 CRT3-6軸拋光運動控制系統工件加工編輯方法及步驟
CRT3-6軸拋光運動控制系統工件加工編輯方法及步驟
科瑞特DMC600系列是一款多功能的運動控制系統,主要應用于焊接、拋光、機械手等設備。實現多軸聯動,多種插補,如:直線、圓弧、拋物線、螺旋線插補等。下面以3軸拋光示教系統為例,舉例工件加工的編輯方法及步驟。圖 1 是加工工件的運動軌跡。
P1 到 P14 這 14 個點是工件工藝動作要求:
1、開機運行磨機下降到位 P1 點(角度調整,磨機打開,速度,延時);
2、移動到 P2 點(延時);
3、磨機上升到 P3 點;
4、平移到 P4 點(角度調整);
5、磨機下降到 P5 點(延時);
6、移動到 P6 點(延時);
7、磨機上升到 P7 點(角度調整);
8、磨機下降到 P8 點(延時);
9、移動到 P9 點(延時);
10、磨機上升到 P10 點(角度調整);
11、移動到 P11 點(延時);
12、移動到圓弧中點 P12;
13、移動到圓弧終點 P13;
14、上升到 P14 點結束(磨機關機)。
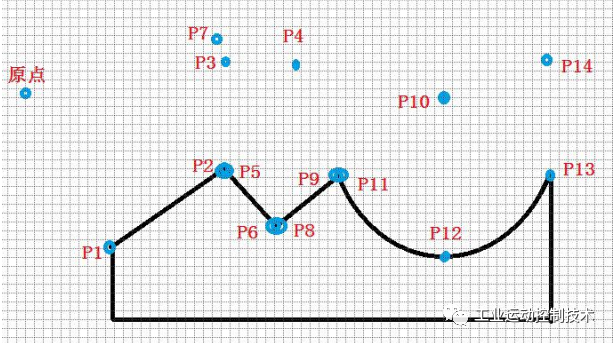
圖 1
要加工一個工件,主要有兩個步驟:
1、編輯工藝程序(也就是每個要移動的點位置的編輯);
2、軌跡采集(也就是磨片要走過的點路徑)。
一、程序編輯
工藝編輯方法一:
首先,我們要知道要編輯的工藝有幾個點(一般要加工的工件都會有草圖,及各個點位置的說明),以圖 1 為例:一共有 14 個點(P1 到 P14 個點)。
第一步我們可先這樣編輯(點位的編輯)(如圖 2,這是各個點沒有設置延時的):
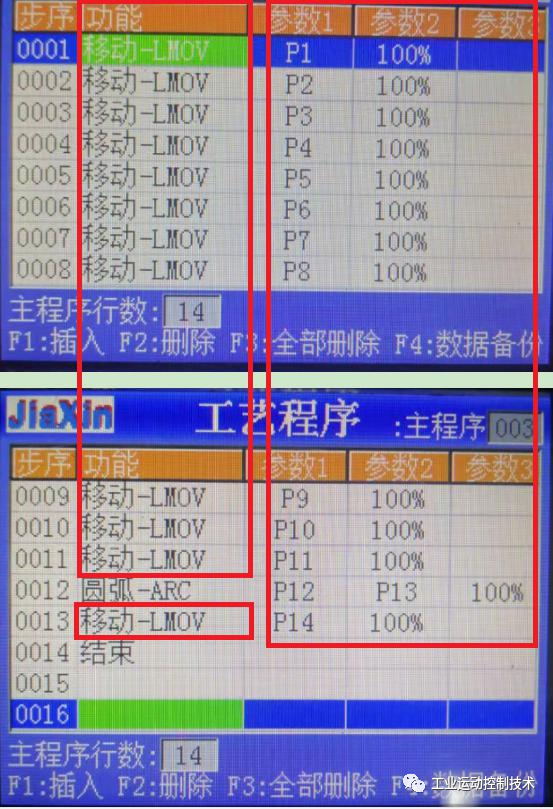
圖 2
這樣從 P1 走到 P14 點,這 14 點的編輯就完成了,每一點都不會漏。這樣看來是不是很簡單啊!一目了然。看圖 2,你只要編輯“功能”這列,右邊紅框這些參數(P1 到 P14、100%)都不用手動編輯,自動生成。從圖 2 可以看出一些規律:有沒有注意到從 P1 到 P11 和 P14 點是不是都是走直線的呢?再看看“功能”這列,是不是都是選擇“移動-LMOV”。所以記得,經過的點都是走直線的,功能這里都是選擇“移動-LMOV”。走圓弧時 P12 中點“功能”這里選擇是“圓弧-ARC”,P13 終點默認自動生成。
(記住:走圓弧時,圓弧中點“功能”這里選擇的是“圓弧-ARC”,圓弧的終點自動生成,不用手動編輯)。
最后一步運行結束時,選擇“結束”就完成整個運動程序的編輯。這樣是不是很簡單呢?
總結:編輯順序:編輯 P1 點時,“功能”選擇“移動-LMOV”,按“確定”鍵;編輯 P2 點時,換到第二行,“功能”選擇“移動-LMOV”;......同樣的方法一直到 P11 點。編輯到 P12 點(圓弧中點)時,“功能”選擇“圓弧-ARC”,P13 點(圓弧終點)自動生成。編輯 P14 點時,“功能”選擇“移動-LMOV”。最后一步結束時,“功能”選擇“結束”。整個編輯完成。
第二步編輯(加入延時)(看你各個點的具體要求來編輯):
如果你要在 P1 點時,磨機打開,延時。你可以把光標移動到 P1 點下面的那行,按 F1 鍵插入,如圖 3 所示。
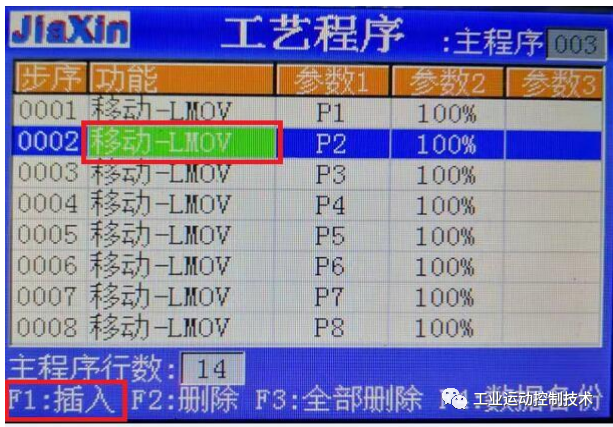
圖 3
按 F1 鍵插入后,界面如圖 4 所示,出現 P1 點下面這行是空白的。
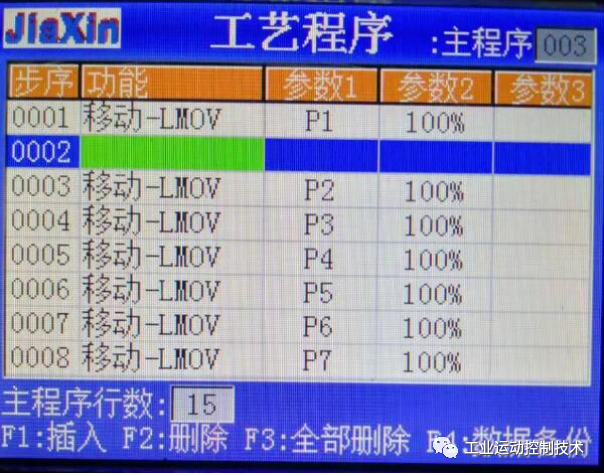
圖 4
按“確定”鍵,選擇“輸出延時”,再選擇“輸出 B”,按“確定”。界面如圖 5 所示。
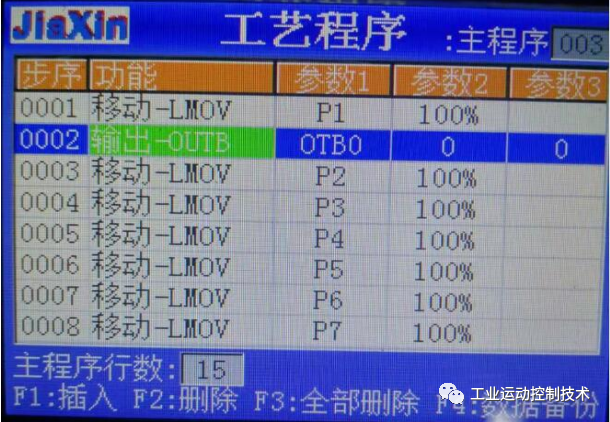
圖 5
參數設置,如圖 6 所示。
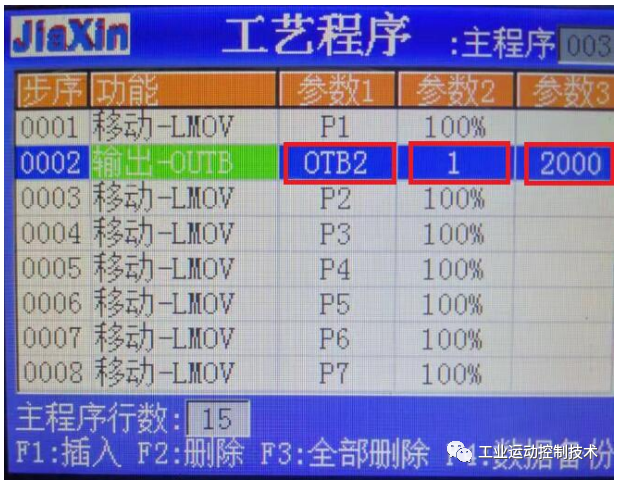
圖 6
備注:
“參數 1”的“OTB2”:這個根據你設備的輸出口接線的設置,你的設備是“2”,我們是寫成“OTB2”。如果其他設備是“0”或“1”,我們就寫成“OTB0”或“OTB1”。
“參數 2”的“1”:這個表示打開。如果關閉就寫“0”。記住:“1”表示打開;“0”表示關閉。
“參數 3”的“2000”:表示延時 2000 毫秒(也就是 2 秒)。根據你的實際情況設置,比如延時 5 秒,就輸入“5000”。
如我們要在 P2 點時加延時,把光標移動到 P2 點下面的那行,如圖 7 所示。
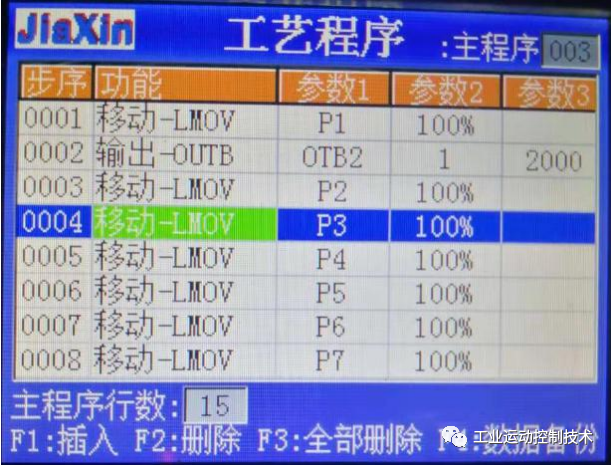
圖 7
按 F1 鍵插入后,設置參數,如圖 8 所示。
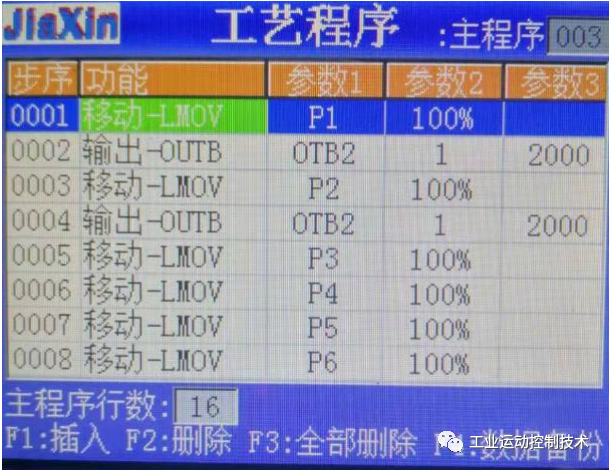
圖 8
其他點位插入延時時,也是同樣的操作。
工藝編輯方法二:
就是把每一點的移動、輸出、延時,按順序的一起編輯。
主要的問題是在編輯之前,肯定是要知道要編輯幾個點,每個點有什么動作,這是每個操作工人最基本的要求。如果知道這些了,不管用什么操作系統,思路都很清晰,多一步少一步,都不是問題。
二、軌跡采集
軌跡采集就很簡單了,把磨機移動到加工點 P1,按“L-IN”鍵記入,再按“確定”鍵;再移動到 P2 點,按“L-IN”鍵記入,再按“確定”鍵;......同樣的方式移動 P14 點。整個運動軌跡就采集完成。
三、運行參數設置(根據實際的參數)、運行。根據您上次說的問題,我這里給您注明一下,請看圖 9:
P1 點的這個紅框區域,所有的參數是不是都在同一個界面上看得到呢,(到 P1 點的速度,輸出打開,延時。如果你想要從原點到 PI 點的速度減慢一半,就把 100%改成 50%)。P2 點的也是一樣,如果你想把從 P1 點走到 P2 點的速度提高一倍,就把 100%改成 200%。
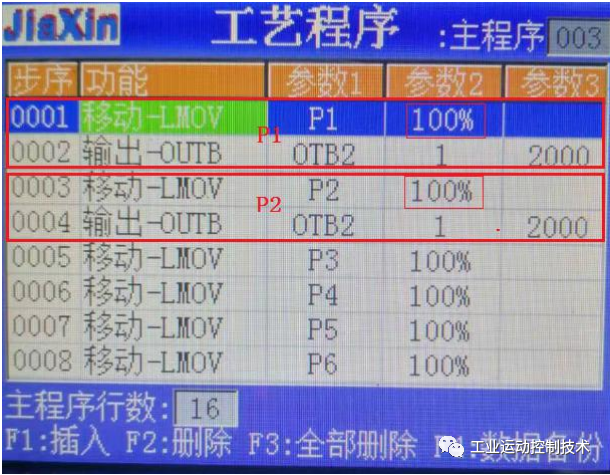
圖 9
以下是根據圖 1 的動作要求編輯出來的完整程序,如下圖 10、圖 11、圖 12 所示:
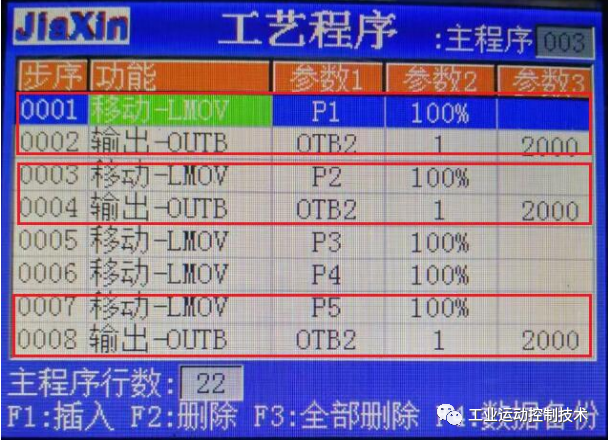
圖 10
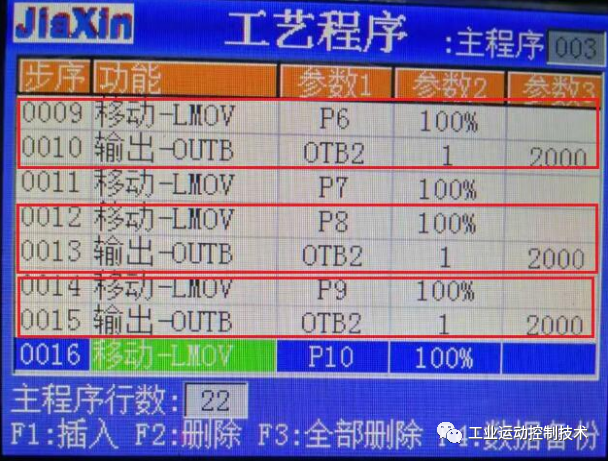
圖 11
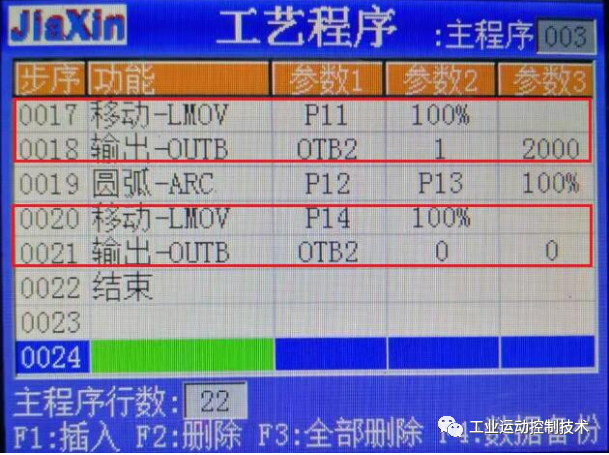
圖 12
從圖 10、圖 11、圖 12 所時,紅框里面的點,是不是每個需要延時的點都在同一界面就可以看到呢。
-
控制系統
+關注
關注
41文章
6633瀏覽量
110681 -
設備
+關注
關注
2文章
4522瀏覽量
70719 -
運動控制
+關注
關注
4文章
584瀏覽量
32899
發布評論請先 登錄
相關推薦
控制12寸再生晶圓雙面拋光平坦度的方法有哪些?

「TOF光電」焊接加工件有無檢測

控制系統整定的方法和步驟
VPLC系列機器視覺運動控制一體機在五軸聯動點膠上的應用
機器視覺控制軸運動原理是什么?
機械運動控制系統的組成和應用
運動控制系統的組成與作用






 工商網監
工商網監
評論