 機械設計大師總結的17個實用要點
機械設計大師總結的17個實用要點
1.兩相互連接的零件通孔和螺紋孔不匹配;
例如:
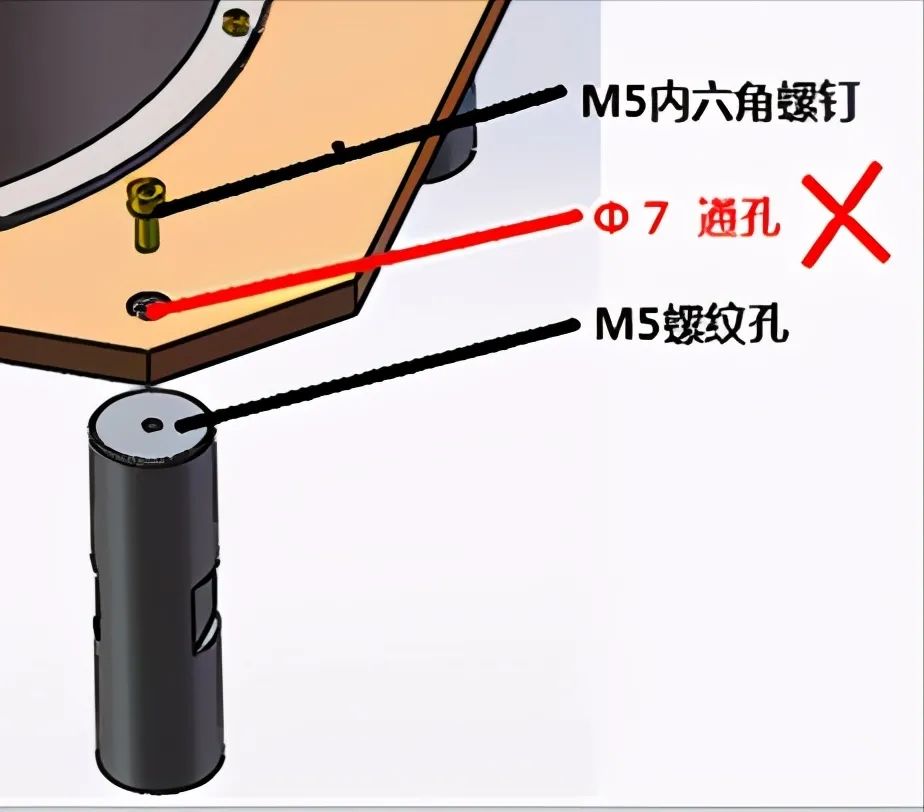
裝配時需要二次加工擴螺紋孔并更換螺釘
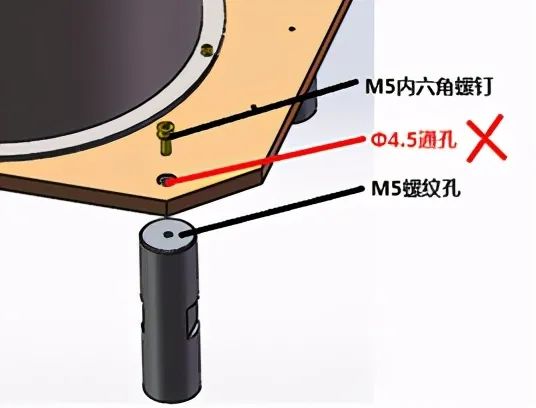
裝配時需要二次加工擴通孔處理

推薦使用螺紋間隙孔來設計
2.忽略外購件的參數;
例如:
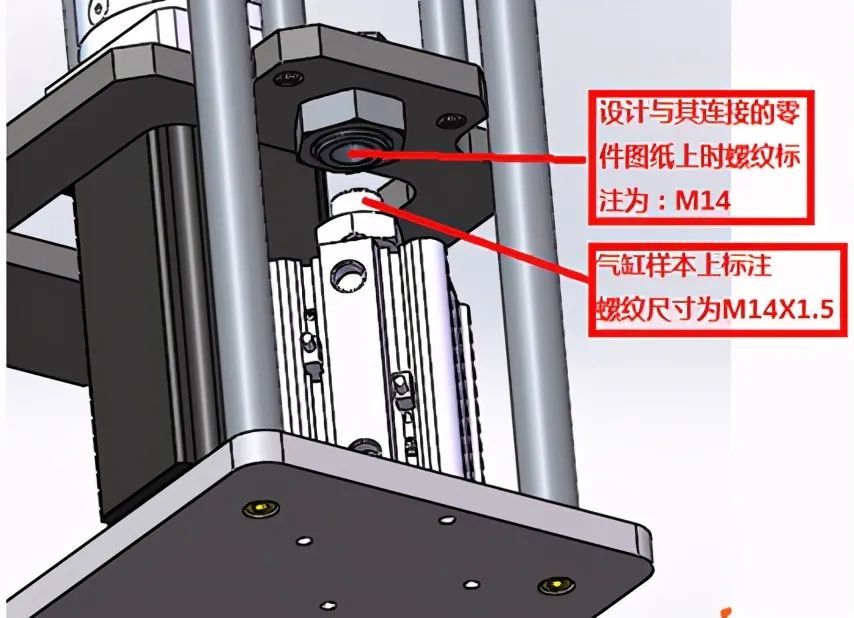
注:M14標注表示為普通粗牙螺紋,其螺距為2,因此裝配時螺紋與外購件不匹配,此案例最終導致設計的連接件報廢。
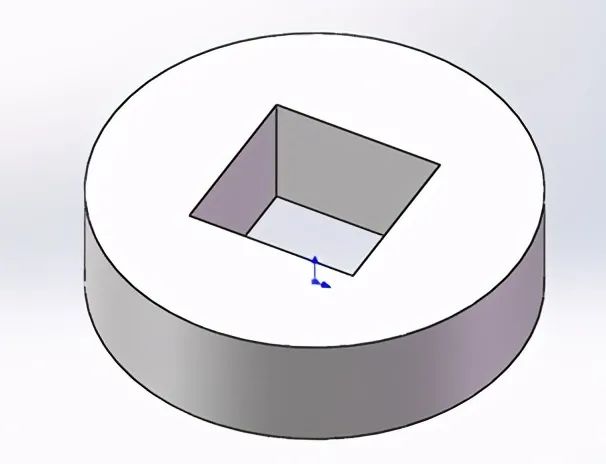
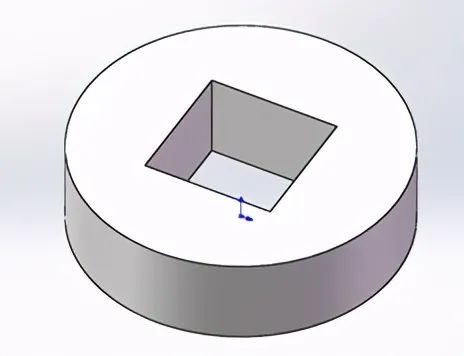
3.設計出的零件沒有工藝圓角及工藝溝槽,普通加工手段無法完成加工。
例如:
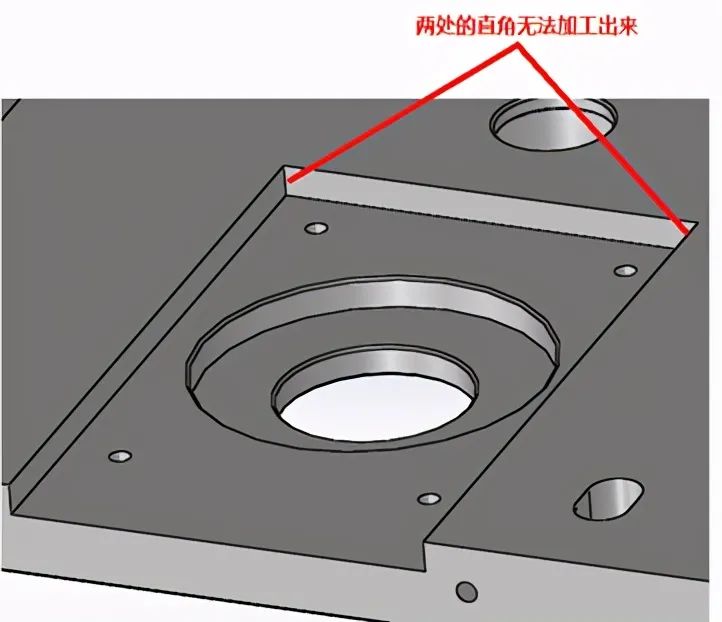
圖1
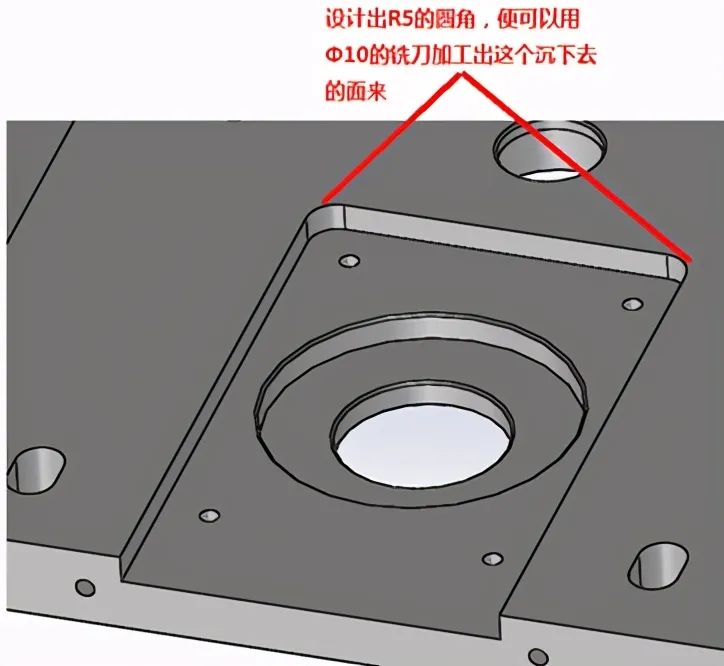
圖2
注:如圖1中的設計沒有考慮工藝圓角,其形狀只能用電火花加工或其余特種加工手段才可加工出來,常規加工手段是做不出來的,如設計成圖2所示形狀留有工藝圓角,便可線銑出沉階面,再用Φ10的銑刀清角即可,這樣便于加工節省成本!
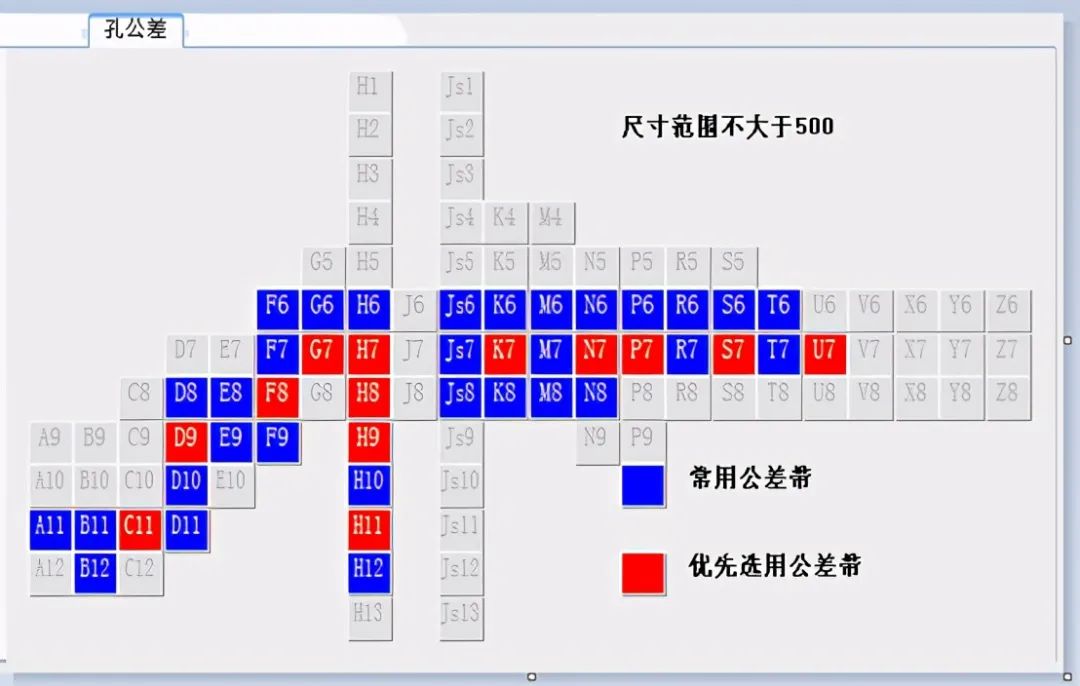
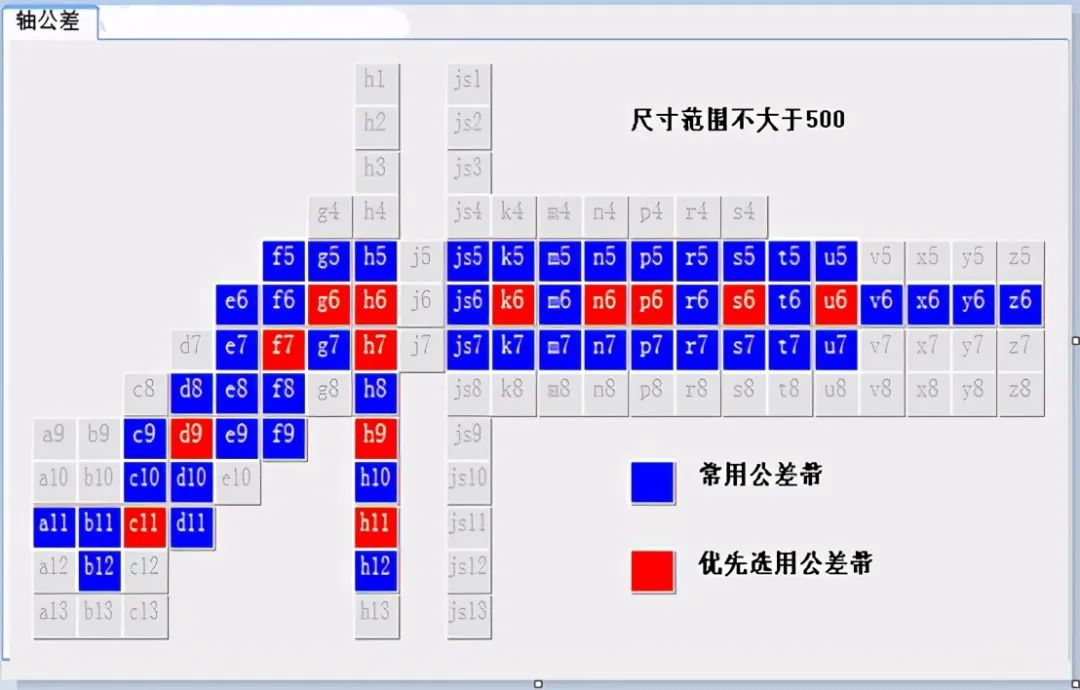
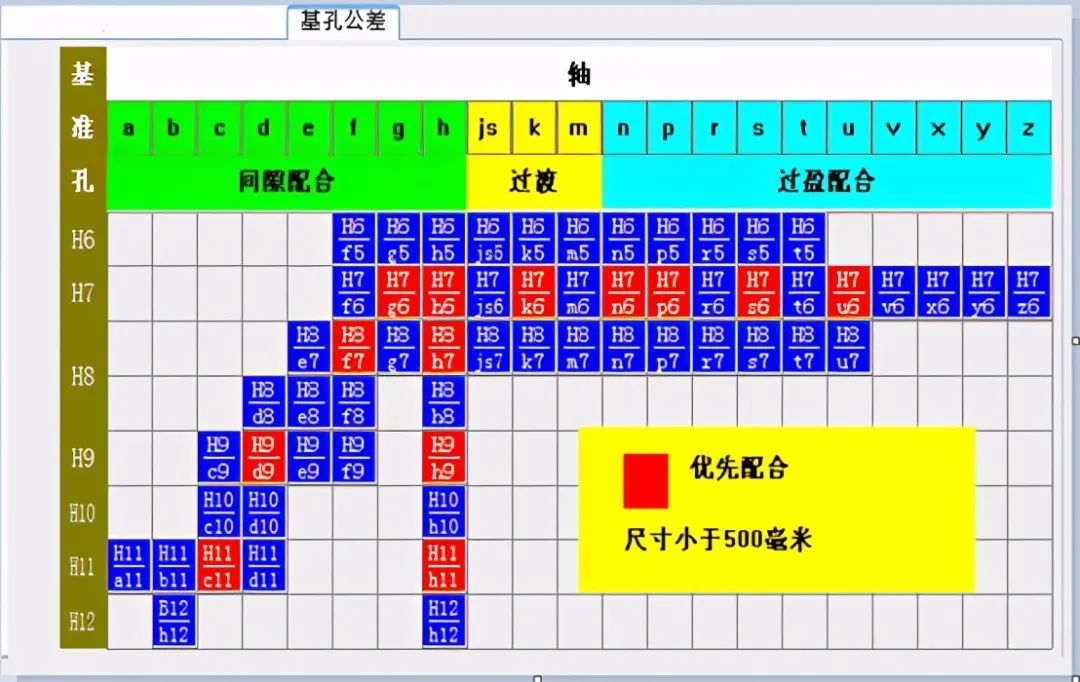
4.孔軸相互配合時沒有考慮給公差導致裝不進去。
例如:
注:凡在設計的零部件中涉及到軸需要放進孔里的情況時,包括軸承與軸承座的安裝、軸與軸承內孔的安裝等。如若孔與軸的直徑尺寸一樣都需要考慮公差配合,除過盈配合和部分過渡配合外(相對較少用到)。原則是軸的直徑上偏差不得大于孔的直徑下偏差,否則就會出現軸裝不進孔里的情況。公差配合的選擇優先根據下圖(機械設計手冊《精度設計》及中望CAD和Solidworks里都有)中的公差配合選擇。
5.設計零件配合及焊接零件配合時未考慮定位止口,導致加工操作不便。
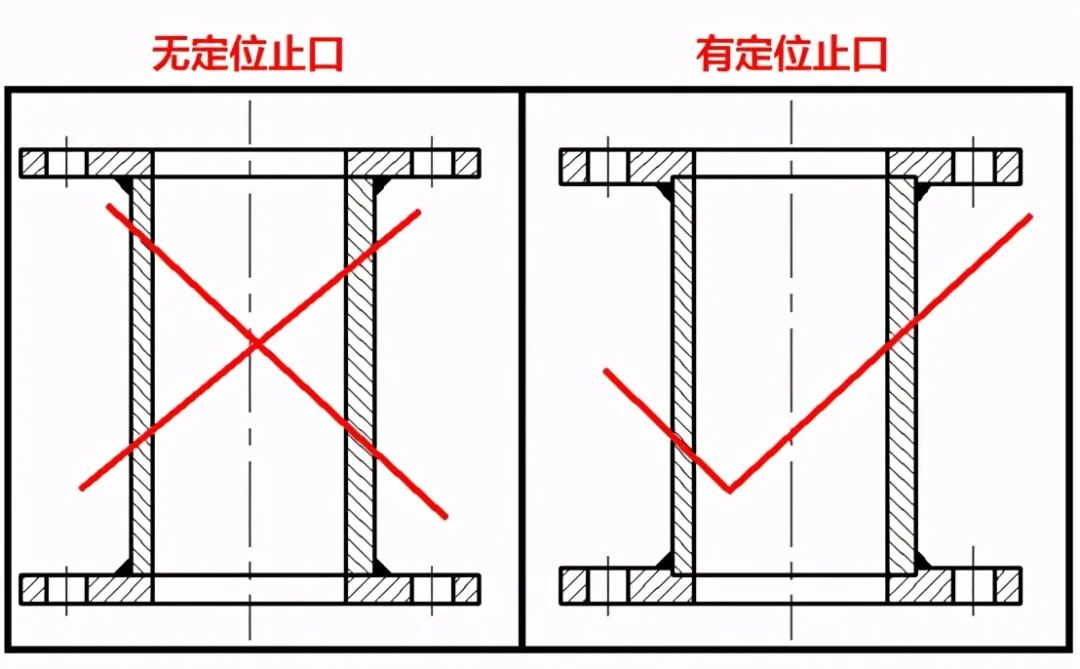
注:如上圖中無定位之口的設計焊接拼裝時很容易將法蘭和鋼管焊偏(不同心),容易出現新的問題。而有定位止口的設計,焊接操作人員拼裝時只需將鋼管放置進止口便可輕松準確定位進行焊接。在零件設計時也需要考慮裝配人員裝配時是否方便,因此常常需要考慮設計定位止口。公眾號《機械工程文萃》,工程師的加油站!
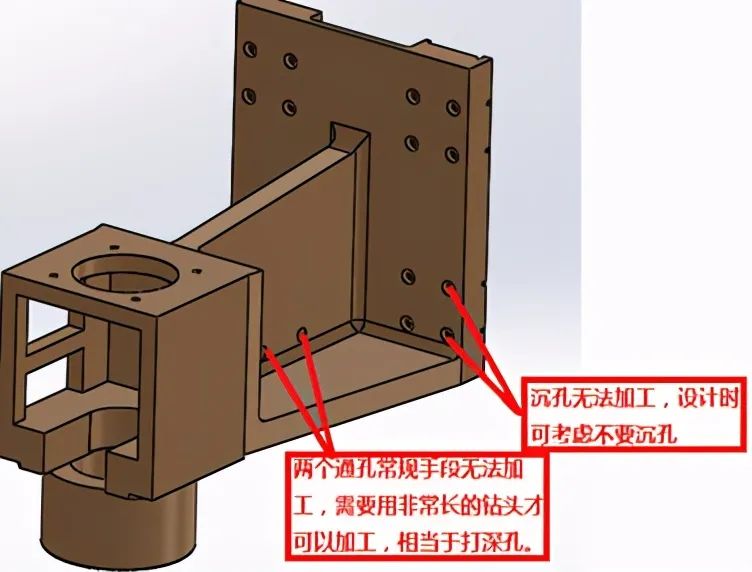
6.設計零件的時候沒有考慮常規手段能否加工。
例如:
7.設計焊接件的時候沒有留加工余量。
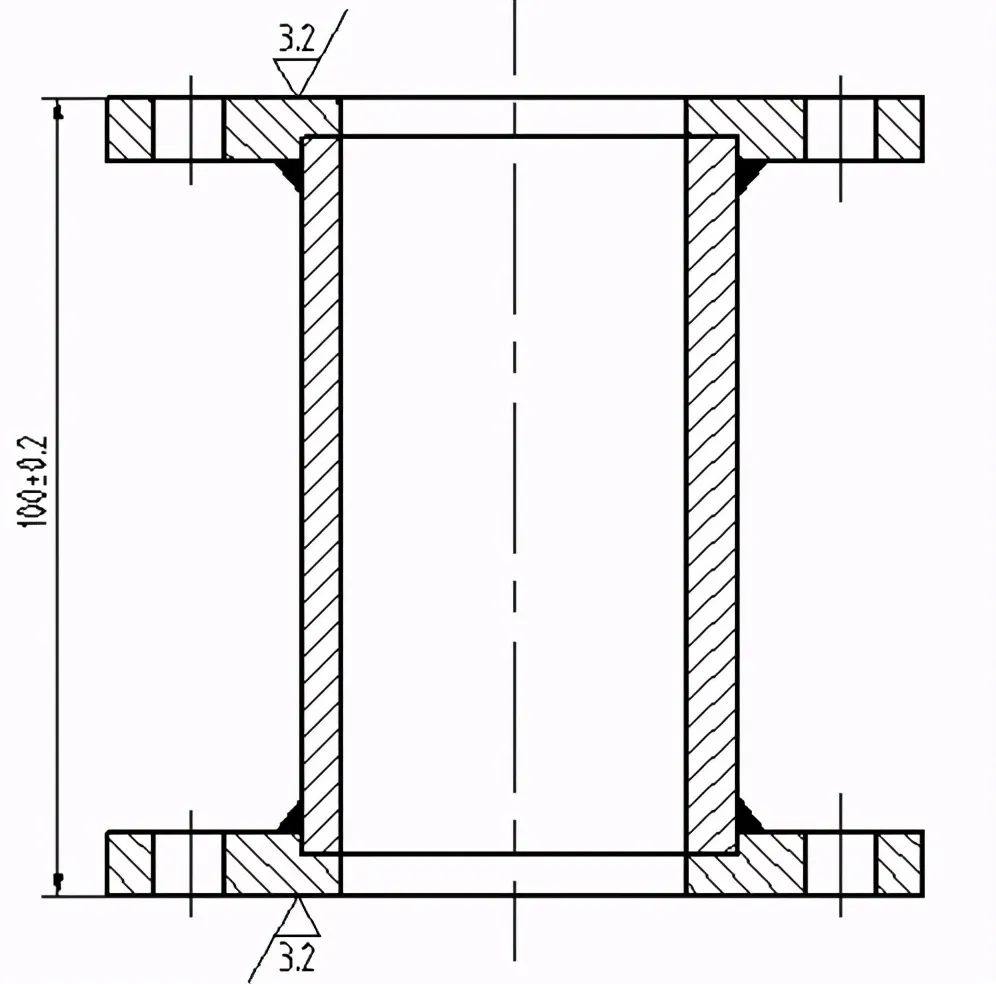
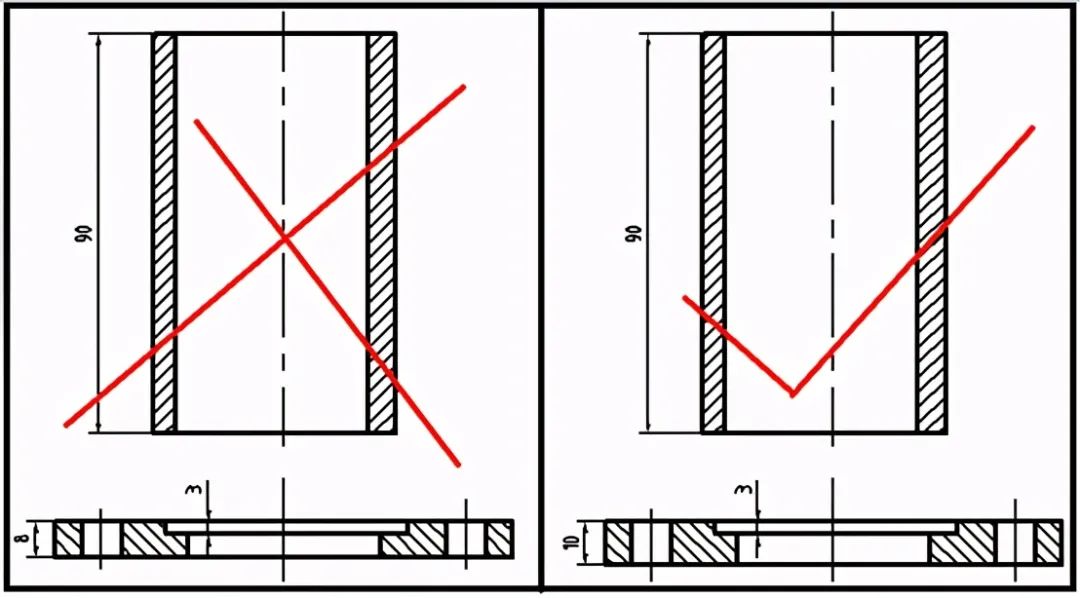
注:如上圖所示需要設計一個焊接件,最終加工完高度要求100mm,下面為其零件圖,按照左圖中設計拼接完焊接前其總高度就到100mm了,然而由于焊接變形和焊接收縮其焊接完成總高度就會小于100mm,當加工上下兩個法蘭面到需要的平面要求時,最終其總長度就會與原設計要求相差很遠。
而右圖則在設計零件圖時考慮了加工余量,其零件拼接完后總高度為104mm,這樣上下兩個法蘭面各有2mm加工余量,足夠其加工到目標尺寸。新人在設計此類焊接件時往往容易忽略放加工余量,最終基本都會導致零件報廢。
8.設計焊接件的時候沒有考慮焊接變形,及焊接拼裝誤差,焊接件安裝孔在零件上打好再焊接,焊接后發現孔的位置不對了,導致無法安裝。
例如:
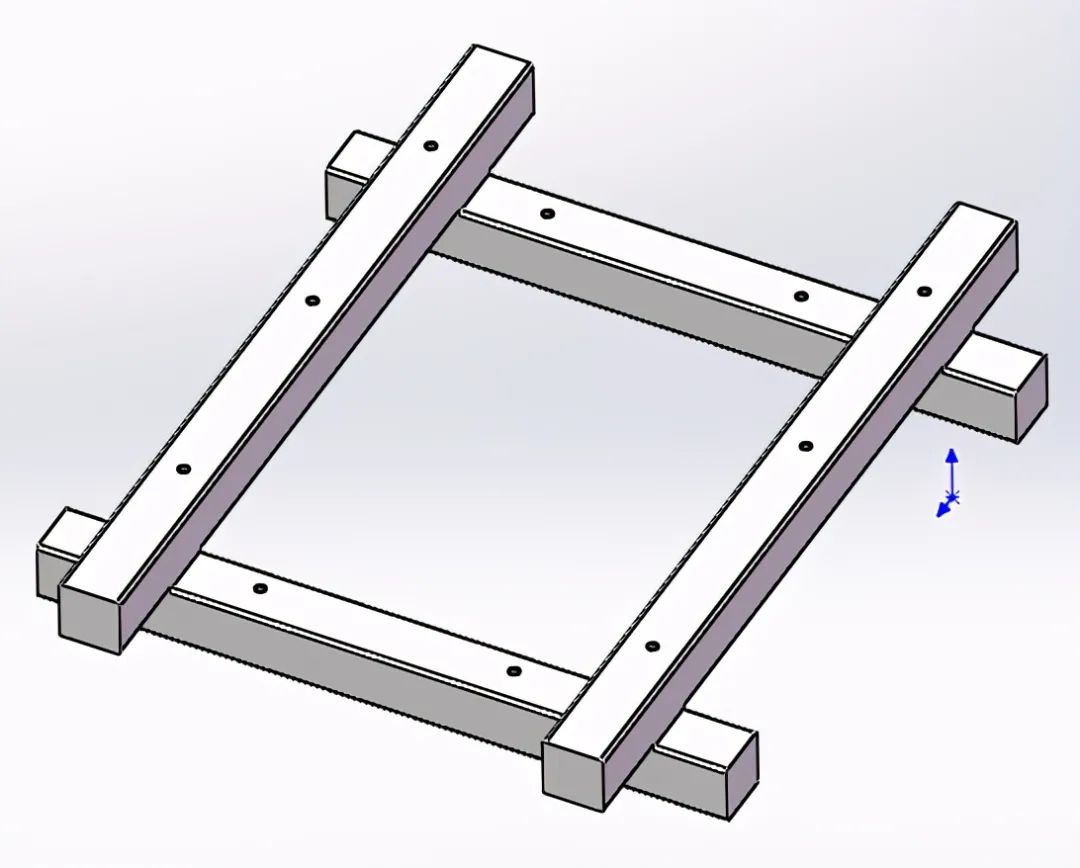
注:如上圖所示焊接件上面的安裝孔,如果其安裝孔在設計焊接零件的時候就加工好了,那么在焊接的時候對幾根型鋼的相對位置定位要求非常高,焊接定位精度達不到的話,兩根鋼條上的安裝孔相對位置容易出現較大誤差,最終導致無法安裝。焊接件的安裝孔原則上應該在焊接完之后加工,這樣即簡化了焊接又能夠保證零件空位位置精度。
9.設計零件時未考慮表面處理,如:Q235,45#,鑄件等易銹材料沒有做表面處理。
注:機械工程材料中有許多常用的易腐蝕氧化的材料,在選擇此類材料加工零件時應該注意,要在技術要求中添加表面處理。如:發黑、鍍鉻、油漆、噴塑、噴砂等
10.零件設計材料選擇不合理。
注:機械工程材料有很多的種類,每種都有其獨特的性能,如焊接性能、防腐性能、導熱性能、自潤滑性能、熱處理性能等等,但新人在選擇材料的過程中通常容易犯一些一些典型錯誤:
1)不銹鋼焊接件其焊接零件選擇304(×)
不銹鋼304L焊接性能好,公司統一正常使用環境下凡是需要焊接的不銹鋼材料均選擇304L,不需要焊接的不銹鋼零件均選擇304
(2)如下圖為一個需要使用線切割或者電火花等特種加工才可以完成的零件,但材料選擇了非金屬(尼龍1010)(×)
非金屬材料絕大多數都是絕緣的,二尼龍1010也是,其絕緣的特性決定了其不可用用線切割或者電火花加工。選用非金屬一般考慮減震、潤滑等特性,因此考慮到其特殊的形狀及加工難度,例如材料可嘗試選擇黃銅H62,其特性相對接近。
(3)如下圖為一個需要使用線切割或者電火花等特種加工才可以完成的零件,但材料選擇了非金屬(尼龍1010)(×)
非金屬材料絕大多數都是絕緣的,二尼龍1010也是,其絕緣的特性決定了其不可用用線切割或者電火花加工。選用非金屬一般考慮減震、潤滑等特性,因此考慮到其特殊的形狀,材料選擇黃銅H62相對接近。公眾號《機械工程文萃》,工程師的加油站!
11.考慮不到形位公差。
注:新手在設計零件時易忽略其安裝要求及安裝精度,因此并未考慮形位公差。新人在不知道如何標注形位公差時應多問問師兄及有經驗的同事,先掌握判斷所設計零件是否需要添加形位公差的能力再逐步掌握查詢手冊法掌握形位公差應該給多少等級的精度。
12.圖紙標注少尺寸,直徑標注少“φ”。
注:新人畫圖易漏標尺寸,還有直徑標注易漏掉“φ”
13.不會寫技術要求。
注:新人畫圖時技術要求通常沒有或者只有一句“銳角去毛刺”而很少能夠主動加上調制處理、表面處理、及加工注意事項等技術要求。技術要求是給識圖者(圖中零件整個生產過程中需要看圖紙的人)看的,需要站在使用圖紙人員的角度,盡量去解釋圖面無法表達切不易理解的部分內容,輔助識圖者更好的理解圖紙,理解設計者的初衷。
14.做油漆不按標準寫色號。
注:新人在設計需要做表面防腐處理(油漆)的過程中,技術要求寫的如
“表面噴白色油漆”、“表面噴黑色油漆”、 “表面噴藍色油漆”等。并不符合要求,在工業標準里每種顏色都有許多種衍生顏色,因此需要增加標準色卡上的顏色代號。如“表面噴白色油漆:RAL9001”這樣噴漆人員就可以根據當初設計的顏色色卡去配色。
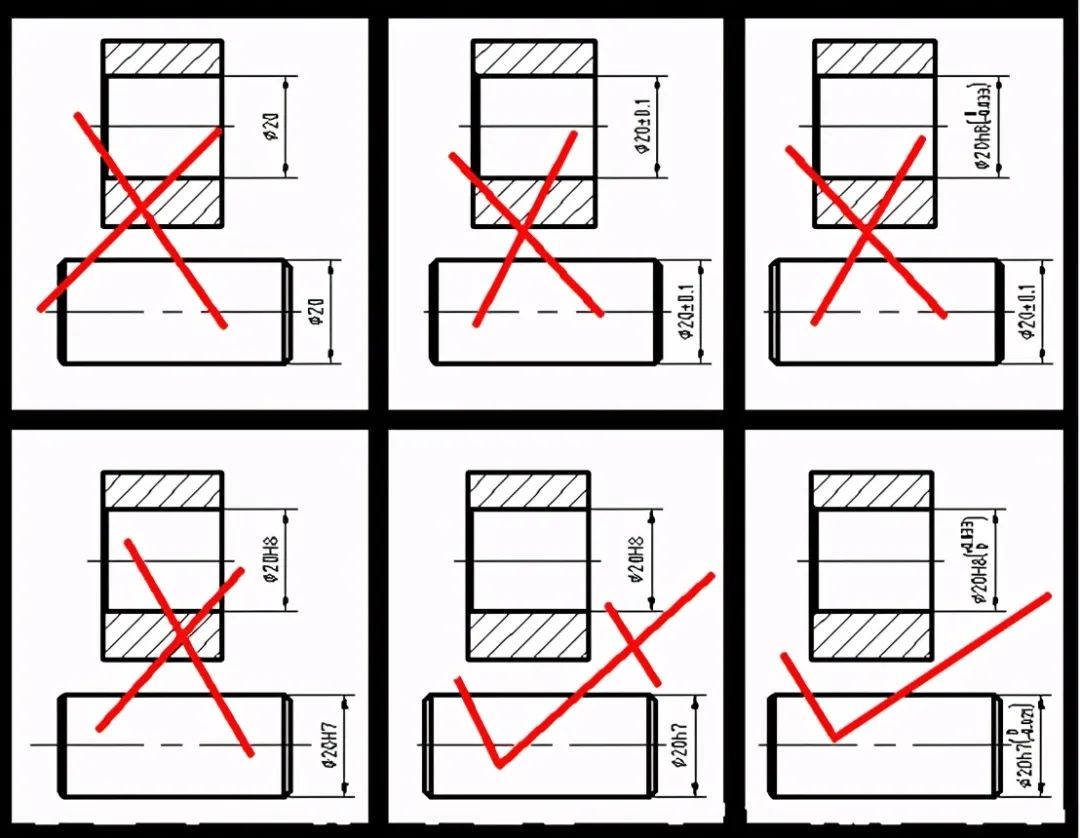
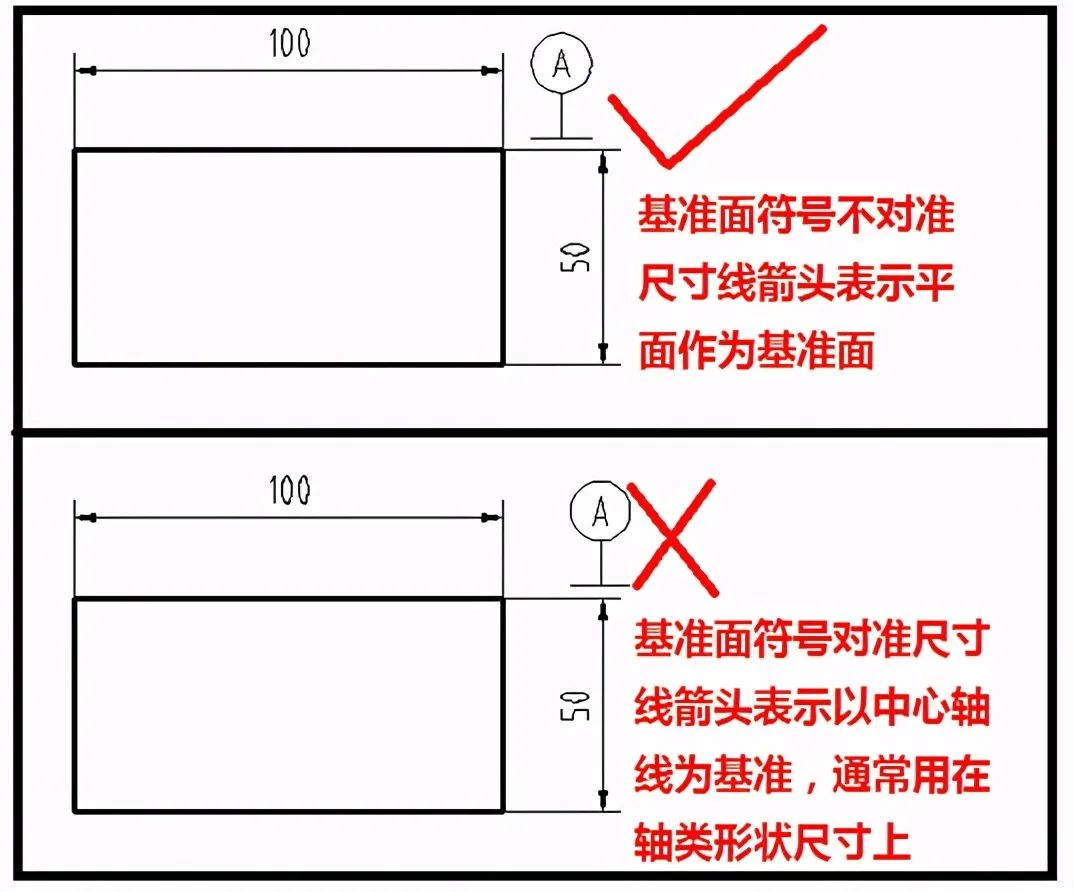
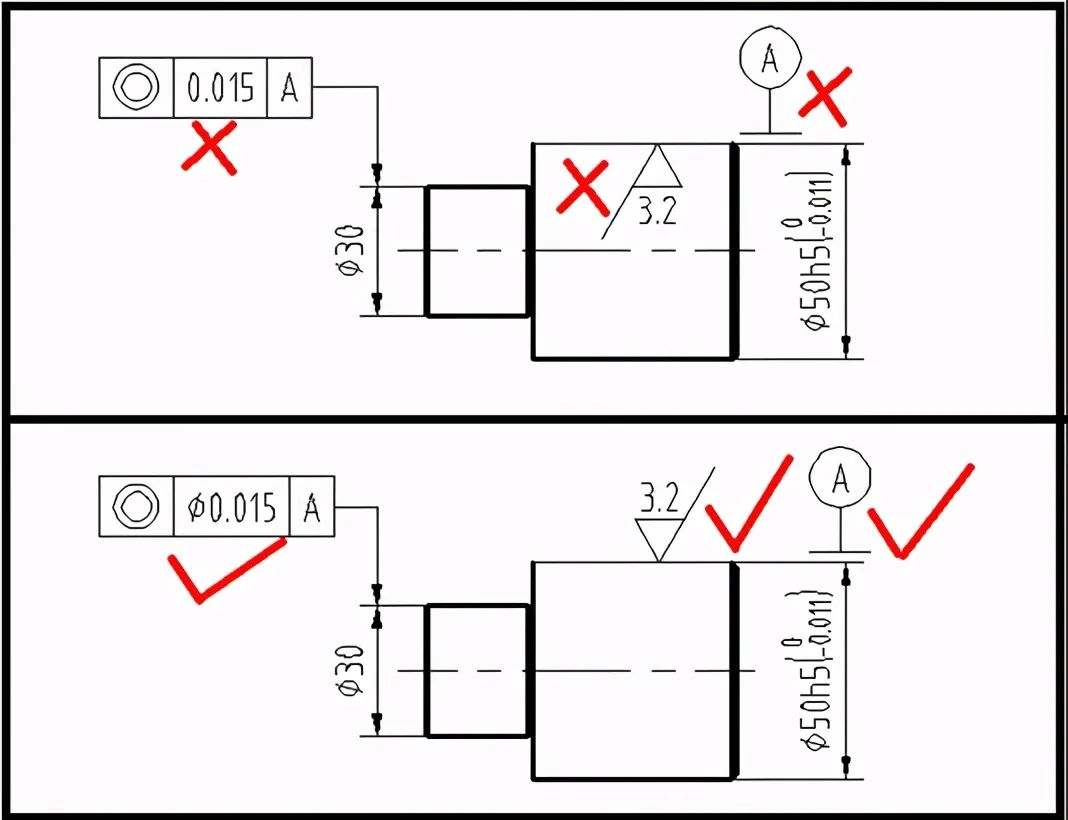
15.標注尺寸不規范,比如:基準面與基準軸標注混淆。
16.標注尺寸基準選擇不對,不以安裝面為基準導致最終裝配出現問題。
例如:假設下圖兩塊板需要靠其視圖上的安裝孔安裝在一起且四邊都要求齊平,下圖中有左右兩組案例:
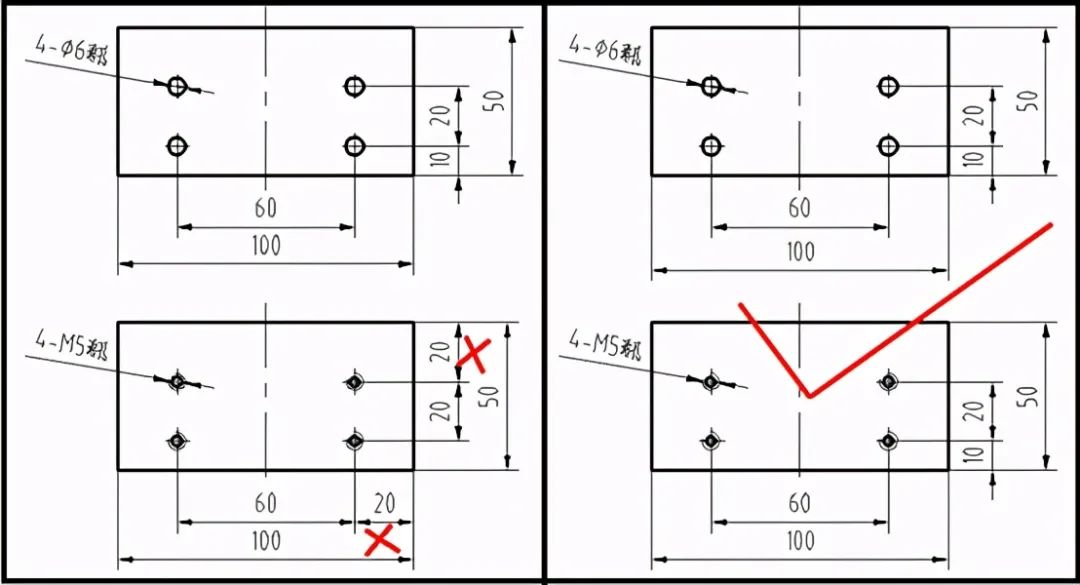
注:如以上圖為例,若兩個零件所標尺寸基準選擇如左圖所示,則可能出現由于外形尺寸的自由公差偏差導致孔位整體偏差。這樣就會最終導致兩個零件無法裝配,標尺寸時應充分考慮所標尺寸的基準選擇,減少累計誤差導致的最終裝配問題。
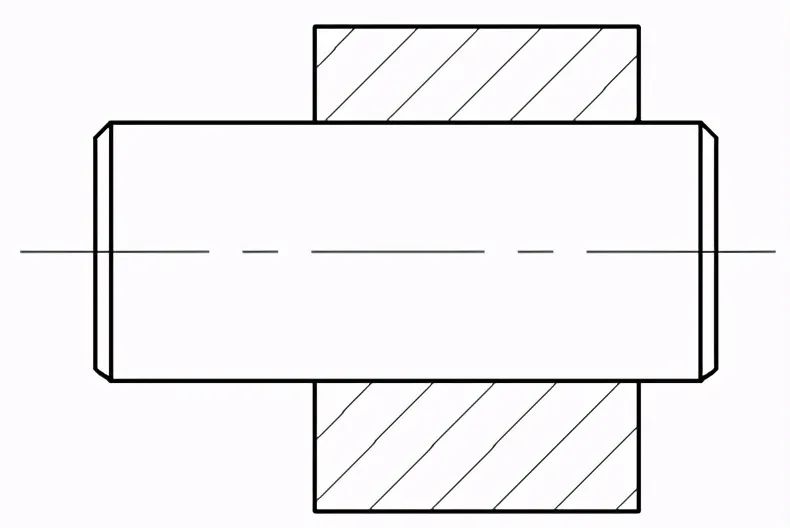
17.設計零件時未考慮工藝溝
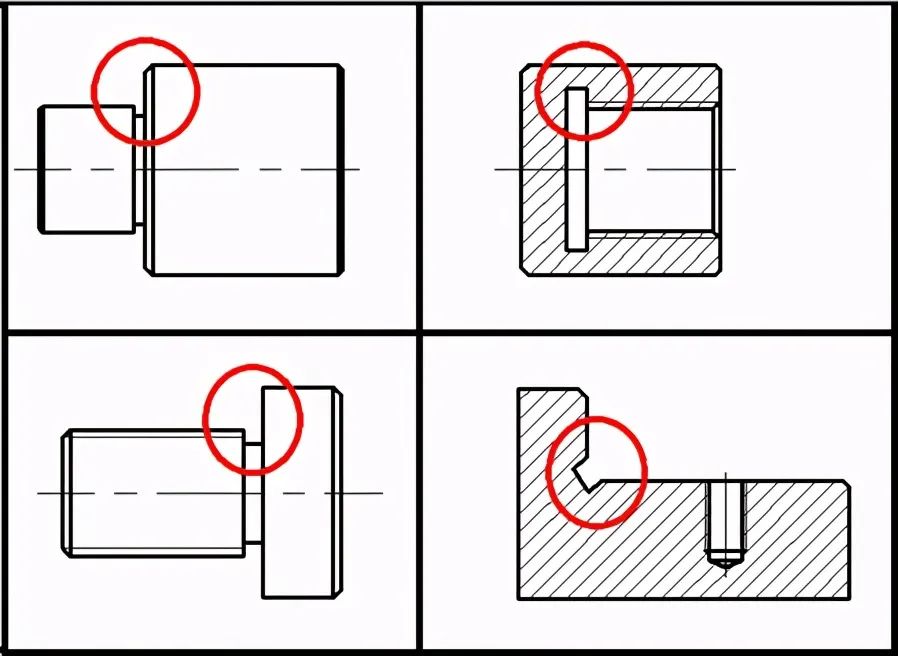
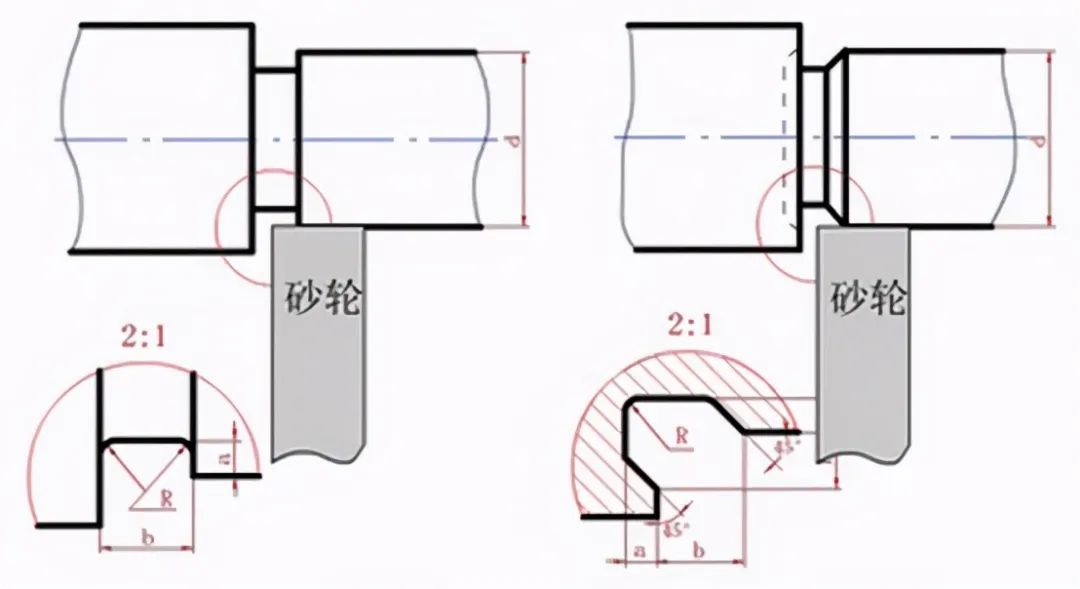
注:新人在設計零件時通常不會畫出退刀槽,由于對退刀槽的認識不夠便容易忽略,其實是很重要的,如內外螺紋如果螺紋根部沒有設計退刀槽,那么與其配合的螺紋連接件無法擰到與螺紋根部的端面接觸,通常容易造成所設計的零件不可用。還有就是在加工高精度安裝面及階梯軸時在軸肩根部需要設計退刀槽,上圖即很好的解釋了退刀槽的作用,可以使加工道具加工到整個圓柱面。
審核編輯:黃飛
-
焊接技術
+關注
關注
2文章
154瀏覽量
17598 -
螺紋
+關注
關注
1文章
71瀏覽量
13228
原文標題:新人設計易錯點17個:機械大師實際工作總結
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
機械設計手冊電子版
機械設計課程設計課件
機械原理與機械設計 -經典PPT課件教程





 工商網監
工商網監
評論