") 如何提高太陽(yáng)能光伏電池片柵線的膜厚一致性?
如何提高太陽(yáng)能光伏電池片柵線的膜厚一致性?
太陽(yáng)能光伏電池片是太陽(yáng)能光伏電池的基本組成部分,一般是正方形或矩形,常見的尺寸有:166mm*166mm,182mm*182mm,210mm*210mm。將多個(gè)太陽(yáng)能光伏電池片連接在一起形成的板狀結(jié)構(gòu)就是太陽(yáng)能光伏電池,用于將太陽(yáng)能轉(zhuǎn)化為電能,為電力系統(tǒng)提供可再生能源。隨著能源需求的不斷增長(zhǎng),太陽(yáng)能光伏電池具有環(huán)保、可再生、經(jīng)濟(jì)實(shí)用、長(zhǎng)壽命、低噪音等諸多優(yōu)勢(shì),被廣泛應(yīng)用于光伏發(fā)電等領(lǐng)域。
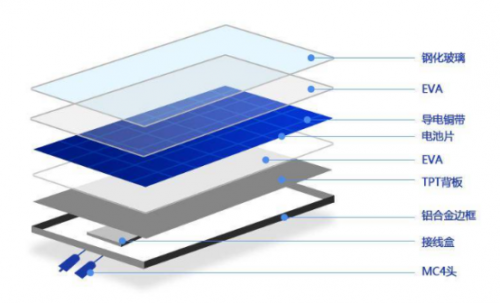
(太陽(yáng)能光伏電池組成結(jié)構(gòu))
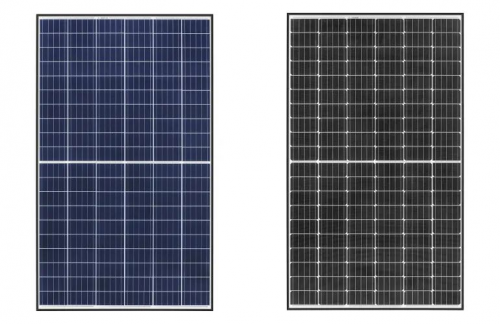
太陽(yáng)能光伏電池根據(jù)太陽(yáng)能光伏電池片圖形的不同,可以分為SP和DUP。SP是指由多個(gè)電池單元串聯(lián)在一起,每個(gè)電池單元之間使用金屬線連接的太陽(yáng)能光伏電池。DUP是指具有兩個(gè)發(fā)射極,并且每個(gè)發(fā)射極都與一個(gè)觸點(diǎn)相連的電池。在生產(chǎn)過程中,SP是印刷三次:背極、背場(chǎng)和正電極電場(chǎng)印刷;DUP是印刷四次:背極、背場(chǎng)、正電極主柵和細(xì)柵印刷。
但為了提高方阻,同時(shí)降低由電極引起的功率損耗,就需要增加細(xì)柵線條數(shù)、減小細(xì)柵線寬度。所以,細(xì)柵線的印刷線寬需要非常細(xì),膜厚要均勻一致。目前,普通的絲網(wǎng)印刷設(shè)備,在印刷時(shí),通常有以下兩種印刷模式:位置模式和壓力模式可以選擇。但這兩種模式下印刷的柵線都很難確保膜厚一致性。下面就針對(duì)不同的印刷模式在生產(chǎn)過程中對(duì)柵線質(zhì)量的影響進(jìn)行深入分析,并提供解決方案。
(1)位置模式
印刷過程中,刮刀由電機(jī)控制,每次都下壓到固定位置進(jìn)行印刷,其與網(wǎng)版的相對(duì)位置始終保持不變。在大批量生產(chǎn)過程中,硅片厚度會(huì)有偏差(-10um/+20um),同時(shí)受到線切痕的影響,同一硅片內(nèi)也有明顯的高度差。若以固定的下壓位置去印刷,無法保證柵線的膜厚一致性。如下圖所示,在位置模式下,印刷前和印刷后刮刀的位置距離網(wǎng)框架較近,此時(shí)網(wǎng)版承受的力就會(huì)變大,那么網(wǎng)孔的開孔就會(huì)變大,下墨量也會(huì)變大,就會(huì)導(dǎo)致起始位和結(jié)束位的柵線變粗。對(duì)于二次印刷,還會(huì)導(dǎo)致套印精度下降。而且如果網(wǎng)版張力有局部不均勻現(xiàn)象,那么刮刀與網(wǎng)版的相互作用力將會(huì)隨著刮刀的移動(dòng)發(fā)生變化,就可能導(dǎo)致柵線虛印、漏印等問題。為了避免這種現(xiàn)象出現(xiàn),只能調(diào)大刮刀的下壓位置,但是過度的下壓還會(huì)導(dǎo)致網(wǎng)版損壞或者其他印刷質(zhì)量等問題。

(位置模式)
(2)壓力模式
在印刷過程中,刮刀以固定的壓力印刷,從理論上可以彌補(bǔ)以上位置模式的不足,即可以在硅片不平整表面進(jìn)行印刷,又不會(huì)在網(wǎng)版起始和結(jié)束印刷位置產(chǎn)生過大的相互作用力,避免了位置模式下導(dǎo)致的柵線粗問題。但在實(shí)際印刷太陽(yáng)能電池柵線過程中,普通的絲網(wǎng)印刷機(jī)還是很難精確地控制壓力。因?yàn)椋诖笈坑∷⑶斑€需反復(fù)調(diào)試至最佳壓力,調(diào)試過程中刮刀下壓力度每次都不一,如果網(wǎng)間距較大,那么刮刀離網(wǎng)框位置較近,網(wǎng)版對(duì)刮刀的作用力較大,刮刀不能接觸到硅片表面,漿料不能充分地轉(zhuǎn)移到硅片表面;而刮刀走到網(wǎng)版中間位置時(shí),隨著網(wǎng)版兩邊的形變量變大,刮刀就能接觸到硅片達(dá)到良好印刷,但是整個(gè)正面柵線高度將會(huì)因網(wǎng)版間距不同導(dǎo)致不均勻。

(壓力模式)
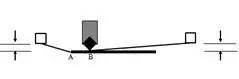
那么通過縮小網(wǎng)間距,實(shí)際上是可以解決上面這個(gè)問題。但是,通過這樣的調(diào)整也會(huì)帶來新的問題。因?yàn)榫W(wǎng)距變小,印刷壓力就會(huì)增加,很容易導(dǎo)致太陽(yáng)能電池片碎片。如下圖所示,降低網(wǎng)版間距,雖刮刀與硅片完美接觸能達(dá)到良好的印刷效果,但當(dāng)刮刀行走到B點(diǎn)時(shí),網(wǎng)版在印刷起始點(diǎn)A處還無法與硅片脫離,很容易造成粘版問題,影響整個(gè)印刷質(zhì)量。
(3)解決方案
由上可知,壓力模式優(yōu)于位置模式,但還是無法滿足太陽(yáng)能電池片大批量高精度印刷要求。建宇網(wǎng)印高精密厚膜絲網(wǎng)印刷機(jī)通過實(shí)現(xiàn):懸浮印刷+網(wǎng)框架升降相結(jié)合的印刷技術(shù),改善了壓力模式下存在的弊端,確保了太陽(yáng)能電池片柵線的膜厚均勻性,保證了漿料的脫版效果。同時(shí)還可以根據(jù)實(shí)際生產(chǎn)需求進(jìn)行快速改裝,實(shí)現(xiàn)自動(dòng)化生產(chǎn)線,滿足大批量印刷的要求,提高生產(chǎn)效率和產(chǎn)品質(zhì)量。

①懸浮印刷技術(shù)
懸浮印刷技術(shù)改善了印刷壓力難以精確控制的問題,采用專用氣缸和精密調(diào)壓閥調(diào)節(jié)裝置,消除印刷系統(tǒng)自重,在同一行程下,可以精準(zhǔn)控制印刷壓力閾值,自適應(yīng)調(diào)整前后刮刀壓力均勻性,確保印刷壓力在整個(gè)印刷過程恒定,達(dá)到完美的精細(xì)化厚膜印刷效果。
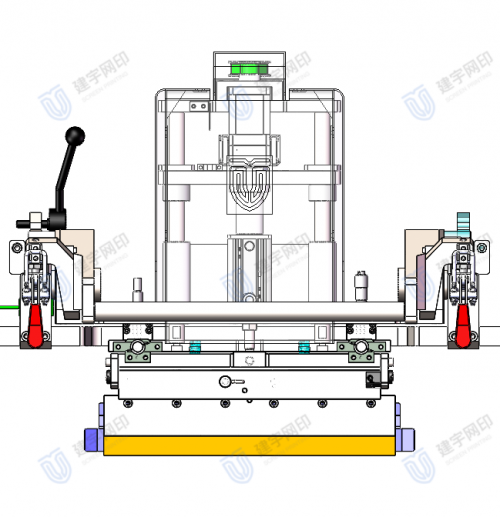
(懸浮印刷系統(tǒng))
②網(wǎng)框架升降技術(shù)
網(wǎng)框架升降技術(shù),可解決印刷完粘版問題。即在印刷過程中,隨著刮刀位置的前進(jìn),不斷抬高網(wǎng)框起始邊框,降低網(wǎng)框結(jié)束邊框,來使整個(gè)印刷過程中網(wǎng)版相對(duì)硅片的脫離角度始終保持一致,保證良好的脫版,避免了張力不均勻和小網(wǎng)間距漿料脫版效果不好的問題。
綜上所述,通過采用懸浮印刷+網(wǎng)框架升降相結(jié)合的印刷技術(shù),建宇網(wǎng)印高精密厚膜絲網(wǎng)印刷機(jī)成功解決了太陽(yáng)能電池片柵線膜厚一致性的問題,為太陽(yáng)能光伏電池片的生產(chǎn)提供了更加高效和可靠的解決方案。這種技術(shù)的應(yīng)用不僅可以提高生產(chǎn)效率,降低生產(chǎn)成本,還可以為太陽(yáng)能光伏產(chǎn)業(yè)的發(fā)展注入新的動(dòng)力。
審核編輯 黃宇
-
太陽(yáng)能
+關(guān)注
關(guān)注
37文章
3458瀏覽量
114915 -
光伏電池
+關(guān)注
關(guān)注
5文章
263瀏覽量
32812 -
電池片
+關(guān)注
關(guān)注
0文章
69瀏覽量
8760
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
光伏逆變器負(fù)載的功能和優(yōu)勢(shì)
Poly層厚度對(duì)TOPCon太陽(yáng)能電池性能的影響

抗反射涂層對(duì)太陽(yáng)能電池性能的影響
絲印速度、網(wǎng)版開口寬度對(duì)光伏電池柵線的影響
摻雜分布對(duì)太陽(yáng)能電池薄膜方阻和接觸電阻的影響
電感值和直流電阻的一致性如何提高?
太陽(yáng)能光伏電池片不銹鋼氮?dú)夤竦淖饔?/a>

金剛石太陽(yáng)能電池:光伏領(lǐng)域的新星
太陽(yáng)能光伏系統(tǒng)的工作原理
美能Poly在線膜厚測(cè)試儀?:光伏行業(yè)中的微納米薄膜光學(xué)測(cè)量創(chuàng)新
太陽(yáng)能光伏組件是什么?太陽(yáng)能光伏組件生產(chǎn)流程
太陽(yáng)能光伏板結(jié)構(gòu)及原理
太陽(yáng)能電池板與太陽(yáng)能電池有什么區(qū)別
磷摻雜時(shí)間對(duì)晶體硅太陽(yáng)能電池反射率、接觸電阻、方阻的影響





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論