") QFN器件封裝技術(shù)及焊點可靠性研究進展
QFN器件封裝技術(shù)及焊點可靠性研究進展
引言
隨著電子產(chǎn)品小型化、高性能要求的不斷提高,QFN(Quad Flat No-lead Package,方形扁平無引腳封裝)形式因其較小的體積尺寸和較輕的質(zhì)量,以及優(yōu)異的熱性能和電性能的特點,越來越廣泛地應(yīng)用于電子產(chǎn)品中。
塑封QFN器件典型的封裝結(jié)構(gòu)如圖1所示,器件主要由Cu引線框架載體、導(dǎo)電膠、裸芯片、鍵合絲和塑封本體組成,焊端一般位于器件的底部,表面鍍層一般為鍍Sn處理或者鍍NiPdAu處理,QFN器件根據(jù)分離方式不同,可以分為“沖壓形式”和“切割形式”分離兩種結(jié)構(gòu);根據(jù)器件焊端有無內(nèi)縮可以分為“內(nèi)縮端子”與“不內(nèi)縮端子”兩種結(jié)構(gòu);根據(jù)器件焊端側(cè)面是否可潤濕分為“不可潤濕”封裝以及“可潤濕”兩種結(jié)構(gòu)。
不同結(jié)構(gòu)形式的焊端對QFN器件后續(xù)的裝配工藝及焊接可靠性有一定的影響,本文對塑封QFN器件的封裝技術(shù)及其組裝技術(shù)的發(fā)展進行概述,同時對影響QFN器件焊點可靠性的因素進行分析,對其焊點可靠性的研究進展進行綜述,為典型QFN器件的選用及高可靠組裝提供參考。
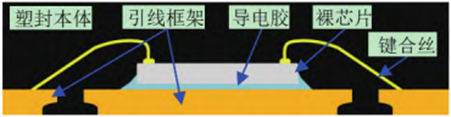
圖1 典型QFN器件內(nèi)部結(jié)構(gòu)形式
QFN封裝技術(shù)研究進展
QFN器件根據(jù)其分離方式不同,主要有“切割分離”以及“沖壓分離”兩種分離形式。不同的分離形式,器件焊端的形貌存在一定的差異,對器件的裝焊工藝有一定的影響。
圖2(a)所示為采用“切割分離”形式所形成的器件外形特征,器件焊端側(cè)面為裸銅。在后續(xù)的篩選及存儲過程中,裸銅會發(fā)生氧化污染的情況,氧化嚴重時會導(dǎo)致焊接無法上錫。針對焊端側(cè)面的裸銅面,廠家一般不要求焊接潤濕界面的形成。
圖2(b)所示為采用“沖壓分離”形式所形成的器件外形特征,沖壓形成的焊端側(cè)面上部分有沖壓后殘留的錫,由于殘留的錫非電鍍的錫鍍層,與銅引線框架之間并未形成有效的連接,在后續(xù)的篩選試驗及存儲過程同樣有氧化污染的情況,暫沒有直接的證據(jù)證明采用“沖壓分離”方式形成的器件焊端側(cè)面潤濕性優(yōu)于“切割分離”封裝器件,器件焊端的側(cè)面潤濕廠家亦未做明確要求。
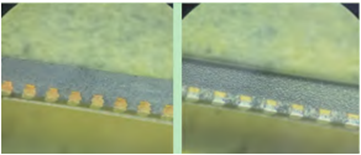
(a)“切割分離”形式 (b)“沖壓分離”形式圖2 典型QFN器件外形形貌
對比兩種分離形式形成的封裝,采用“沖壓分離”工藝方式進行器件的分離,需要特定尺寸的模具,但其分離后的切口較為平整,無銅引線框架卷邊的情況;采用“切割分離”工藝方法進行器件的分離,不需要特定的沖壓模具,批生產(chǎn)制造效率比較高,但其對分離的方法及分離刀具要求較高,且分離后容易出現(xiàn)銅卷邊毛刺的情況,影響器件后續(xù)的裝配質(zhì)量。
雖然針對以上兩種切割方式形成的QFN器件,廠家一般都未對焊端焊接后側(cè)面裸銅面有潤濕要求,但廠家手冊IPC 7093《Design and Assembly Process Implementation for Bottom Termination SMT Components》[3]中仍指出,如果能夠采用適當(dāng)?shù)姆绞奖WC焊端側(cè)面的潤濕,則對焊接可靠性應(yīng)該有進一步的提高作用,如何保證焊端側(cè)面的潤濕則需要器件使用方根據(jù)自己的應(yīng)用特點采取一定的措施。
根據(jù)QFN器件焊接端子是否內(nèi)縮,器件封裝形式可分為“內(nèi)縮端子”與“非內(nèi)縮端子”兩種結(jié)構(gòu)。圖3(a)所示為常規(guī)的“非內(nèi)縮端子”封裝器件,圖3(b)所示為“內(nèi)縮端子”封裝器件。“內(nèi)縮端子”封裝器件僅有底部焊端可焊接,焊端側(cè)面與底部被塑封本體隔離,焊接后的焊點不可見,應(yīng)用較少。
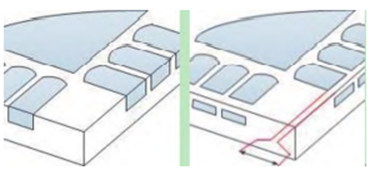
(a)“非內(nèi)縮端子”封裝 (b)“內(nèi)縮端子”封裝圖3 “內(nèi)縮端子”與“非內(nèi)縮端子”封裝示意圖
隨著QFN封裝形式的不斷發(fā)展,為更好地適應(yīng)SMT自動化裝配及檢測的需求,側(cè)面可潤濕的封裝器件應(yīng)運而生,相比傳統(tǒng)的封裝,改進后的封裝形式側(cè)面結(jié)構(gòu)進行了特殊設(shè)計及鍍錫處理,圖4所示為典型的側(cè)面可潤濕的QFN器件。該種封裝器件可避免原有的“切割分離”封裝所產(chǎn)生的焊接面漏銅毛刺的問題,形成良好的側(cè)面潤濕角,焊接后能夠采用自動光學(xué)檢測(AOI)技術(shù)進行焊點質(zhì)量的檢測,更有利于焊接可靠性的提升,能夠更好地適用于高可靠性的應(yīng)用需求。
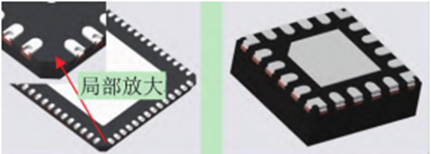
圖4 典型側(cè)面引腳可潤濕QFN器件
QFN組裝技術(shù)研究進展影響
QFN器件組裝質(zhì)量的工藝因素主要有印制板的焊盤設(shè)計、鋼網(wǎng)開孔、焊膏印刷質(zhì)量、回流焊接曲線,目前研究已經(jīng)相對成熟,近幾年有關(guān)研究進展相對較少,因此QFN的常規(guī)組裝技術(shù)在本文中不再進行概述。
其他影響QFN器件組裝質(zhì)量的因素主要為器件的焊端在篩選測試、存儲不當(dāng)環(huán)節(jié)氧化導(dǎo)致的焊接不良;另外,部分高可靠應(yīng)用場合的QFN器件不僅期望焊端底面鍍層能夠形成良好的潤濕,同時要求焊端側(cè)面裸銅能夠形成良好的潤濕,期望進一步增強焊點的可靠性,針對該需求的器件預(yù)處理技術(shù)近年來研究較多。
主要針對近年來研究較多的QFN器件預(yù)處理技術(shù)的相關(guān)進展及成果進行綜述。塑封QFN器件一般均為濕度敏感器件,濕度敏感器件在回流焊之前應(yīng)進行預(yù)烘處理以防止在焊接過程中器件本體發(fā)生開裂,器件在預(yù)烘的過程中會導(dǎo)致焊端表面鍍層的氧化。
有研究進行了125 ℃條件下不同預(yù)烘時間(0 h, 12 h, 24 h, 36 h, 48 h)對器件焊端可焊性的影響。研究結(jié)果表明,器件在未進行預(yù)烘的條件下,在耐焊接熱(260 ℃, 15 s)試驗的過程中,塑料本體與引線框架之間發(fā)生開裂現(xiàn)象,如圖5所示;器件125 ℃預(yù)烘12 h以上,可有效避免塑料本體分層失效的情況,且即使預(yù)烘時間延長至48 h,亦未對器件的可焊性未造成嚴重影響。
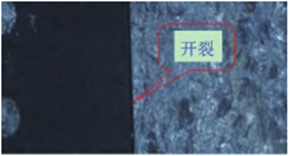
圖5 未預(yù)烘器件在耐焊接熱試驗后開裂
部分高可靠應(yīng)用需求的QFN器件不僅要求底部焊點形成良好的連接,同時希望能夠在器件側(cè)面裸銅焊端能夠潤濕形成有效的冶金連接。針對該方面的應(yīng)用需求,目前的研究成果中主要有化學(xué)處理預(yù)上錫的方式以及浸錫或搪錫處理預(yù)上錫的方式。
Ganjei J等人提出了一種可在QFN器件切割分離后的焊端側(cè)面裸銅表面化學(xué)鍍錫的方式,處理后的裸銅表面形成可焊鍍錫層(如圖6所示),可焊性試驗也表明,采用該種方式處理后的焊端側(cè)面能夠形成良好的潤濕角,但工程化的應(yīng)用未見報導(dǎo)。
有研究介紹了采用浸錫的方式進行側(cè)面裸銅界面的預(yù)上錫處理,但也指出了浸錫質(zhì)量受裸銅表面狀態(tài)的影響,會存在部分裸銅表面無法上錫的情況,影響后續(xù)的焊接,且由于該種方式處理后錫鍍層的多孔特性,在后期的存放過程中容易產(chǎn)生“錫須”的質(zhì)量隱患,在實際應(yīng)用的過程中需要充分評估。文獻對QFN器件側(cè)面焊點爬錫的影響因素進行分析,提出針對已經(jīng)老化篩選的器件進行預(yù)上錫處理,能夠有效恢復(fù)焊端的潤濕性。

圖6 焊端側(cè)面化學(xué)鍍錫處理前后對比
從現(xiàn)有的研究成果來看,針對QFN器件的預(yù)烘去潮、焊端去氧化預(yù)處理環(huán)節(jié),根據(jù)廠家提供的濕敏等級進行預(yù)烘處理,即能夠有效避免焊接過程器件的損傷。焊端去氧化方面,提升焊端側(cè)面裸銅可焊性的措施方法雖然有一定的研究,但還未見工程化的應(yīng)用報導(dǎo),裸銅側(cè)面預(yù)上錫還是要根據(jù)實際需求開展驗證,避免在預(yù)上錫的過程中帶來其他的質(zhì)量隱患。
QFN器件焊點可靠性研究進展
QFN器件相比傳統(tǒng)的有引出線引腳的器件,其焊點對應(yīng)力更為敏感,焊點服役壽命受較多因素的影響,組裝后的焊點可靠性受器件尺寸大小、器件在印制板上的布局以及三防處理等因素的影響。
在QFN器件組裝環(huán)節(jié)所做的絕大部分技術(shù)改進最終都是為了保證其焊點的可靠性,針對影響焊點可靠性主要因素的研究進展進行概述,減少在設(shè)計、工藝、制造環(huán)節(jié)引入對QFN焊點可靠性不利的因素。
3.1 器件尺寸對焊點可靠性影響
NASA提出了深空探測應(yīng)用產(chǎn)品中BGA、QFN等封裝器件焊點可靠性所面臨的挑戰(zhàn),模擬深空環(huán)境,研究了QFN封裝尺寸對熱沖擊試驗條件下焊點可靠性的影響。
圖7所示為采用韋布爾分布統(tǒng)計的方式對QFN68封裝器件及QFN16~44封裝器件在溫度沖擊試驗條件下焊點壽命的分析。結(jié)果表明,較大尺寸的QFN器件在相同熱沖擊試驗條件下,其焊點壽命要顯著低于較小尺寸的QFN器件,在深空探測應(yīng)用環(huán)境下的產(chǎn)品,器件的選擇應(yīng)盡量避免大尺寸QFN器件。
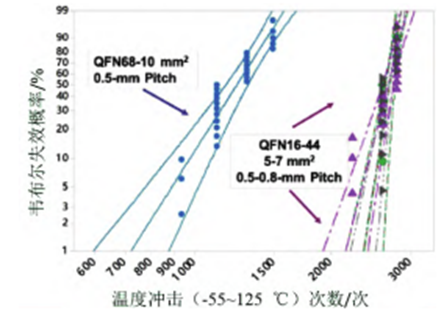
圖7 QFN器件尺寸對焊點可靠性影響
3.2 本體材料及焊端焊接質(zhì)量對可靠性的影響
QFN器件本體材料的線膨脹系數(shù)對器件的焊點可靠性有顯著的影響,Vandevelde[12]等人研究了塑封本體材料線膨脹系數(shù)(7×10-6/℃, 12×10-6/℃)、焊接材料(SnPb, SnAgCu)、焊端側(cè)面潤濕情況(側(cè)面潤濕、側(cè)面未潤濕)對焊點可靠性的影響。
研究結(jié)果表明,器件本體材料對焊點可靠性的影響最為顯著,本體材料為12×10-6/℃的器件焊點壽命為7×10-6/℃的3倍,相比而言,焊接材料及焊端側(cè)面焊接質(zhì)量對焊點可靠性的影響較小,焊點壽命差異在20%以內(nèi),在高可靠性應(yīng)用場合,應(yīng)關(guān)注器件塑封本體材料的線膨脹系數(shù)。
3.3 印制板布局對焊點可靠性的影響
QFN器件作為無引腳的器件,焊點對應(yīng)力更為敏感,器件在印制板上的布局以及安裝狀態(tài)對焊點的可靠性有顯著的影響,隨著電子產(chǎn)品復(fù)雜程度的不斷增加,QFN器件的應(yīng)用場景也越來越復(fù)雜,部分印制板需要緊固安裝于腔體中(如圖8所示)。
Vandevelde研究了印制板緊固安裝條件對QFN焊點可靠性的影響,將裝有QFN器件的印制板通過螺釘緊固于4 mm厚的鋁板上開展模擬試驗。
研究結(jié)果表明,在-40~125 ℃溫度循環(huán)試驗條件下,未采用螺釘緊固的樣件QFN焊點可靠性要明顯高于緊固安裝的樣件,距離緊固安裝螺釘越近的焊點越易失效,焊點在溫度循環(huán)條件下的壽命還是受安裝腔體的熱膨脹系數(shù)以及剛性等因素的影響,因此,QFN類焊點應(yīng)力敏感器件在印制板上的布局應(yīng)盡量遠離緊固螺釘,避免焊點服役過程中產(chǎn)生過大的應(yīng)力。

圖8 印制板腔體安裝示意圖
3.4 三防對焊點可靠性的影響
部分高可靠應(yīng)用需求印制板在組裝后會對表面進行三防噴涂防護處理,三防材料對QFN器件焊點服役可靠性有一定的影響。有研究表明,較厚的三防涂層對QFN焊點在溫度循環(huán)條件下焊點的可靠性有顯著的影響,在-55~125 ℃溫循條件下,未三防的QFN焊點壽命能夠達到2 000~2 500個循環(huán),三防后的焊點壽命約為300~700個循環(huán),但未對三防材料及器件尺寸、材料進行詳細的描述。
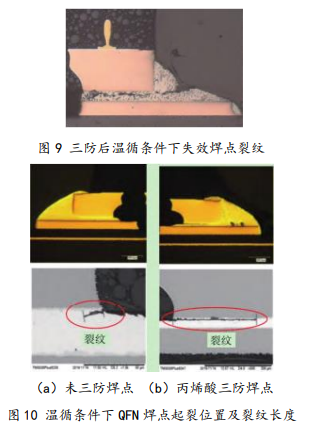
文獻研究了聚氨酯三防漆及丙烯酸三防漆對QFN器件溫度循環(huán)條件下焊點可靠性的影響,研究結(jié)果表明,使用聚氨酯三防漆涂覆焊點的可靠性要顯著高于使用丙烯酸三防漆涂覆的焊點,且三防涂覆層對焊點可靠性影響受器件材料及尺寸因素的影響,失效焊點的裂紋位于焊點內(nèi)部焊料處,如圖9所示。
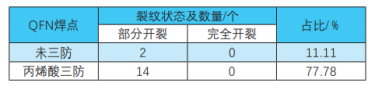
Vieira D N等人則進一步研究了采用丙烯酸三防涂層的QFN焊點在溫度循環(huán)條件下的焊點可靠性。研究結(jié)果表明溫度循環(huán)條件下焊點起裂于根部位置,量化對比了相同溫度循環(huán)條件下未三防及丙烯酸三防焊點裂紋的長度及焊點開裂的數(shù)量,丙烯酸三防焊點的裂紋長度遠高于未三防的焊點,如圖 10所示;焊點開裂的狀態(tài)及數(shù)量見表1,溫度循環(huán)條件下三防焊點的裂紋數(shù)量及長度均顯著高于未三防的焊點。
研究指出丙烯酸三防涂層的存在會導(dǎo)致器件焊點在溫度循環(huán)作用下產(chǎn)生更大的變形,分析是由于器件本體底部三防漆的存在導(dǎo)致溫循條件下應(yīng)力的產(chǎn)生,最終導(dǎo)致在焊點的裂紋的產(chǎn)生及擴展。
因此,在裝有QFN器件的印制板,尤其是針對較大尺寸的QFN器件,后期三防涂覆材料選擇上建議進行充分的試驗驗證,避免三防涂覆材料對QFN 焊點的可靠性帶來不利的影響。
表 1 三防對熱循環(huán)條件下 QFN 焊點裂紋影響
結(jié)束語
針對QFN器件的封裝技術(shù)發(fā)展進行了概述,分析了不同封裝形式器件對后續(xù)組裝技術(shù)及組裝質(zhì)量的影響,給出未來可潤濕焊端QFN器件的推廣應(yīng)用方向,有望解決QFN器件焊端側(cè)面不潤濕帶來的焊接不良、無法自動化檢測的問題。針對現(xiàn)有的QFN 器件,雖然器件側(cè)面的預(yù)處理技術(shù)已經(jīng)有較多的研究,但是能夠確保器件焊端側(cè)面裸銅能夠?qū)崿F(xiàn)有效潤濕的焊端工程化技術(shù)還未見報道。
QFN器件作為無引腳的焊點應(yīng)力敏感器件,其組裝后的焊點可靠性受多種因素的影響,本文綜述了器件本體塑封材料、器件尺寸、印制板布局和三防等因素對焊點可靠性的影響,在高可靠應(yīng)用需求的背景下,應(yīng)對以上影響焊點可靠性的因素進行充分的驗證,避免引入對焊點可靠性不利的影響因素。
來自:表面貼裝與微組裝工藝技術(shù)
審核編輯:湯梓紅
-
封裝技術(shù)
+關(guān)注
關(guān)注
12文章
548瀏覽量
67981 -
qfn
+關(guān)注
關(guān)注
3文章
190瀏覽量
56184 -
封裝器件
+關(guān)注
關(guān)注
1文章
38瀏覽量
11373 -
組裝技術(shù)
+關(guān)注
關(guān)注
0文章
6瀏覽量
6154
原文標(biāo)題:QFN器件封裝技術(shù)及焊點可靠性研究進展
文章出處:【微信號:actSMTC,微信公眾號:actSMTC】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論