)象還造成更大面積的涂層剝落缺陷從而降低產(chǎn)品的耐磨性。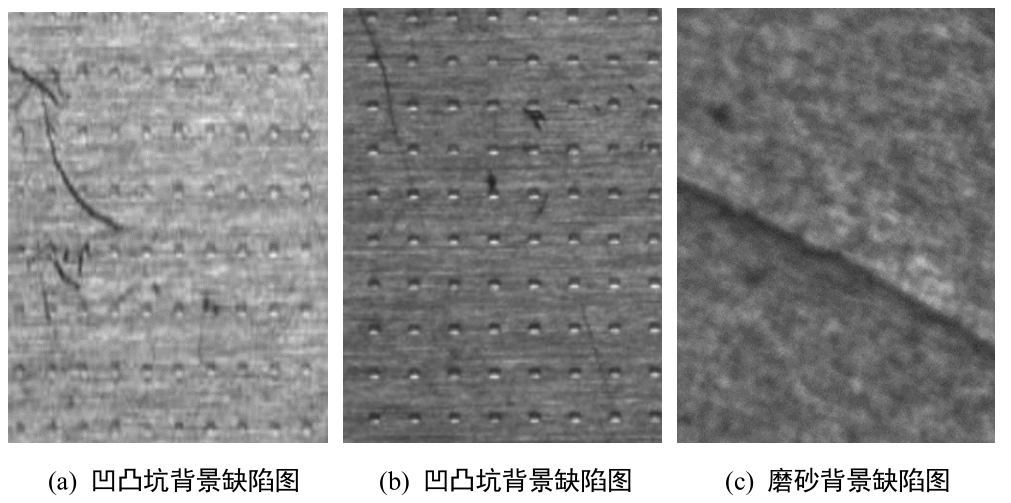
02
檢測任務(wù)及指標(biāo)
由于工件體積小、 厚度薄, 所產(chǎn)生的缺陷大多在表面, 即使很微小的表面缺陷也會(huì)影響后續(xù)產(chǎn)品性能, 所以需要檢測工件的表面部分。
檢測任務(wù):文中金屬工件的表面為平面, 要求檢測工件表面的劃傷、 擦傷及凹凸坑三類缺陷。首先對工件表面有無缺陷進(jìn)行判斷, 然后再對缺陷進(jìn)行分類。
檢測精度:要求檢測出長度超過 0.5mm 的劃傷類缺陷和擦傷類缺陷;檢測出尺寸大于 0.5*0.5mm 凹凸類缺陷。
檢測指標(biāo)及要求:漏檢是指在檢出的合格工件中有缺陷工件, 將缺陷工件確認(rèn)為合格工件。誤檢是指檢出的缺陷工件中有合格工件, 將合格工件確認(rèn)為缺陷工件。
03
金屬復(fù)雜表面缺陷檢測
背景紋理為凹凸坑的缺陷檢測結(jié)果分析
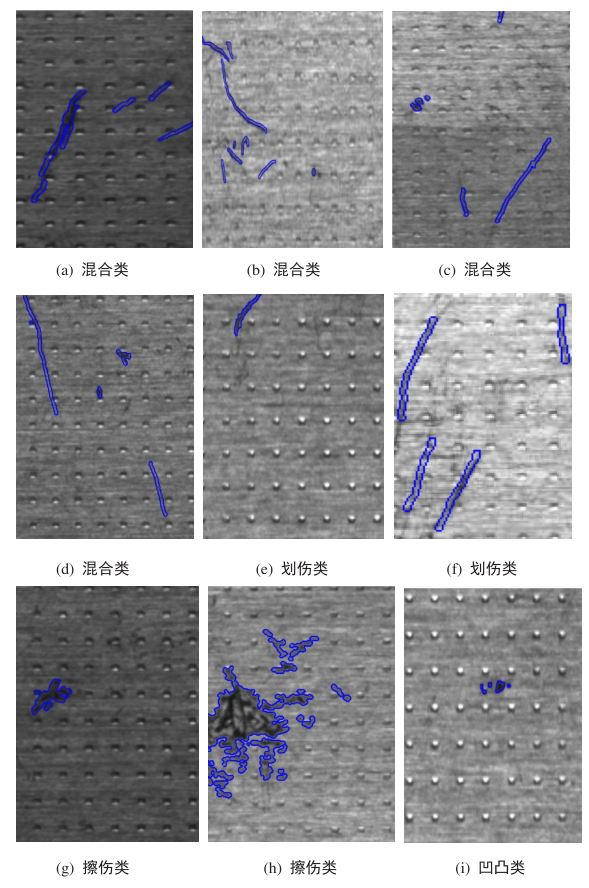
表面為凹凸坑型紋理的金屬工件產(chǎn)生的混合類缺陷數(shù)目最多, 劃傷類和擦傷類次之, 凹凸類缺陷最少, 其中劃傷類和擦傷類缺陷目標(biāo)的特征信息都較為明顯;但在檢測凹凸類或部分微弱缺陷時(shí), 由于缺陷目標(biāo)體積較小不易識(shí)別因此將部分圖像進(jìn)行了放大處理以便觀測。
背景紋理為磨砂型的缺陷檢測結(jié)果分析
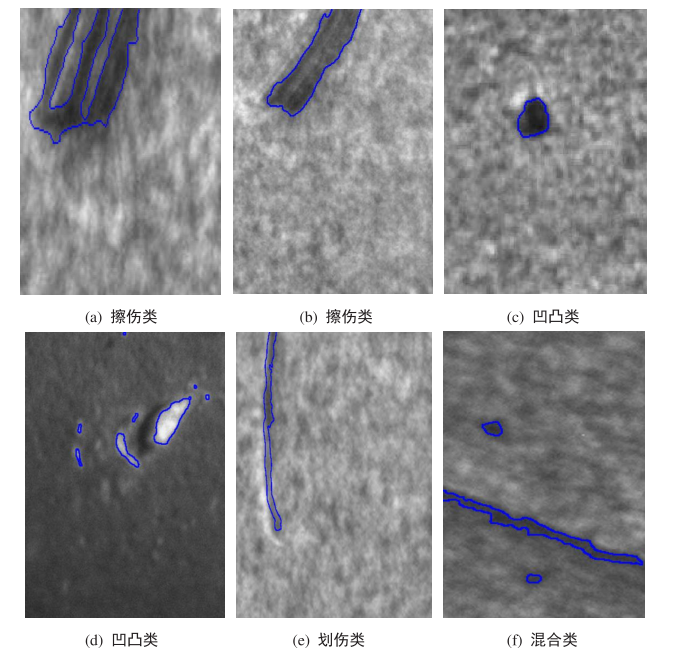
磨砂型紋理背景中產(chǎn)生的擦傷類和凹凸類缺陷較多,劃傷類和混合類次之,同時(shí)三類缺陷目標(biāo)的特征信息都較為明顯,但缺陷體積都十分細(xì)微,為了方便分析結(jié)果,對磨砂型紋理背景圖像都做了不同程度的放大處理。
背景紋理為條紋型的缺陷檢測結(jié)果分析
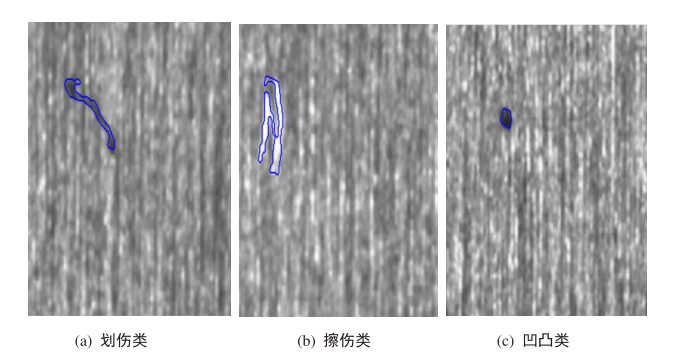
條紋型紋理背景中三類缺陷目標(biāo)的特征信息都較為明顯, 由于條紋型紋理背景的樣本數(shù)目較少, 所以缺陷類型并不完全, 缺少混合類型缺陷。但針對三種典型的缺陷目標(biāo), 此缺陷檢測方法檢測到的缺陷信息準(zhǔn)確度較高, 能夠達(dá)到預(yù)期目標(biāo)。
審核編輯:劉清
-
機(jī)器視覺
+關(guān)注
關(guān)注
161文章
4369瀏覽量
120282
原文標(biāo)題:基于機(jī)器視覺的金屬復(fù)雜表面缺陷檢測技術(shù)研究
文章出處:【微信號(hào):機(jī)器視覺沙龍,微信公眾號(hào):機(jī)器視覺沙龍】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評(píng)論請先 登錄
相關(guān)推薦
機(jī)器視覺應(yīng)用案例簡析
機(jī)器視覺表面缺陷檢測技術(shù)
機(jī)器視覺有助于解決表面缺陷
[轉(zhuǎn)]產(chǎn)品表面缺陷檢測
機(jī)器視覺檢測系統(tǒng)在薄膜表面缺陷檢測的應(yīng)用
紗布瑕疵缺陷機(jī)器視覺檢測的應(yīng)用
四元數(shù)數(shù)控:機(jī)器視覺檢測產(chǎn)品有什么缺陷檢測?
表面檢測市場案例,SMT缺陷檢測
機(jī)器視覺檢測技術(shù)在薄膜表面缺陷檢測中的應(yīng)用
機(jī)器視覺是如何識(shí)別金屬表面缺陷的
機(jī)器視覺如何進(jìn)行金屬表面缺陷檢測
機(jī)器視覺檢測技術(shù)在檢測產(chǎn)品表面缺陷的應(yīng)用
機(jī)器視覺系統(tǒng)檢測表面缺陷







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論