


近年來,隨著激光器技術的發展,越來越多的大功率激光器面世,萬瓦級(功率≥10kW)以上激光器在厚板焊接領域的應用也越來越多。與千瓦級激光焊接相比,在萬瓦級激光深熔焊過程中激光功率密度更高,深熔焊小孔內部的材料蒸發行為更加劇烈,熔池物理現象更加復雜。熔池上方產生的大量蒸氣羽煙是制約焊縫成形的關鍵問題之一,蒸氣羽煙對入射激光束的劇烈干擾使得厚板焊縫成形差,極易產生大的飛濺、表面駝峰等缺陷。為獲得良好的焊縫成形,必須對蒸氣羽煙進行有效控制。
常規激光焊主要采用側吹法進行蒸氣羽煙抑制,側吹一方面可以吹散部分蒸氣羽煙,另一方面可以將惰性保護氣體覆蓋在熔池上方,減少焊縫的氧化提高焊接質量,但隨著激光功率的增加,蒸氣羽煙明顯增強,為了更好的抑制蒸氣羽煙,則需增加側吹氣的流量,但側吹氣體的流量不能增加到太高,否則易引起焊縫飛濺及凹陷,所以,在萬瓦級激光功率焊接情況下,單管側吹已無法滿足要求,本文研究采用多路吹氣的方式對蒸氣羽煙進行抑制。
01萬瓦級激光焊·蒸氣羽煙的影響及抑制原理
金屬材料在極高功率密度激光束照射下,激光能量作用速率遠大于材料熱傳導、對流及熱輻射的速率,使得材料表面局部劇烈蒸發汽化,蒸發汽化壓力將熔融金屬排開形成小孔;金屬蒸氣進一步在高能密度激光作用下發生電離形成光致等離子體,分布于小孔內部和外部,孔外等離子體及金屬蒸氣形成孔外蒸氣羽煙,采用高速攝影的方法對15kW光纖激光焊接孔外蒸氣羽煙進行觀察,如圖1所示,蒸氣羽煙高度可達70mm,并伴隨飛濺產生,可對入射激光造成嚴重干擾。
在萬瓦級激光深熔焊過程中,超強的孔外蒸氣羽煙對入射激光產生明顯的“屏蔽”效應,焊接深度一開始隨著激光功率的增加而增大,但當激光功率超過某一值時,焊接深度明顯減小,并產生嚴重缺陷。有研究表明,蒸氣羽煙對激光束的折射行為是引起 “屏蔽”效應的根源所在,通過對入射激光束的折射,使激光束產生散焦,明顯減弱激光的穿透深度。除對激光束產生折射外,在萬瓦級激光深熔焊過程中,孔外蒸氣羽煙穩定性極差,蒸氣羽煙的擾動對激光束的影響也導致熔池小孔穩定性差,易產生嚴重的焊接飛濺,且在整個焊接過程中,蒸氣羽煙呈現增強—減弱—增強的周期性特點并伴隨產生周期性的駝峰成形現象。
根據研究發現,真空條件下可對高功率激光焊產生的蒸氣羽煙進行有效控制,即真空激光焊,但真空室造價高,使用不便,極少用于實際應用,本文重點研究基于常壓下的多路氣體共同作用對蒸氣羽煙進行抑制,采用包含側吹、橫吹、拖罩三路氣體的側吹保護裝置進行蒸氣羽煙控制,其中,側吹對準熔池,用于熔池位置保護和部分蒸氣羽煙吹散,且側吹氣流集中,有益于提高焊縫成形的均勻性;橫吹設置于熔池上方較近處,通過橫吹高速氣流抑制蒸氣羽煙的高度,在高度上盡可能的減少其對入射激光的干擾;拖罩置于熔池后側與側吹結合進行空氣隔離,避免空氣卷入熔池產生激烈的氧化反應加強蒸氣羽煙的不穩定性,同時,拖罩可對凝固的高溫焊縫進行延時保護,減少焊縫氧化,提高焊接質量。
02試驗裝置及方法
2.1 試驗裝置
為有效抑制蒸氣羽煙,設計了具有三路氣流的側吹保護裝置,裝置整體結構如圖2所示,具有側吹、橫吹、拖罩三路吹氣功能。
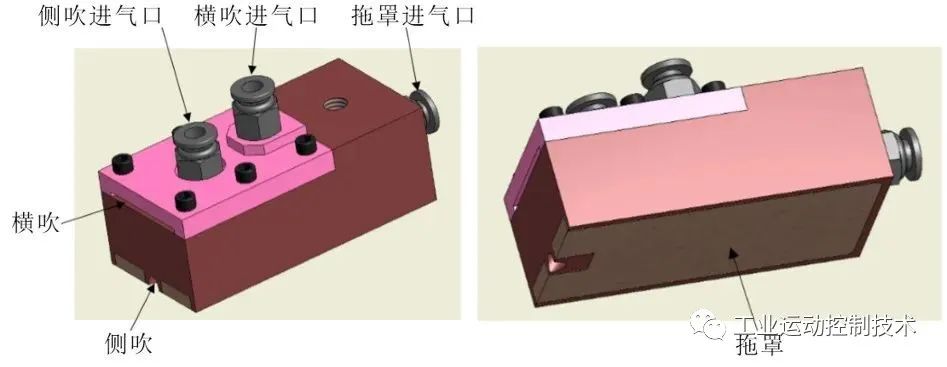
圖2 側吹保護裝置
側吹保護裝置通過連接桿和連接板安裝于焊接頭上,焊接時拖罩表面與工件表面平行,在焊縫上方左右對稱,且位于熔池后側,如圖3所示。
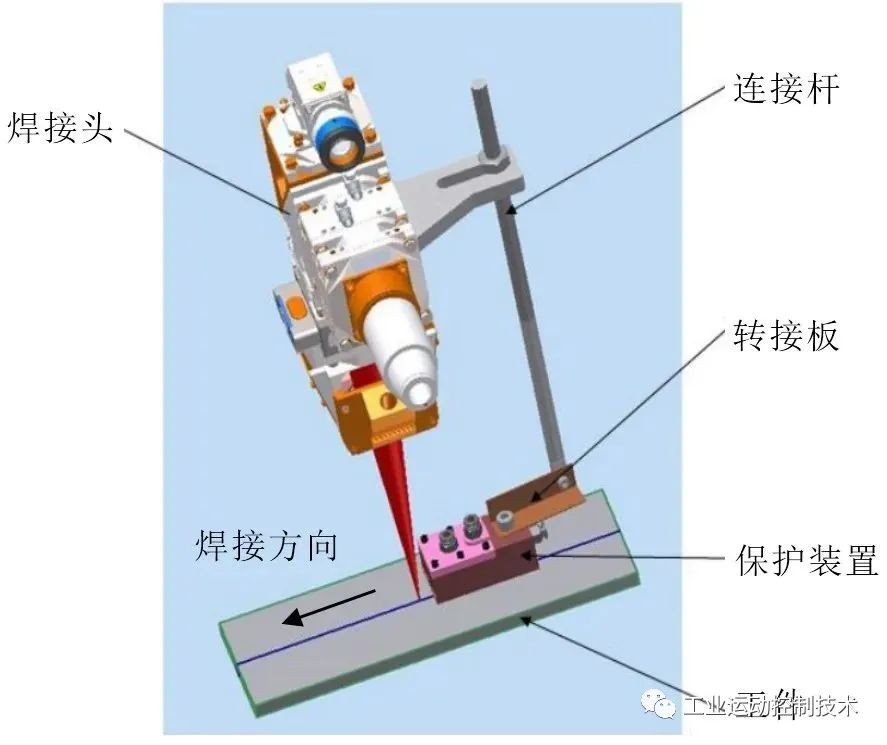
圖3 側吹保護裝置安裝
為了達到更優化設計,采用ansys軟件對氣流進行分析,計算模型及計算結果如圖4和圖5所示,各路氣流流動穩定,焊接保護氣體覆蓋效果良好。
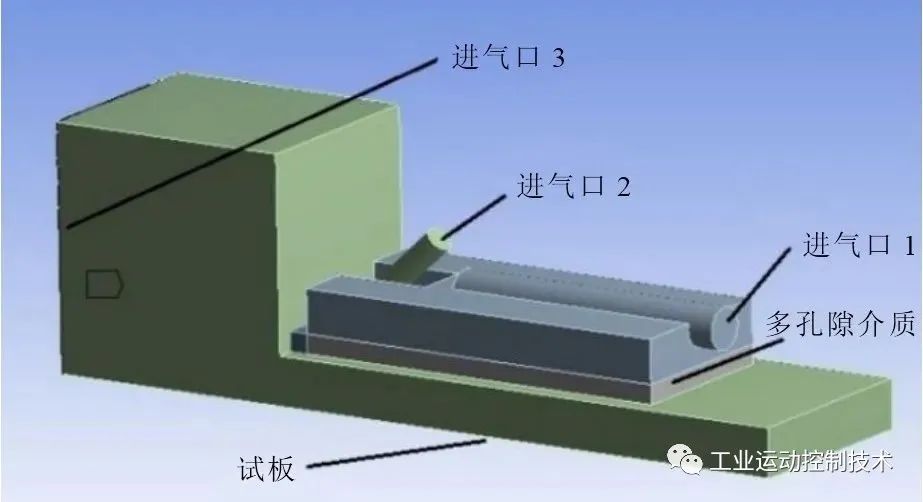
圖4 側吹保護裝置計算模型
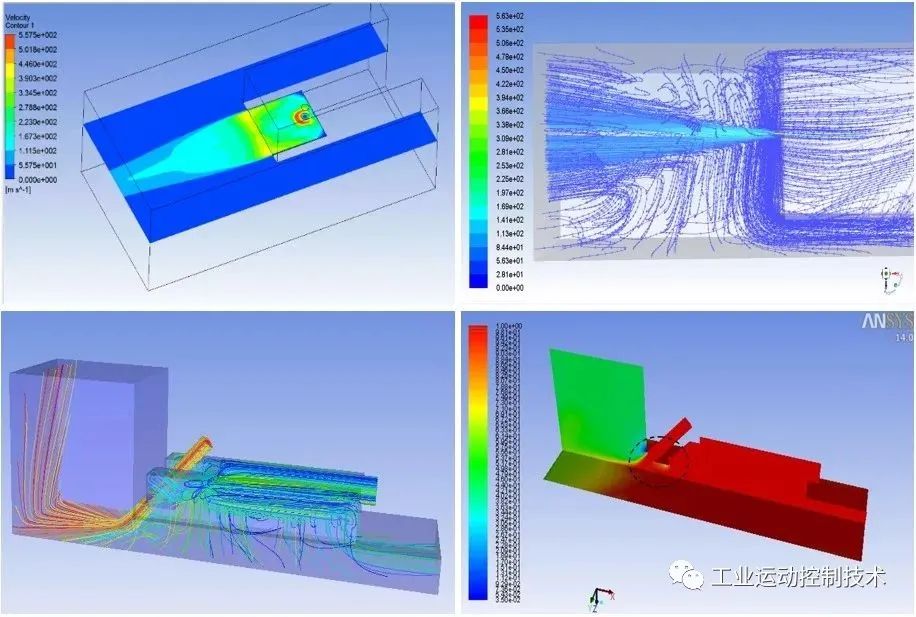
圖5 計算結果
為檢測側吹保護裝置在萬瓦級激光深熔焊過程中對蒸氣羽煙的抑制效果,激光器采用本公司大族光子20kW光纖激光器,如圖6所示。

圖6 大族光子20kW光纖激光器
2.2 試驗材料與方法
試驗材料選擇常用的15mm厚304不銹鋼,采用拼接接頭進行常規單路側吹和三路吹氣兩種焊接方式對比,以考察側吹保護裝置對蒸氣羽煙的抑制效果。為了使15mm不銹鋼試板單道焊透,需進行大功率慢速焊接,采用較優經驗參數進行焊接,激光功率設置為20kW,焊接速度設置為0.8m/min,側吹保護裝置側吹進氣口和拖罩進氣口接入焊接保護氣,橫吹進氣口接入壓縮空氣,側吹裝置與試板的垂直距離為8mm,與激光照射點的橫向距離為8mm。為了對比兩種焊接方式的差異,除了吹氣方式不同外,其余焊接參數均保持相同。
03試驗結果與分析
3.1 單側吹蒸氣羽煙抑制效果及焊縫成形
單獨開啟側吹氣進行焊接時,焊接過程中的蒸氣羽煙如圖7所示,蒸氣羽煙高度達100mm,且擾動明顯,羽煙邊緣呈不規則形狀,并在周圍環境產生大量的煙塵。焊縫正反面成形如圖8所示,其中正面焊縫成形均勻性差,駝峰明顯,且產生較大顆粒飛濺,整個焊縫表面氧化燒損明顯,焊縫背面呈現不連續熔透。由此可見,蒸氣羽煙的不穩定性對焊縫成形造成嚴重影響。
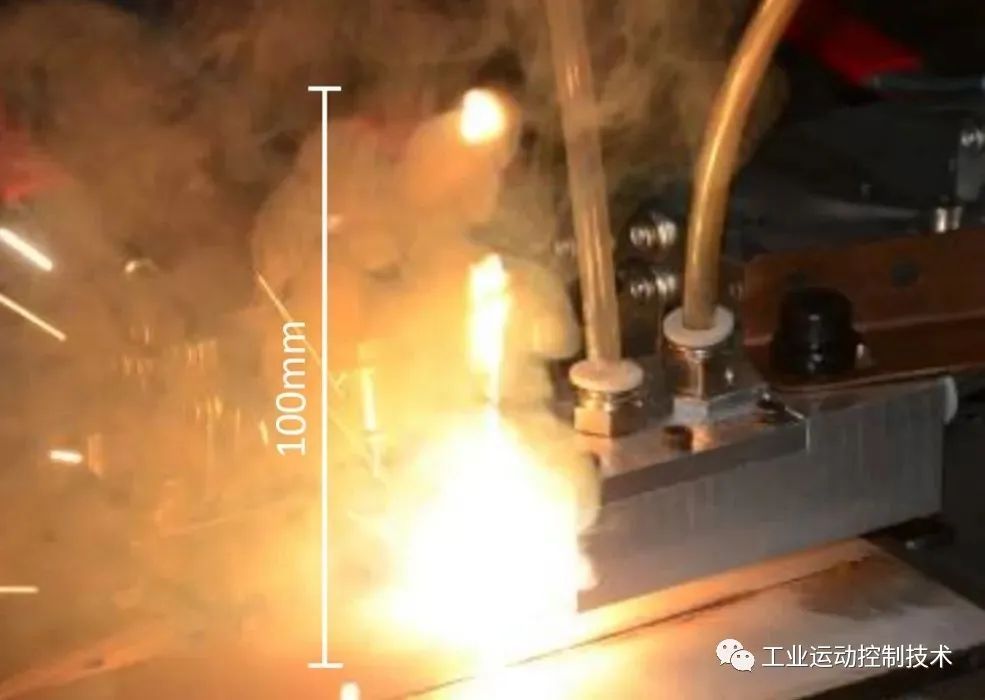
圖7 20KW激光焊單側吹蒸氣羽煙
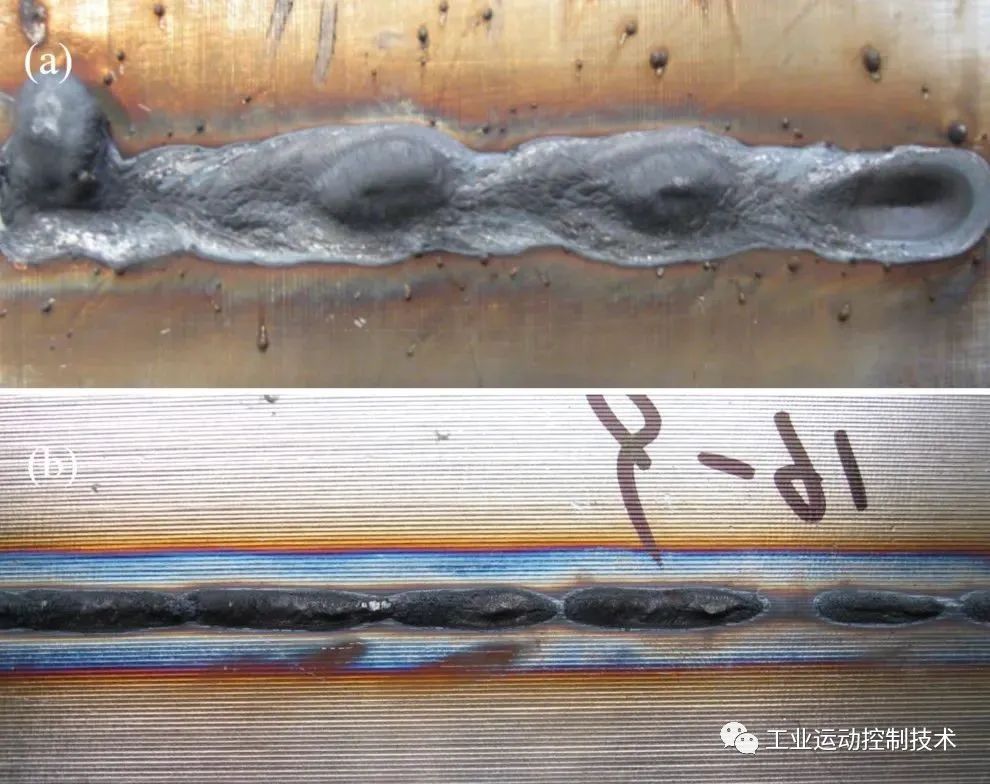
圖8 15mm厚304不銹鋼焊縫成形
a)正面;(b)背面
3.2 三路吹氣蒸氣羽煙抑制效果及焊縫成形
將側吹保護裝置的三路氣體全部開啟,焊接過程中的蒸氣羽煙如圖9所示,蒸氣羽煙高度降至29mm,呈圓球狀,形狀穩定,擾動極小,周圍環境也無明顯煙塵產生。焊縫正反面及截面成形如圖10所示,焊縫正面駝峰消失,未見明顯飛濺和氧化燒損,焊縫背面均勻熔透。
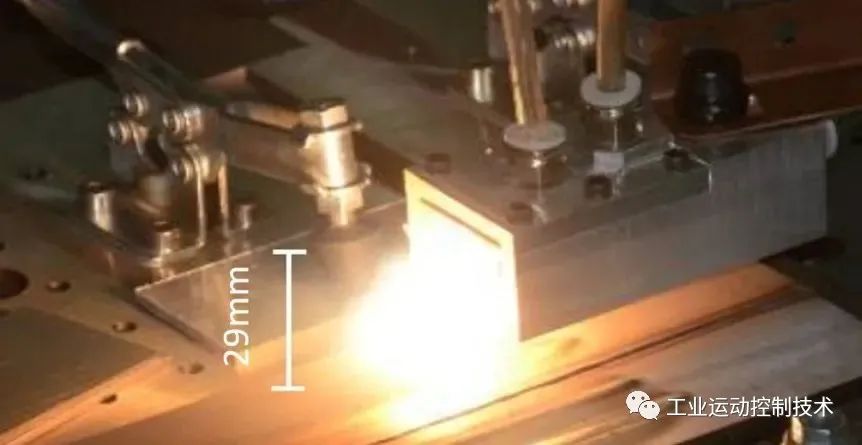
圖9 20kW激光焊三路吹氣蒸氣羽煙
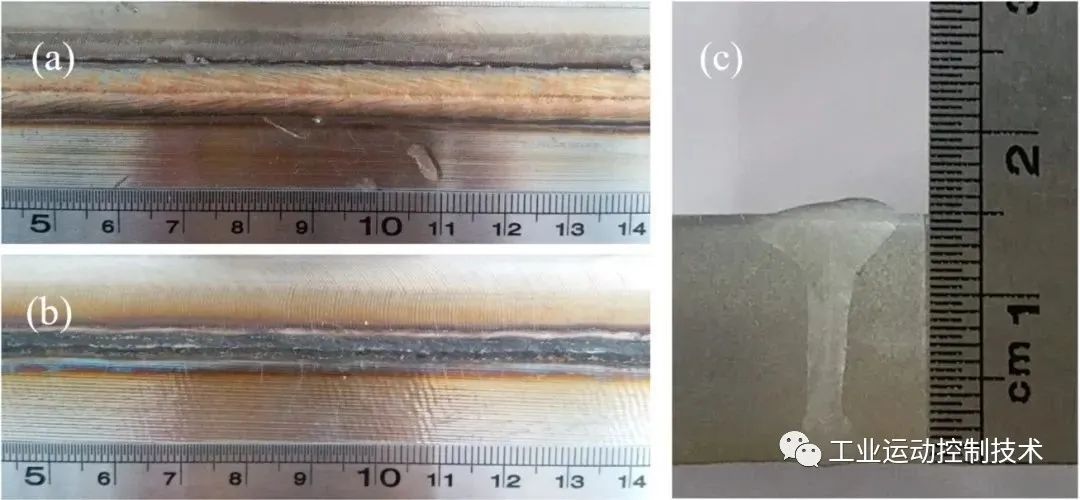
圖10 15mm厚304不銹鋼焊縫成形
(a)正面;(b)背面;(c)截面
3.3 結果分析
通過對比單側吹與三路吹氣在20kW激光焊過程中對蒸氣羽煙的抑制效果及焊縫成形,可發現側吹保護裝置的三路吹氣方式可實現對蒸氣羽煙的有效抑制進而獲得良好的焊縫成形。對比單側吹方式,增加橫吹高速氣流有效壓制了蒸氣羽煙的高度,極大地減少了蒸氣羽煙對入射激光的“屏蔽”及干擾作用;增加拖罩并與側吹配合在熔池位置有效隔離了外界空氣,避免了熔池因產生激烈的氧化反應對蒸氣羽煙的增強,同時,拖罩對高溫焊縫的延時保護也是有效的,減少了焊縫氧化,提高了焊接質量。
采用高速相機對熔池一段時間內的波動情況進行拍攝,兩種吹氣方式下,熔池波動狀態對比如圖11和圖12所示,通過對比可以看到,采用三路吹氣保護裝置焊接時熔池波動變化更小,未見大顆粒飛濺拋出,優化的三路吹氣保護方式可明顯提高焊接熔池的穩定性,從而提高萬瓦激光厚板焊接質量。
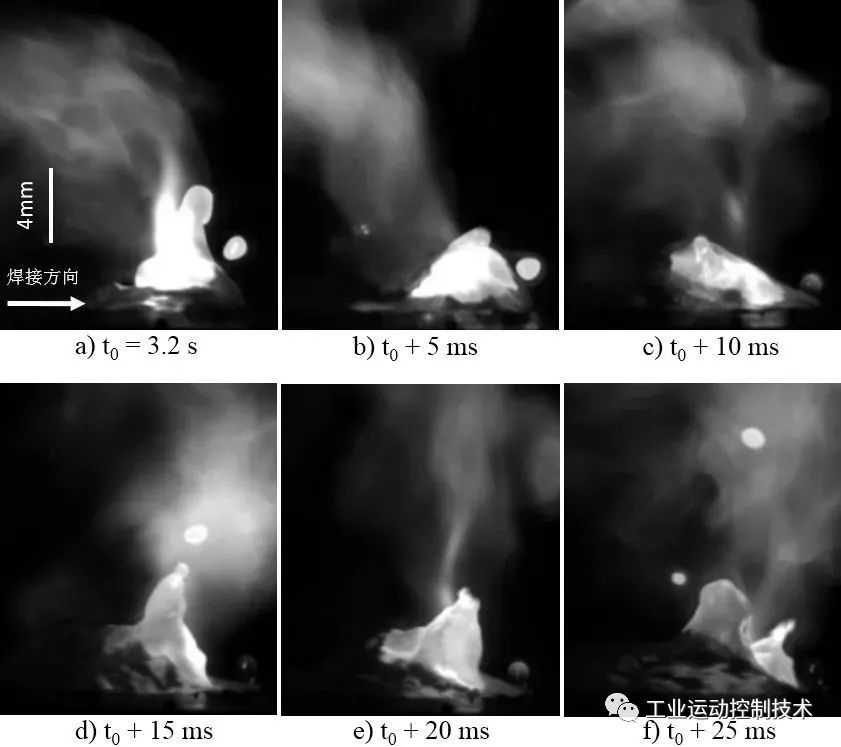
圖11 單側吹熔池波動
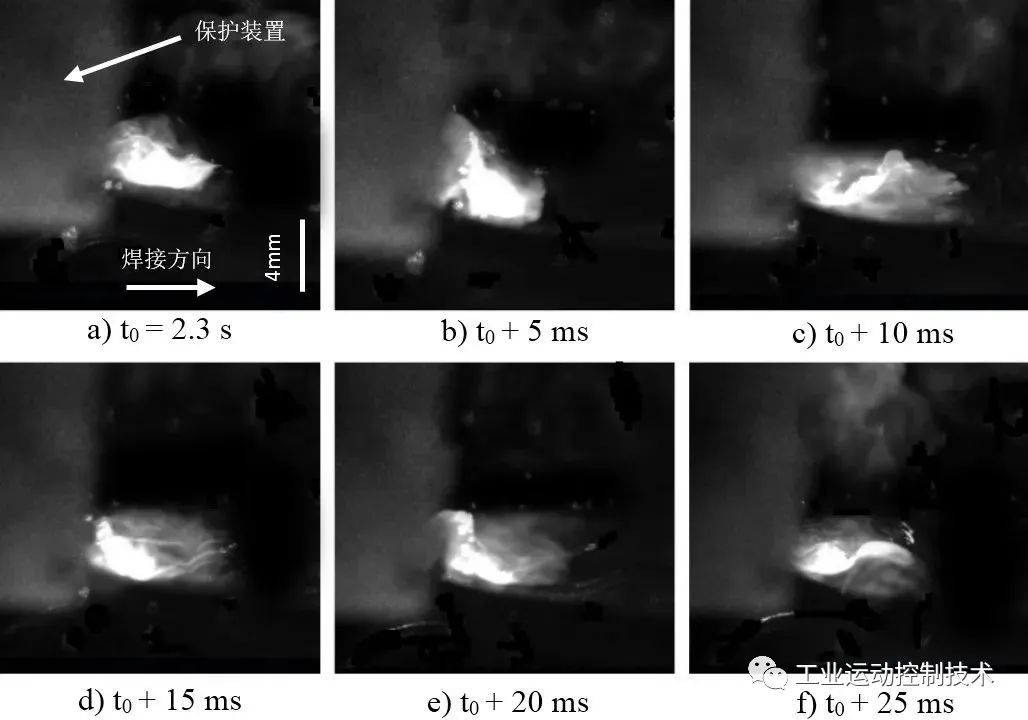
圖12 三路吹氣熔池波動
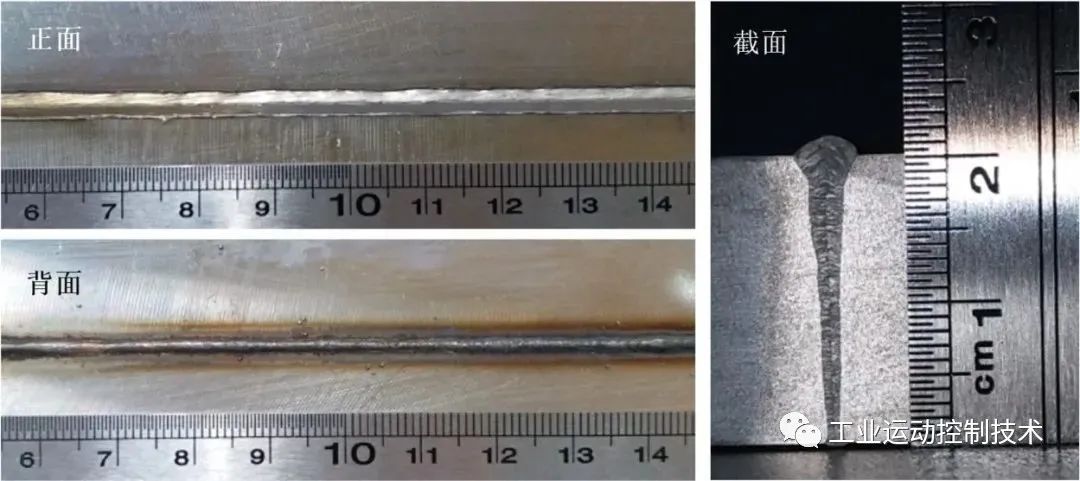
圖13 20mm厚316LN不銹鋼
焊縫成形
04結論
(1)在萬瓦級激光深熔焊過程中,熔池上方的蒸氣羽煙噴射高度大且呈現不穩定狀態,對入射激光具有明顯的干擾作用,是影響焊縫成形的關鍵因素之一;
(2)在萬瓦級激光深熔焊過程中,單側吹無法有效抑制熔池上方的蒸氣羽煙,極易造成大的飛濺及表面駝峰等焊縫缺陷,焊縫成形差;
(3)通過側吹、橫吹和拖罩三路氣體優化集成設計的保護裝置,對焊接蒸氣羽煙可達到有效抑制,焊接過程穩定,可有效提高萬瓦級激光厚板深熔焊焊縫成形質量。
轉自:大族光子
-
激光
+關注
關注
20文章
3484瀏覽量
67670 -
激光器
+關注
關注
17文章
2782瀏覽量
63125 -
材料
+關注
關注
3文章
1357瀏覽量
27997
發布評論請先 登錄
激光焊接技術在焊接壓力腔組件工藝中的應用

解析芯片的激光精密焊接,錫膏如何成為最佳搭檔


使用SOA對激光器實現噪聲抑制

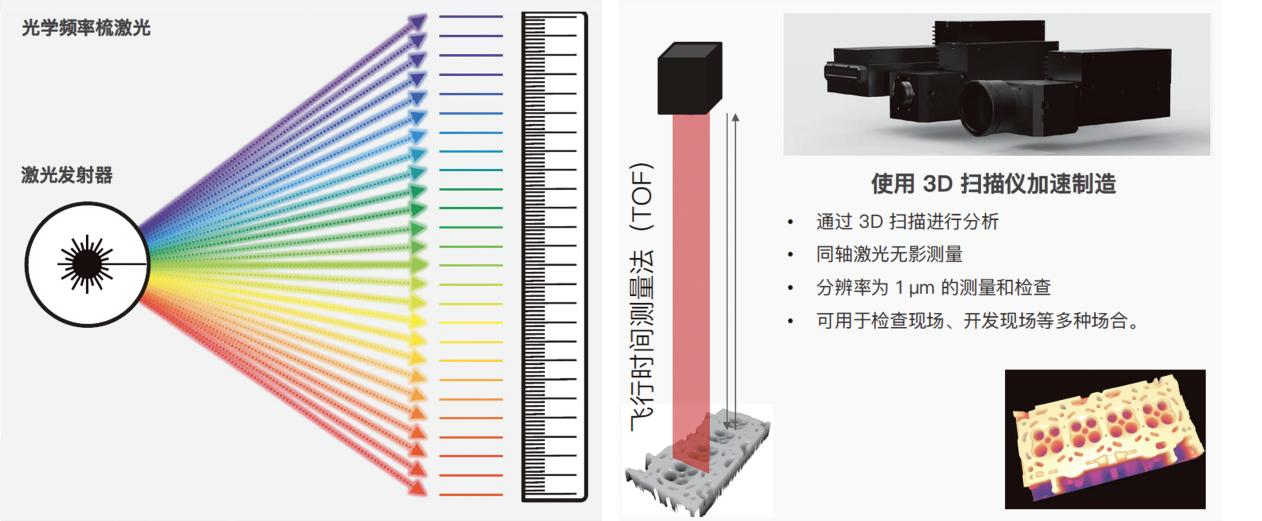
基于激光頻率梳原理對深孔內輪廓測量方法的探究
激光焊接技術在焊接殷瓦合金的工藝流程

激光焊接技術在焊接殷瓦合金的工藝優勢

熱熔焊接溫度分析儀的精準應用與優勢探析
利用瓦級皮秒激光器實現高精度空間碎片觀測
技術指南 | 深視智能SD-C系列激光位移傳感器使用說明書






 工商網監
工商網監

評論