") SnAgCu焊料中Cu含量對(duì)起翹的影響
SnAgCu焊料中Cu含量對(duì)起翹的影響
起翹是指在制造或焊接過(guò)程中,通常是在電子元件制造和組裝中,材料或組件出現(xiàn)彎曲或翹曲的現(xiàn)象。這種彎曲通常發(fā)生在板狀或薄膜狀材料上,如印刷電路板(PCB)、芯片、電子封裝、塑料零件等。起翹可能會(huì)導(dǎo)致組件不符合規(guī)格,極端情況下會(huì)損壞組件或?qū)е码娮釉O(shè)備的性能問(wèn)題。起翹通常是由于不均勻的溫度分布、應(yīng)力分布或材料性質(zhì)差異等因素引起的。例如,在焊接過(guò)程中,不同材料的熱膨脹系數(shù)不同,可能會(huì)導(dǎo)致組件在冷卻后產(chǎn)生變形。同樣,不均勻的冷卻過(guò)程也可能導(dǎo)致材料或組件彎曲。
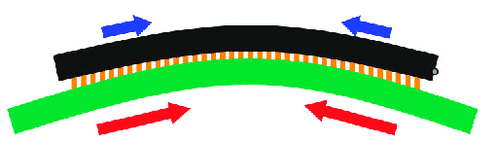
圖1.熱膨脹系數(shù)不匹配引起的翹曲
固、液共存區(qū)對(duì)起翹的影響
固、液共存區(qū)是指在焊料凝固過(guò)程中,焊料中同時(shí)存在固態(tài)和液態(tài)相的區(qū)域。這個(gè)區(qū)域的寬度受焊料成分和溫度的影響。一般來(lái)說(shuō),固、液共存區(qū)越寬,起翹的可能性越大,因?yàn)檫@意味著焊料凝固的時(shí)間更長(zhǎng),從而產(chǎn)生更大的熱應(yīng)力和內(nèi)部應(yīng)力。
固、液共存區(qū)寬度的影響對(duì)起翹的發(fā)生是不可忽視的。特別是當(dāng)采用SnAgCu或SnCu焊料合金進(jìn)行波峰焊接時(shí),焊料槽中的Cu含量將發(fā)生變化。即PCB上的布線和焊盤上的Cu將溶入焊料槽中,使用時(shí)間一長(zhǎng),焊料槽中焊料Cu的濃度不斷增大,固、液共存區(qū)的寬度將隨之發(fā)生變化。
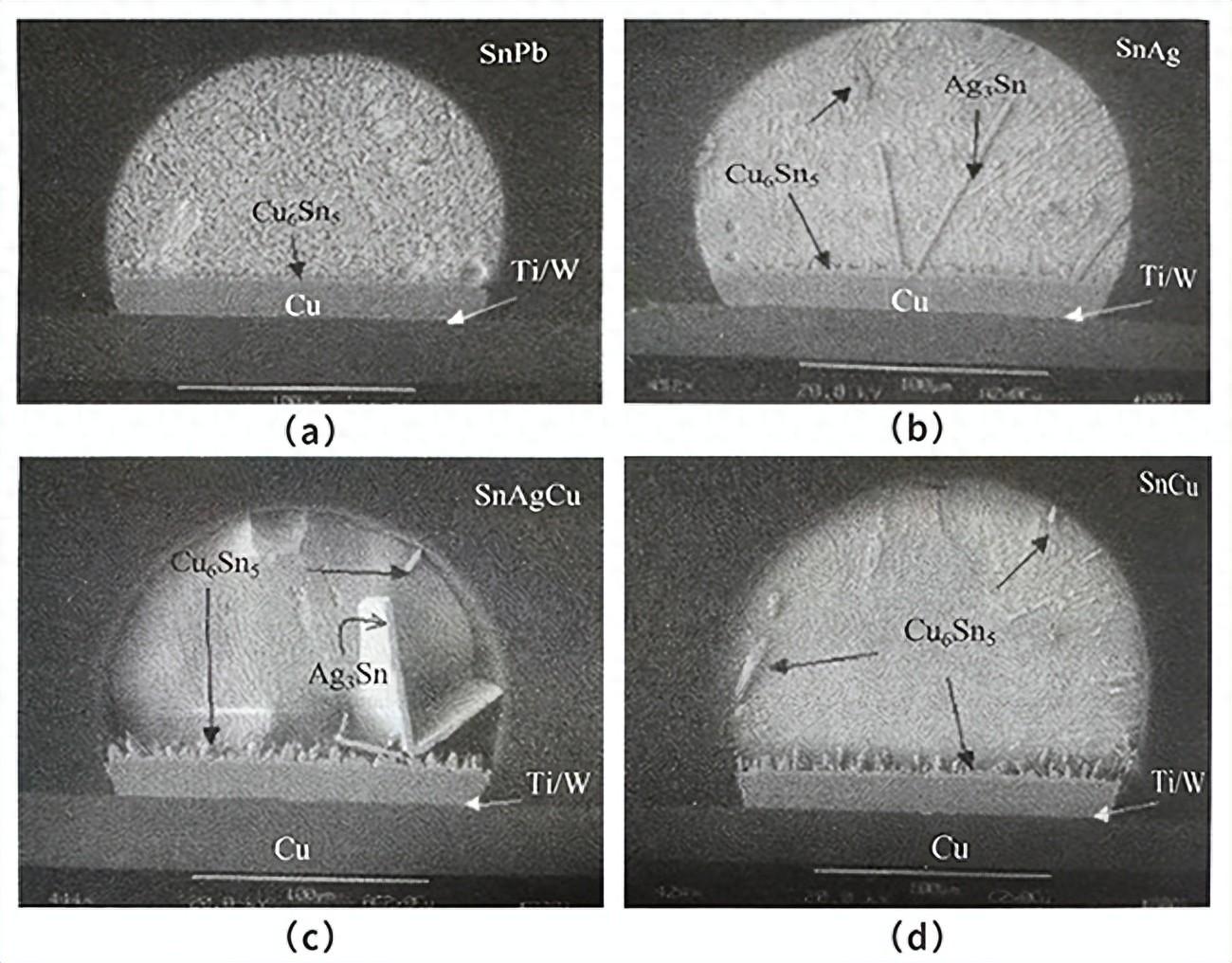
SnAgCu合金中的Cu含量發(fā)生變化時(shí)對(duì)起翹的影響
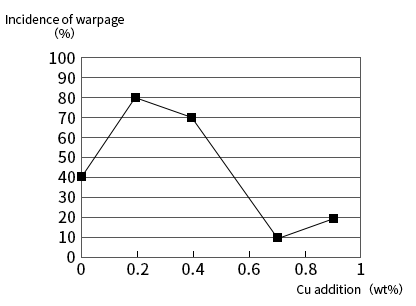
圖2.使用SnAg3.5CuX合金時(shí)Cu含量的變化對(duì)起翹發(fā)生率的影響
圖中用SnAg共晶成分,焊接引腳鍍SnPb的元器件時(shí)起翹發(fā)生的程度,當(dāng)Cu含量增加到0.2wt%時(shí),起翹的發(fā)生率達(dá)到最大。然后隨著Cu含量的增加,起翹發(fā)生率徐徐減少,當(dāng)Cu含量增加到0.75wt%時(shí)起翹的發(fā)生率達(dá)到最小,然后便又緩慢地增加。顯然共晶組分能使起翹發(fā)生率最小。因此,有效管理焊料槽中的焊料成分,包括從引腳鍍層中混入的Pb和從基板上溶入的Cu,對(duì)于確保焊接過(guò)程的成功至關(guān)重要。
為了減少或避免起翹的發(fā)生,需要控制焊料槽中的Cu含量在合適的范圍內(nèi),一般在0.5%~1.0%之間。除此之外,還可以采用以下一些方法:
優(yōu)化焊接溫度和時(shí)間,使印制板或元器件受熱均勻且充分。
優(yōu)化焊接參數(shù),使印制板或元器件受力平衡且適當(dāng)。
優(yōu)化印制板或元器件的設(shè)計(jì)、加工、清潔、儲(chǔ)存等環(huán)節(jié),提高印制板或元器件的品質(zhì)和穩(wěn)定性。
使用合適的澆口位置和形式,避免局部過(guò)熱或過(guò)冷。
使用輔助夾具或支撐物固定印制板或元器件,防止變形。
福英達(dá)錫膏
深圳市福英達(dá)生產(chǎn)的錫膏產(chǎn)品覆蓋多種合金,粒徑T2~T10,能夠滿足不同場(chǎng)景的封裝需求,歡迎來(lái)電咨詢。
審核編輯 黃宇
-
pcb
+關(guān)注
關(guān)注
4319文章
23111瀏覽量
398329 -
錫膏
+關(guān)注
關(guān)注
1文章
831瀏覽量
16764 -
焊料
+關(guān)注
關(guān)注
0文章
30瀏覽量
8212
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
錫鉛焊料中的金屬元素分析
深入剖析:封裝工藝對(duì)硅片翹曲的復(fù)雜影響

Cu-Cu Hybrid Bonding技術(shù)在先進(jìn)3D集成中的應(yīng)用
PCB板彎板翹的原因及改善措施
真空焊接爐的焊料選擇之銦銀共晶焊料
無(wú)鉛共晶焊料在厚Cu凸點(diǎn)下金屬化層上的潤(rùn)濕反應(yīng)
如何控制先進(jìn)封裝中的翹曲現(xiàn)象
真空焊接爐的焊料選擇之鉛錫共晶焊料
炭黑含量檢測(cè)儀在塑料行業(yè)中應(yīng)用

炭黑含量測(cè)試儀概述

上海和晟 HS-TH-3500 炭黑含量測(cè)試儀校準(zhǔn)證書

基于低溫焊料的真空燒結(jié)工藝研究

炭黑含量測(cè)試儀:測(cè)定材料中炭黑含量的關(guān)鍵儀器
四種儀器分析法測(cè)定預(yù)混飼料中鎘元素的含量





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論