") 何解決鋁合金激光焊接的問(wèn)題
何解決鋁合金激光焊接的問(wèn)題
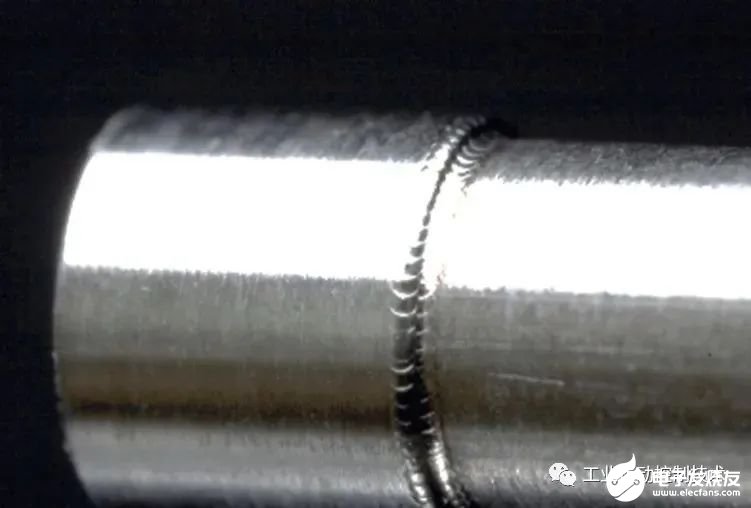
目前隨著汽車管路復(fù)雜度的提高,焊接點(diǎn)越來(lái)越多,不可避免帶來(lái)了很多火焰焊接問(wèn)題,當(dāng)然每一種焊接方式都是有各自的優(yōu)缺點(diǎn)。本文來(lái)分析一下激光焊接空調(diào)管路的可行性。
一 如何解決鋁合金激光焊接的問(wèn)題

如今,激光焊接被廣泛應(yīng)用于機(jī)械加工行業(yè)。此外,激光技術(shù)還具有焊接熱輸入小、焊接受熱面積影響小、不易變形等特點(diǎn),因此在鋁合金焊接領(lǐng)域受到了特別的重視。
另一方面,由于鋁合金的加工特點(diǎn),鋁合金激光焊接存在一些焊接難點(diǎn)。如何解決這些問(wèn)題呢?
問(wèn)題1:鋁合金對(duì)激光的吸收率低。
這個(gè)問(wèn)題主要是由于鋁合金材料的問(wèn)題。由于鋁合金對(duì)激光束的高初始反射率和高導(dǎo)熱性,鋁合金在熔化前對(duì)激光束的吸收率很低。鋁合金對(duì)激光有強(qiáng)烈的反射效應(yīng),這是由于固態(tài)情況下鋁合金內(nèi)部自由電子密度很高,易與光束中的光子作用而將能量反射掉。研究表明,鋁合金對(duì)氣體CO2激光的反射率高達(dá)90%,對(duì)固體激光的反射率也接近80%。同時(shí),鋁合金有很強(qiáng)的熱導(dǎo)率,導(dǎo)致鋁合金對(duì)激光的吸收率很低。因此,必須采取適當(dāng)?shù)拇胧﹣?lái)提高鋁合金對(duì)激光的吸收率。
針對(duì)這一問(wèn)題,解決方案主要包括以下幾個(gè)方面:
1.對(duì)鋁合金材料進(jìn)行表面預(yù)處理。鋁合金具有高激光響應(yīng)。對(duì)鋁合金表面進(jìn)行適當(dāng)?shù)那疤幚恚珀?yáng)極氧化、電解拋光、噴砂、噴砂等。能顯著提高表面對(duì)輻射能的吸收。研究表明,去除氧化膜后鋁合金的結(jié)晶傾向高于原始鋁合金。為不破壞鋁合金表面光潔度,簡(jiǎn)化激光焊接工藝,可采用焊接工藝提高工件表面溫度,提高材料對(duì)激光的吸收率。
2.減小光斑尺寸,提高激光功率密度。通過(guò)提高激光功率密度來(lái)提高鋁合金對(duì)激光的吸收。激光功率密度增大,會(huì)使焊接熔池產(chǎn)生小孔效應(yīng),這樣可以大大提升材料對(duì)激光的吸收率。
3.改變焊接結(jié)構(gòu),使激光束在縫隙中多次反射,方便鋁合金激光焊接。接頭形式會(huì)影響對(duì)激光的吸收。V形坡口和方形坡口比無(wú)坡口接頭更有利于匙孔的形成,使激光功率密度增大,鋁合金對(duì)激光的吸收率也隨之增加。
問(wèn)題2:容易產(chǎn)生氣孔和熱裂紋,鋁合金激光焊接過(guò)程中容易產(chǎn)生氣孔和熱裂紋。
氣孔是在鋁合金激光焊接中出現(xiàn)最多和最主要的一類缺陷。氣孔類型可分為2類。
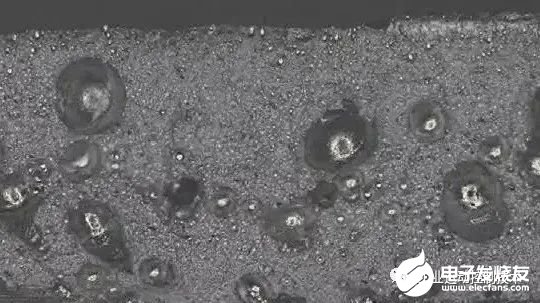
一類是由于鋁合金激光焊接在冷卻過(guò)程中氫的溶解度急劇下降,熔融狀態(tài)鋁合金的含氫量可達(dá)0.69mL/100g,冷卻凝固后的鋁合金含氫量為0.036mL/100g,過(guò)飽和的氫析出而形成氫氣孔。此外,鋁合金表面有一層氧化膜,在焊接時(shí)鋁合金表面的結(jié)晶水、空氣和保護(hù)氣中的水分直接分解為氫。這些氫氣孔在鋁合金激光焊接的快速冷卻過(guò)程中來(lái)不及逸出,而留在焊縫中形成氫氣孔。
另一類是由于激光焊接過(guò)程中產(chǎn)生的匙孔不穩(wěn)定而塌陷,液態(tài)金屬來(lái)不及填充而形成的孔洞。氣孔過(guò)多將降低焊縫的致密性,減小接頭的承載能力,而且會(huì)使接頭的強(qiáng)度和塑性有不同程度的降低。
減少鋁合金激光焊接中氣孔缺陷的措施有很多,如改變激光光束的行走軌跡、采用光束振蕩來(lái)對(duì)熔池進(jìn)行攪拌、增加氣孔逸出表面的可能性、采用填絲或填加合金粉末,以及采用雙光斑技術(shù)和激光復(fù)合焊接等措施都能達(dá)到減少氣孔的效果,但是都難以從根本上予以消除。鋁的導(dǎo)熱性比較好,可根據(jù)鋁合金的材質(zhì)、厚度和表面狀態(tài)等在焊接過(guò)程中調(diào)節(jié)激光功率波形。如圖前置的尖端波型進(jìn)行焊接,也可以采用前預(yù)熱后保溫的波型進(jìn)行焊接,均對(duì)減少炸點(diǎn)和氣孔起到一定的作用。可以減少氣孔的不穩(wěn)定塌陷,改變激光束的照射角度,并在焊接中施加磁場(chǎng),還可以有效地控制焊接過(guò)程中產(chǎn)生的氣孔。
鋁合金激光焊接中產(chǎn)生熱裂紋的原因主要與其自身的特性和焊接工藝有關(guān)。鋁合金凝固時(shí)收縮率大(可達(dá)5%),焊接應(yīng)力和變形大,并且焊縫金屬在結(jié)晶時(shí)沿晶界會(huì)產(chǎn)生低熔點(diǎn)共晶組織,使晶界結(jié)合力減弱,在拉應(yīng)力的作用下形成熱裂紋。
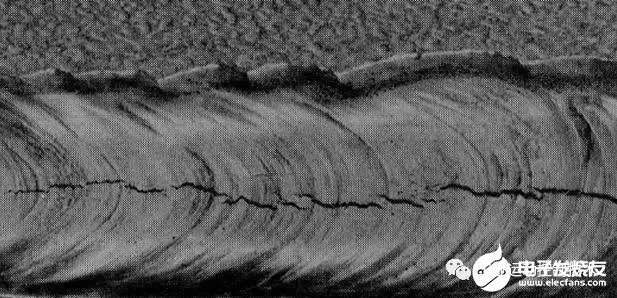
采用填絲或者填加合金粉末的方法可以減少熱裂紋傾向,通過(guò)調(diào)整焊接工藝參數(shù)來(lái)控制加熱和冷卻的速度也可以減少熱裂紋傾向。當(dāng)使用YAG激光器時(shí),可以通過(guò)調(diào)整脈沖波形來(lái)控制熱輸入,以減少晶體裂紋。
問(wèn)題3:焊接鏈接力學(xué)性能下降-軟化
焊接過(guò)程中合金元素的燃燒損失降低了鋁合金焊接連接的力學(xué)性能。
“軟化”是焊接接頭強(qiáng)度和硬度降低的現(xiàn)象。采用激光焊接鋁合金接頭時(shí),焊接接頭的焊縫組織和熱影響區(qū)同樣存在軟化問(wèn)題。大量研究表明,鋁合金焊接的軟化現(xiàn)象很難從根本上消除,但是同氣體保護(hù)焊接相比,激光焊接由于降低了熱輸入,使焊縫軟化區(qū)更窄。鋁合金激光焊接與熔化極氣體保護(hù)焊相比,激光焊接接頭的“軟化”程度較低,且抗拉強(qiáng)度隨焊接速度增大而增大。等離子體對(duì)焊接過(guò)程的影響鋁元素的電離能低,激光焊接時(shí)更容易形成金屬等離子體,等離子體引起激光的折射、偏轉(zhuǎn),從而改變激光束的焦點(diǎn)位置,使焊縫熔深比減少,影響焊接接頭質(zhì)量。采用在工件表面預(yù)置粉末法來(lái)減弱等離子體在高度方向上的膨脹跳動(dòng),使等離子體在工件表面能維持跳動(dòng)幅度的相對(duì)穩(wěn)定。
鋁合金焊接過(guò)程中不穩(wěn)定氣孔導(dǎo)致焊接接頭的力學(xué)性能下降。鋁合金主要包括Zn、Mg和Al。在焊接過(guò)程中,鋁的沸點(diǎn)高于其他兩種元素。因此,在焊接鋁合金元件時(shí)可加入一些低沸點(diǎn)的合金元素,有利于小孔的形成和焊接的牢固性。
二 鋁合金激光焊接技術(shù)
1鋁合金激光自熔焊接
激光自熔焊接是指以高能量密度激光束為熱源,沖擊到母材表面,使母材自身熔化,形成焊接接頭的焊接方式。對(duì)于鋁合金激光焊接來(lái)說(shuō),鋁合金表面對(duì)激光的反射率高,焊接時(shí)需要較大的激光功率;激光光斑直徑小,對(duì)焊接工裝的精度要求高,對(duì)零件間隙容忍值低,通常要求零件間隙值在0.2mm 以下;焊接過(guò)程中加熱和冷卻速度快,焊接氣孔缺陷多,激光能量密度集中,匙孔效應(yīng)易導(dǎo)致焊縫下凹和咬邊的現(xiàn)象,因此,對(duì)焊接工藝參數(shù)有較高的要求。激光自熔焊接在鋁合金焊接中體現(xiàn)出了焊接質(zhì)量好、焊接速度快及易于自動(dòng)化等優(yōu)勢(shì),在汽車行業(yè)中應(yīng)用廣泛。在電動(dòng)汽車行業(yè)中,動(dòng)力電池殼體的密封主要采用的是鋁合金激光自熔焊接。國(guó)內(nèi)某新能源汽車企業(yè)的鋁車身中,門總成及側(cè)圍結(jié)構(gòu)件的焊接也采用的是鋁合金激光自熔焊接。
2 鋁合金激光填絲焊接
激光填絲焊接中激光仍然作為主要熱源來(lái)熔化被焊金屬,但利用自動(dòng)送絲裝置向熔池內(nèi)不斷送入填充金屬來(lái)實(shí)現(xiàn)冶金連接的過(guò)程。與激光自熔焊接相比,激光填絲焊接放寬了對(duì)焊接工藝間隙精度的要求,通過(guò)填充不同成分的焊絲,改善焊縫的冶金性能,防止產(chǎn)生焊接熱裂紋和氣孔,提高了焊接過(guò)程的穩(wěn)定性和接頭力學(xué)性能。
鋁合金激光填絲焊接具有外觀質(zhì)量好、工藝間隙精度較激光自熔焊接寬松等特點(diǎn),通常應(yīng)用在車身外觀面,如頂蓋與側(cè)圍之間、行李箱蓋外板上下板之間。也有一些車型為了得到更高的焊接質(zhì)量而采用激光填絲焊接來(lái)焊接鋁合金車門。
3 鋁合金激光—電弧復(fù)合焊
激光—電弧復(fù)合焊接是將激光和電弧2種物理性質(zhì)、能量傳輸機(jī)制截然不同的熱源復(fù)合在一起,并共同作用于被焊工件,既充分發(fā)揮了2種熱源各自的優(yōu)點(diǎn),又相互彌補(bǔ)了各自的不足。在鋁合金激光—電弧復(fù)合焊接中,電弧可以引導(dǎo)激光熱源,提高鋁合金對(duì)激光的吸收能力以及焊接過(guò)程中的能量利用率,并且焊縫表面成形性比激光自熔焊接好。此外,電弧的引入能大大降低對(duì)焊接工件的裝卡精度,同時(shí)電弧對(duì)激光焊的等離子有稀釋作用,可以降低等離子體對(duì)激光的屏蔽作用。激光對(duì)電弧的穩(wěn)定起到重要作用,使電弧在高速焊接時(shí)能穩(wěn)定地作用在接頭上,可以改善接頭焊接質(zhì)量,提高焊接速度。
結(jié)論
鋁合金激光焊接光束能量密度可達(dá)109W/cm2,同時(shí)具有加熱集中、熱損傷小、焊縫深寬比大、焊接變形小等優(yōu)勢(shì),焊接過(guò)程易于集成化、自動(dòng)化、柔性化,可實(shí)現(xiàn)高速高精度焊接,并且焊接過(guò)程無(wú)需真空環(huán)境,不產(chǎn)生X-ray,特別適合復(fù)雜結(jié)構(gòu)的高精度焊接。鋁合金激光焊接最吸引人的特點(diǎn)是它的高效率,而要充分發(fā)揮這種高效率,就要把它應(yīng)用到大厚度的深熔接中去。因此,研究和應(yīng)用大功率激光進(jìn)行大厚度深熔焊接將是未來(lái)發(fā)展的必然趨勢(shì)。大厚度深熔焊接突出了針孔現(xiàn)象及其對(duì)焊縫孔隙率的影響,因此針孔的形成機(jī)理和控制變得越來(lái)越多,將成為業(yè)界普遍關(guān)注和研究的熱點(diǎn)問(wèn)題。
提高激光焊接工藝的穩(wěn)定性、焊縫成形和焊接質(zhì)量是人們追求的目標(biāo)。因此,激光電弧復(fù)合工藝、填充焊絲激光焊接、無(wú)預(yù)設(shè)粉末激光焊接、雙焦點(diǎn)技術(shù)、光束整形等新技術(shù)將得到進(jìn)一步的完善和發(fā)展。
注:文章版權(quán)歸原作者所有,本文僅供交流學(xué)習(xí)之用,如涉及版權(quán)等問(wèn)題,請(qǐng)您告知,我們將及時(shí)處理。
CRT專業(yè)提供工業(yè)自動(dòng)化運(yùn)動(dòng)控制技術(shù)及解決方案!
---(激光)焊接、拋光、切割、直坐標(biāo)機(jī)器人(桁架機(jī)械手)、等特種數(shù)控設(shè)備運(yùn)動(dòng)控制系統(tǒng),(步進(jìn)電機(jī)、伺服電機(jī)、驅(qū)動(dòng)器、電源)。
審核編輯 黃宇
-
電弧
+關(guān)注
關(guān)注
7文章
270瀏覽量
32854 -
激光焊接
+關(guān)注
關(guān)注
3文章
486瀏覽量
21029 -
汽車
+關(guān)注
關(guān)注
13文章
3493瀏覽量
37252
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
激光焊接工藝有哪些?
激光焊接技術(shù)在焊接醫(yī)療鎳鋁焊接的工藝應(yīng)用

激光焊接技術(shù)在焊接鎳鉻合金的工藝優(yōu)點(diǎn)

激光焊接機(jī)在焊接鈷鉻合金的技術(shù)特點(diǎn)

激光焊接技術(shù)在焊接軟磁合金的工藝特征

激光焊接技術(shù)在焊接鎳鉻合金的工藝優(yōu)勢(shì)有哪些
激光焊接技術(shù)在焊接鎳鈦合金的工藝應(yīng)用

激光焊接技術(shù)在焊接鋁合金時(shí)需要注意什么

激光焊接機(jī)在焊接銅及銅合金技術(shù)的優(yōu)點(diǎn)

藍(lán)光激光焊接技術(shù)在焊接銅合金的工藝優(yōu)點(diǎn)

激光焊接技術(shù)焊接2mm鎳合金的應(yīng)用工藝

激光焊接機(jī)在焊接0.9mm鎳鈷合金的技術(shù)工藝


鐳拓脈沖激光焊接機(jī)為鋁合金焊接帶來(lái)了革命性的解決方案。#脈沖激光焊接機(jī)#激光焊接機(jī)#鋁合金激光焊接機(jī)#
激光焊接機(jī)在焊接0.1mm鎳鉻合金的技術(shù)

激光焊接技術(shù)焊接可伐合金需要注意哪些






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論