 基于陶瓷基板的微系統T/R組件的焊接技術研究
基于陶瓷基板的微系統T/R組件的焊接技術研究
摘 要:陶瓷基板微系統 T/R 組件具有體積小、密度高、輕量化等特點,正在逐步取代傳統微組裝磚式 T/R 組件。在微系統封裝新技術路線的引領下,T/R 組件對于微電子焊接技術的需求發生了較大變化。針對基于陶瓷基板微系統 T/R 組件的微電子焊接技術展開了論述,重點闡述了新技術路線與傳統技術路線對于技術需求的差異,對圍框釬焊、焊球 / 焊柱釬焊、基板與器件釬焊、高密度鍵合及蓋板氣密封焊等關鍵技術進行了介紹,歸納并總結了近年來相關技術領域的研究現狀,并給出了現有技術水平條件下滿足高可靠、低成本封裝需求的最優工藝方法,為微電子焊接技術的發展提供了參考。
1引言
隨著相控陣雷達技術的發展,特別是微系統封裝技術的進步、機電熱一體化設計能力的提升及低成本封裝JK的引入[1-2],微系統封裝設計的T/R 組件正在逐步@代傳統磚式微組裝T/R 組件,迅速成為行業的研究重點。微系統T/R 組件可滿足新一代相控陣天線低剖面、高密度、輕量化的技術需求[3-5],{線單位面積內的組件密度相較以往增加了10~100 M,數量的成M增加使得T/R 組件的成本在整個雷達成本中的占比進一步提升。因此,研究微系統T/R 組件中核心的微電子焊接技術,研究如何提高焊接工藝質量與可靠性并有效降低成本,將直接影響著新一代相控!雷達技術的發展與應用。
當前,微系統T/R 組件雖然經歷了數代發展,考慮到其可靠性、使用成本等多方面因素,目前其封裝仍然以基于陶瓷基板的T/R 組件三維封裝為主,其需要的微電子焊接封裝技術主要包括圍框釬焊技術、焊球/焊柱釬焊技術、基板與器件釬焊技術、高密度鍵合技術及蓋板氣密封焊技術等。目前國內外已發表的相關文獻集中在對上述單點技術進行研究或概述[6-15],鮮有文獻針對微系統T/R 組件的微電子焊接技術需求展開整體論述。
本文針對基于陶瓷基板的微系統 T/R 組件,對其封裝和焊接技術需求進行歸納與分析,梳理了相關焊接技術的研究現狀,總結并指出實現高可靠、低成本焊接封裝的關鍵技術,為微電子焊接技術的發展提供了一定的技術參考。
2陶瓷基板微系統T/R組件的封裝需求
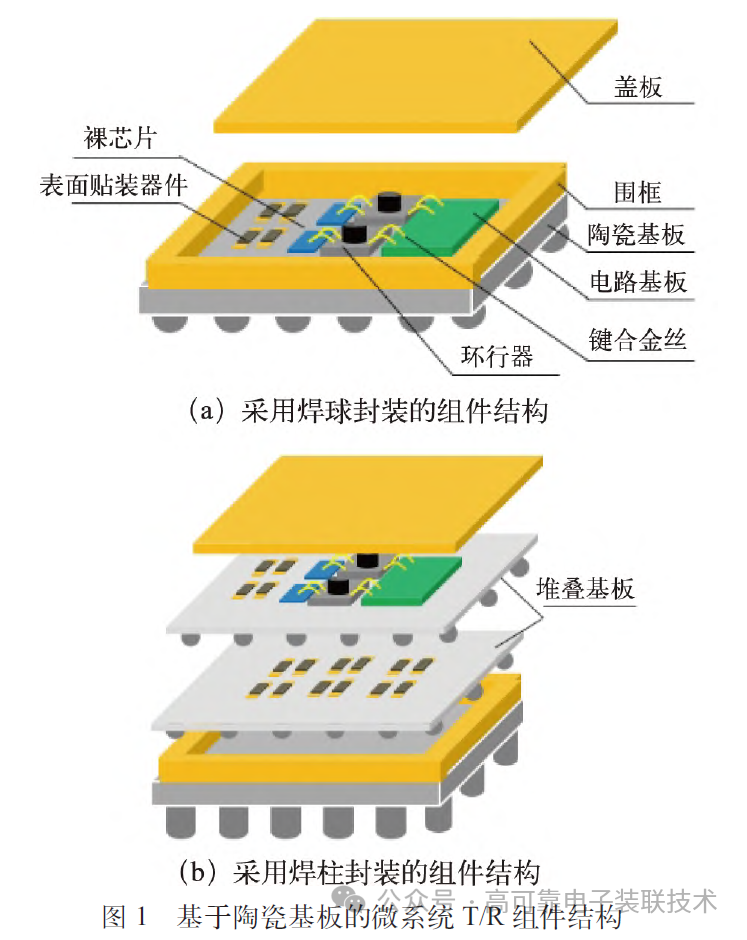
基于陶瓷基板的微系統T/R組件結構如圖1 所示,其中陶瓷基板材料常選取低溫共燒陶瓷或高溫共燒陶瓷,陶瓷基板底部焊點多采用焊球/焊柱,組件內部既有平面微組裝也有基板三維堆疊等。T/R組件因其封裝集成度高,難以完全避免微波芯片等器件的失效,少量的組件在經歷環境試驗后需要對其進行拆蓋返修,因此多采用可二次封焊的可伐圍框與鐵鎳合金蓋板進行封裝。在現有技術條件下,微波器件常用的鈦合金、鋁硅等輕量化外殼暫不適用于基于陶瓷基板的微系統T/R組件封裝。
在基于陶瓷基板的微系統 T/R 組件中,主要應用的微電子焊接技術有:1)將圍框封裝在陶瓷基板上的釬焊技術;2)在陶瓷基板上植球/ 植柱的回流焊技術;3)針對 T/R 組件內部的電路基板、環行器、表貼器件、堆疊基板等位置的回流焊技術;4)為解決 T/R 組件空間有限問題引入的高密度引線鍵合技術;5)蓋板與圍框之間的封焊技術。
本文將重點闡述上述 5 個應用于微系統 T/R 組件的微電子焊接關鍵技術,分析新技術路線下T/R 組件與傳統平面微組裝 T/R 組件對技術需求的差異,并結合具體結構進行k入分析,給出現階段滿足高可靠封裝需求的最優工藝方法,進一步指導微系統 T/R 組件的低成本封裝工藝設計。
3陶瓷基板微系統T/R 組件焊接關鍵技術
3.1圍框釬焊技術
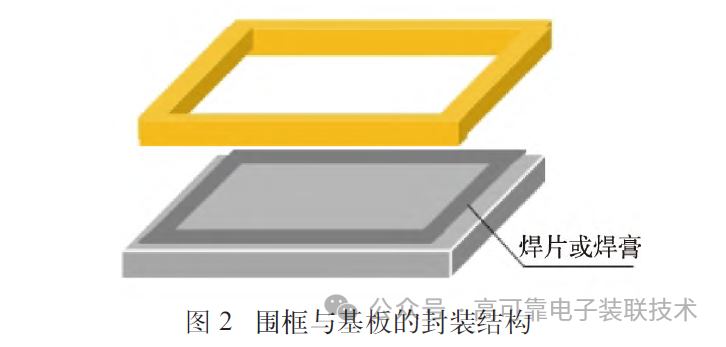
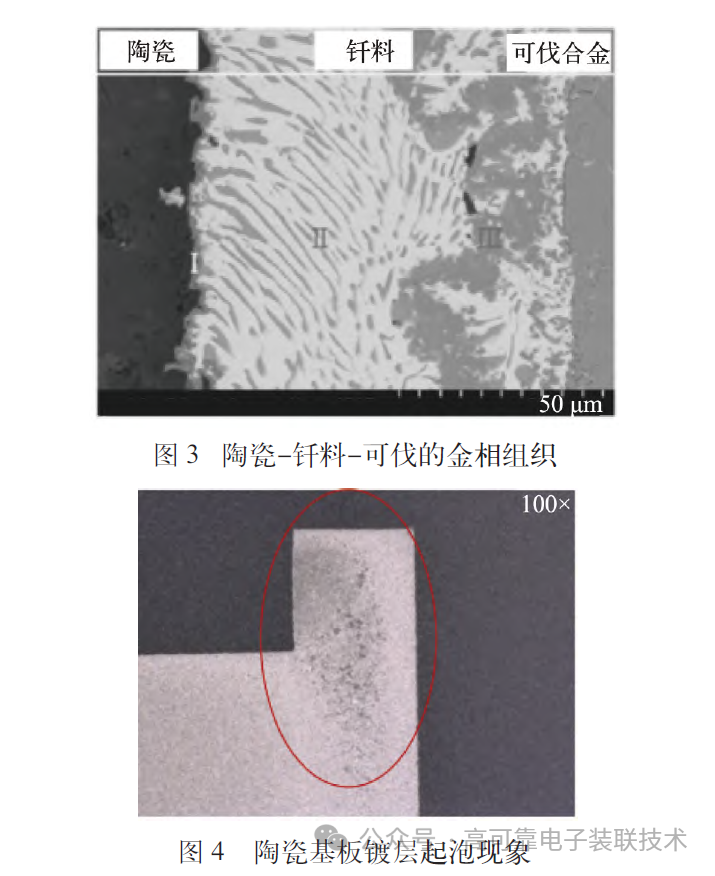
基于陶瓷基板的微系統T/R 組件,其圍框多采用可伐JK,圍框與基板的封裝結構如圖2 所示。為了D開S度梯度,業內普a對可伐圍框與基板的焊接面進行鍍Ni 處理。采用W性的Ag-Cu(-Ti)釬K對陶瓷/可伐接頭進行Q空2釬焊,其最低接頭強度R為30MPa,最高強度為144 MPa,陶瓷-釬K-可伐的金相組織如圖3 所示,釬焊接頭的界面組織6勻一致,其氣密檢測可以實現小于1×10-8Pa·m3/s的漏率。部分從業人員在可伐圍框與基板的焊接面鍍Ni/Au,采用Au-Ge、Au-Ga、Au-Si、Au-Ag-Si、Au-Sn、Pb90-Sn 等A釬K對其進行Q空A釬焊(N晶爐,無助焊劑)或Q空回流焊(有助焊劑)[23-24]。<得注意的是,為了提高焊接質量,在Q空A /2釬焊過程中,以往關注的重點是焊接S度、Q空制程等參數,然而通過近年來對失效案3的分析發現,由于鍍層質量差、鍍Ni 層或鍍Ni/Au層的局部Y域受熱起泡、鍍層顏9異常等導致焊接失效的情況越來越多,需要對測試方法與鍍層控制工藝進行整合并優化[25-26]。陶瓷基板鍍層起泡現W如圖4 所示。而采用Q空回流焊的方法釬焊圍框,除了要控制回流S度,建議優選p建輝等[27]提出的方法,在基板金屬化層上制作阻焊網格線,使之成為焊接時揮發氣體的逸出通道,#于排出助焊劑殘留物與氣泡,避免因表面力差異導致的釬K溢出污染。根據試驗結果,可使器件的總體釬透率由70%提升至85%,單個最大空洞面積在釬焊Y域面積的占比由大于10%減少到小于5%。
由于Ag 基2釬K、Au 基A釬K的價格過于昂貴,應用于氣密封裝場合會增加T/R 組件的成本。同時,由于常S已經達到了A釬K再結晶S度Tr [Tr=(0.45~0.6) Tm,Tm 為固相線S度][28],且釬焊密封面與外界環T直接接‘,非N晶成分A釬K(如Pb-Sn 等)的釬焊面相對更容P蠕變失效及在釬焊界面形成:柯肯達爾空洞,導致在后續加嚴環T試驗考核中P出現氣密失效的現W,因此除在z空z{、R工電子芯片封u等應用場合(選擇使用Ag 基或Au 基釬K外,類似需要使用金屬圍框釬焊的場合建議優選Cu-Sn-Ti 合金釬K[29-30],其接頭強度R為42 MPa,釬透率與氣密性6滿足使用需求。使用Cu-Sn-Ti 合金釬K3能大幅降低JK成本(以實時價格計算,價格R為Ag 基釬K的1/50、Au 基釬K的1/4 500),又能有效規避非共晶成分軟釬料蠕變失效的風險。
3.2焊球/ 焊柱釬焊技術
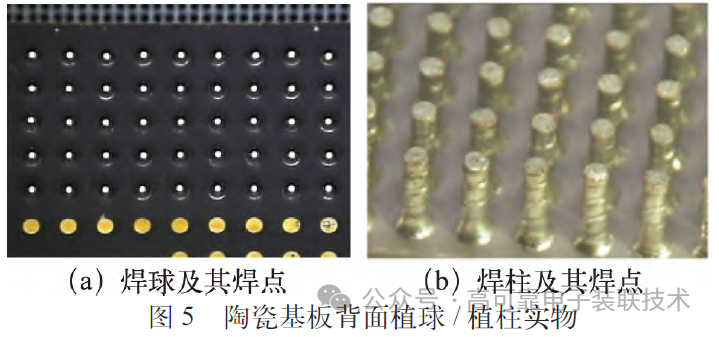
在陶瓷基板的底部需使用焊球/焊柱將信號輸入/輸出,考慮板級表面組裝技術(SMT)整體工藝及拉開溫度梯度的需求,須預留一個低溫釬焊窗口。從封裝可靠性角度出發,目前植球/ 植柱普遍采用熔點為183℃的Sn63Pb37釬料。根據IPC-7095D標準及美軍標相關要求,采用焊球封裝的高可靠T/R 組件的尺寸一般需小于15 mm×15 mm,采用焊柱封裝的高可靠T/R 組件的尺寸需小于52.5 mm×52.5 mm,且由于陶瓷基板與電裝電路板之間存在熱失配,為了進一步提高焊球/焊柱的使用壽命,推薦采用金屬基(如Cu)增強的材料[31]。陶瓷基板背面植球/植柱實物如圖5所示。
由于微系統T/R 組件對控制重量有較高要求,目前除銅絲纏繞焊柱外,其他的金屬基增強焊球/焊柱因為本身易超重,其在T/R 組件中的推廣應用仍然受限。為了緩釋陶瓷基板與電裝基板之間的應力,減少因邊角翹曲造成的焊點失效,一方面需嚴格按標準規定的尺寸限制T/R 組件的尺寸;另一方面需對焊球采用底部填充膠粘、邊角綁定膠粘等加固工藝[32-33]。根據梅聰等[34]的研究結果,在-55~125 ℃的試驗條件下,有底部填充保護的焊球的焊點壽命約為1 350 個循環,比無底部填充保護的焊球的焊點壽命提升了2倍。針對焊柱也擴展出了銅絲纏繞疊加局部底部填充膠粘的雙重加固抗應力工藝[35],可以將殘余應力減少70%以上,提升焊點的可靠性。
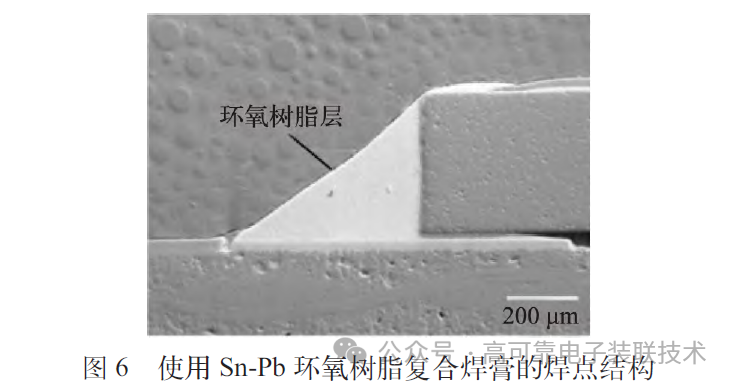
依賴膠填充的工藝方式會使得被膠填充的封裝面無法進行返修,行業工作者已關注到焊球/焊柱的焊點返修難的問題并進行了深入研究,研發出一種自防護Sn-Pb環氧樹脂復合焊膏[36-37],使用該焊膏的焊點結構如圖6所示。采用該環氧樹脂復合焊膏的焊點剪切強度為54.51 MPa,比使用傳統焊膏的剪切強度高出了36.3%,且經過300次溫沖后使用傳統焊膏和復合焊膏的焊點剪切強度分別下降了21.2%與13.4%。因復合焊膏的樹脂層較薄且僅覆蓋在焊點表面,其既能加強焊點的應力防護,同時也方便對封裝面進行多次返修。
3.3基板與器件釬焊技術
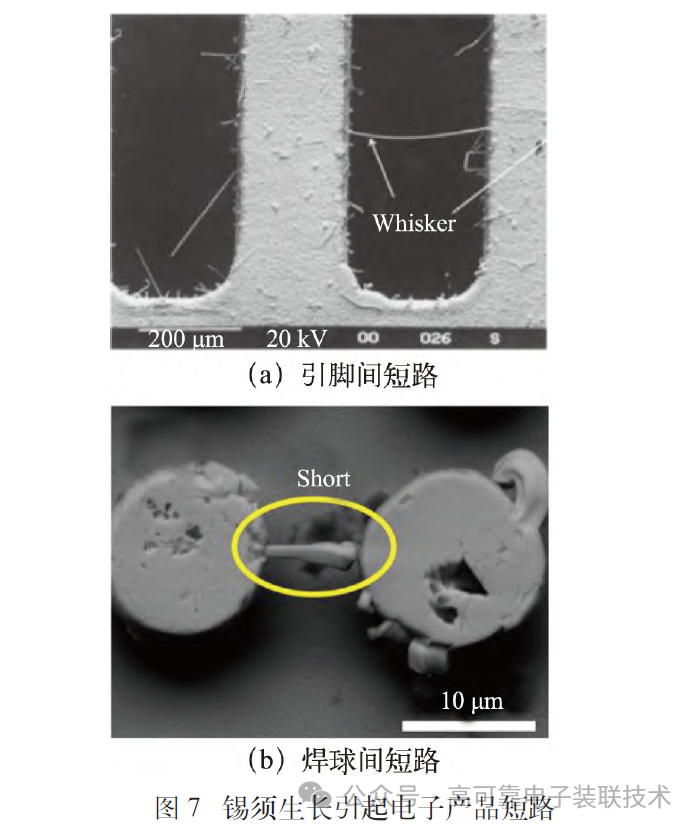
在新技術路線下,由于板級SMT工藝主要使用熔點為183 ℃的Sn63Pb37 釬料,且芯片共晶、環行器微機械加工及圍框釬焊等工藝主要使用熔點為280℃的Au80Sn20釬料,導致T/R組件內部的一些元器件、電路基板及環行器的釬焊必須采用熔點為210~250℃的含Pb 釬料(參考NASA 采用的IPC J-STD-001DS標準,補充要求中規定釬料中Pb 的質量分數大于3%)。無鉛錫銀銅(SAC)釬料與Sn63Pb37釬料的熔點相差30 ℃,可以滿足焊接溫度要求,但因其極易產生錫須短路,會造成大量電子元器件及精密儀器的損壞,錫須生長引起電子產品短路如圖7所示。軍用飛機、民航客機以及軍/民用衛星等,均有因為錫須短路引發故障的記錄。目前關于錫須的生長機制爭議較大,普遍認可的有位錯機制、再結晶機制、氧化層破裂機制、壓應力機制、活性錫原子機制5 種,建議慎重選擇尚未完全清楚機理的材料用于T/R 組件等產品的高可靠封裝。
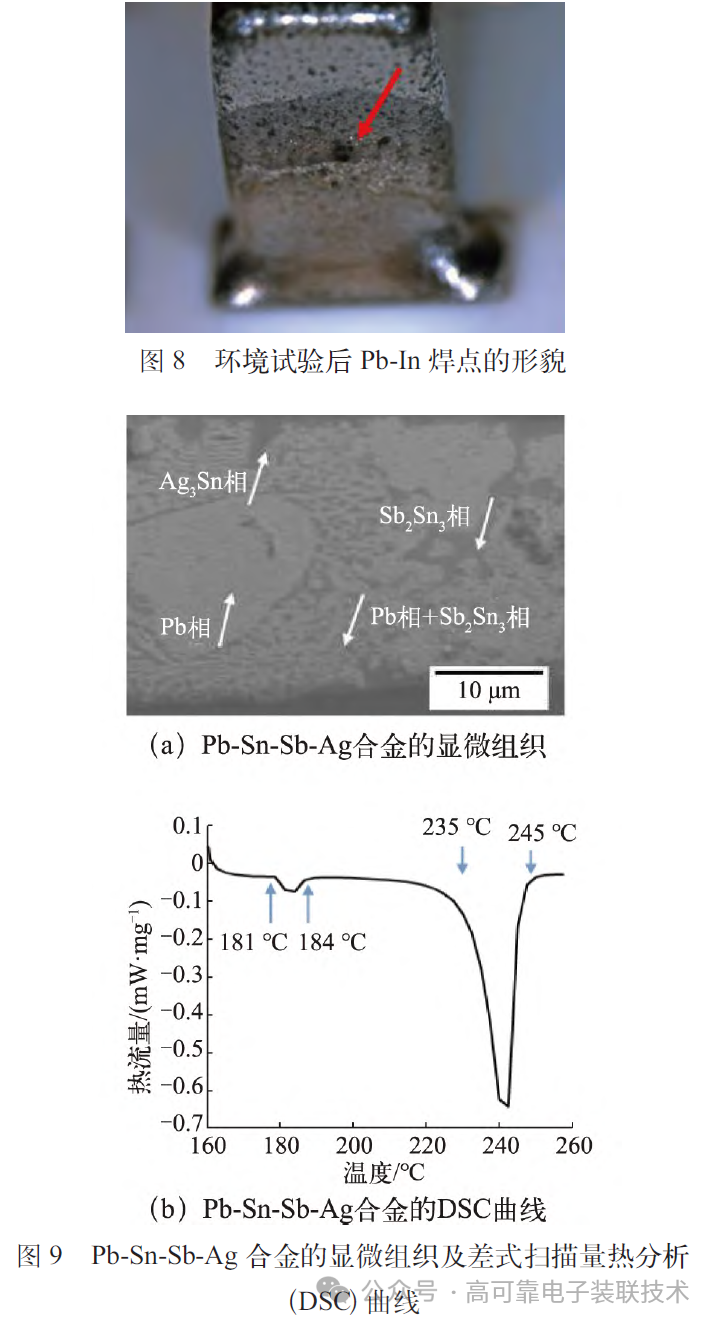
面對軟釬料需求的缺口,行業工作者首先嘗試使用熔點為210~240 ℃的Pb-In 釬料,其優點是兩種元素與Au元素之間均不會反應,沒有硬脆的Au基化合物產生,后續無須進行去金處理,缺點是在環境試驗過程中In元素會與鍍層發生反應,侵蝕過度造成焊接失效,環境試驗后Pb-In焊點的形貌如圖8所示。環境試驗后Pb-In 焊點的剪切強度普遍小于5 MPa,強度較低難以滿足使用需求。北京有色金屬與稀土應用研究所[44]公開了一種Pb-Sn-Sb-Ag 釬料,其熔點為235~245℃,該釬料的優點是強度高且可設置與LED、汽車等消費電子行業使用的Sn-Sb無鉛軟釬料通用的回流焊溫度,缺點是Pb-Sn-Sb-Ag 合金存在低熔點相[45],Pb-Sn-Sb-Ag 合金的顯微組織及差式掃描量熱分析(DSC)曲線如圖9 所示。低熔點相的存在導致Sn63Pb37釬料在210℃的回流焊溫度下發生軟化,此時接頭強度不大于1 N,導致器件因爐中鏈條的振動而跌落。本文結合工程實踐并聯合北京康普錫威科技有限公司與北京有色金屬與稀土應用研究所等單位提出了優化合金成分的方法,制備改性的Pb-Sn-Sb-Ag 釬料,消除了低熔點相,實現了Pb-Sn-Sb-Ag釬料的焊點在210 ℃時仍具備足夠強度,該新型焊料具備作為微系統封裝用軟釬料的潛力。
從降低成本的角度出發,除了將改性的Pb-Sn-Sb-Ag合金作為微系統封裝用軟釬料,另外兩個研究方向是張富文等[46]在SAC 釬料中添加抑制錫須生長的元素,以確保釬料在T/R 組件壽命時間內不產生錫須,或者是針對Sn-Pb軟釬料進行改性,實現低溫焊接高溫使用,可在210℃時進行兩次回流。
3.4 高密度鍵合技術
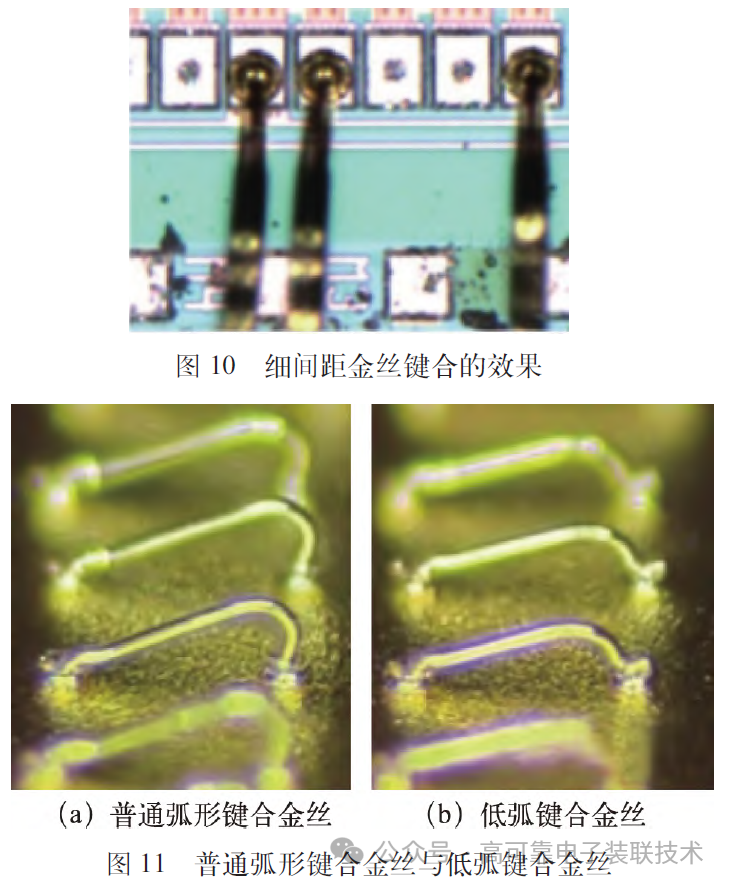
鍵合是微電子焊接中最為重要的工藝之一,也是T/R 組件封裝的關鍵工序。目前在T/R 組件中仍有90%以上的芯片采用金絲鍵合技術實現電氣互連。在高密度微系統T/R 組件中,芯片鍵合焊盤的尺寸由100~150 μm 減小至50~70 μm,且由于組件高度的限制,鍵合弧度需相應變小。采用傳統鍵合工藝的微系統T/R 組件,其金絲的寄生電感效應、電流趨膚效應也更為顯著,導致T/R組件的電性能嚴重惡化。因此,業內研發出細間距金絲鍵合工藝和低弧鍵合工藝。細間距金絲鍵合的效果如圖10 所示,井津域等[47]針對20 μm的金絲進行鍵合,優化參數后可實現拉力大于0.10 N。行業工作者目前已完成了15 μm 金絲鍵合的工藝試制,其關鍵點在于對鍵合參數的精確控制以及對劈刀的優化選型。普通弧形鍵合金絲與低弧鍵合金絲如圖11所示,張平升等[48]依據低弧成絲過程中的參數進行了試驗,實現了短跨距(長度為300 μm)、超低弧高(高度為80 μm)的鍵合,并指出該工藝的關鍵步驟為控制劈刀運動軌跡。由于受金絲與劈刀材質的限制,對鍵合工藝技術的低成本化研究較少,仍有待業內工作者進行進一步研究。
3.5 蓋板氣密封焊技術
蓋板氣密封焊同樣是微系統T/R 組件封裝的關鍵工序,由于T/R 組件的圍框材料多為可伐合金,因此對應的蓋板材料需設計為鐵鎳合金,工藝多選取平行縫焊技術,圖12 為平行縫焊工藝示意圖。張加波等[49-50]研究表明,平行縫焊工藝實現氣密封蓋的本質是實現鍍層熔化焊接。通過優化工藝參數,如控制脈沖寬度由10 ms 降低到8 ms、提高電極輪角度由10°到15°等,能夠得到厚度為殼壁厚度0.4~0.6倍的焊縫區并減少鎳金多余物的產生,避免組件在顆粒噪聲測試與氣密測試中發生失效。理想焊縫區如圖13所示。張瀟等[15]闡明了微系統封裝對于平行縫焊技術的迫切需求,并給出了焊縫整齊平整且質量一致性高的推薦工藝參數。同樣受限于材質及鍍層的選取,對降低相關平行縫焊技術成本的研究也較為鮮見。
對于蓋板的氣密封焊而言,由焊接質量缺陷(如漏焊等)導致的微系統T/R 組件產品氣密失效可以通過拆蓋重新封焊等返修技術進行彌補。然而在實際生產中,本研究觀察到存在著一種因陶瓷基體破裂導致產品漏氣失效的現象,這種失效難以在圍框釬焊、蓋板氣密封焊兩道工序的氣密檢測中被篩選出來。雖然陶瓷受力強度約為350 MPa,但是陶瓷的化學鍵具有方向性,因此陶瓷材料的塑性較差,其能夠承受的拉應力遠小于壓應力。陶瓷受到拉應力時,微小的裂紋也會導致很大的應力集中,進而造成貫穿性斷裂。因此,圍框釬焊、基板與器件焊接、蓋板氣密封焊及工裝裝夾等工藝會使陶瓷內部產生應力累積,同時T/R 組件在后續環境試驗中經受反復的應力循環,兩者均是造成失效的要因。這也與袁爾千等[51]的研究結果一致,建議應嚴格把控陶瓷燒結的質量,并從源頭避免易出現應力集中的相關設計。
4 結束語
本文總結了基于陶瓷基板的微系統T/R 組件對微電子焊接技術的需求,介紹了圍框釬焊、焊球/焊柱釬焊、基板與器件釬焊、高密度鍵合及蓋板氣密封焊等關鍵技術,得出結論如下:
1)新技術路線下T/R 組件的圍框釬焊優選使用Cu-Sn-Ti 釬料,其接頭強度約為42 MPa,既能滿足使用需求,且其使用成本相較于Ag基、Au 基釬料大大降低;
2)為了減少熱失配應力對焊點的影響,采用焊球封裝多選用底部填充膠粘、邊角綁定膠粘等加固工藝,采用焊柱封裝多采用銅絲纏繞疊加局部底部填充膠粘的雙重加固工藝,該方案的缺點是無法對被膠填充的封裝面進行返修,使用新型的焊后自防護環氧焊膏可在實現防護的同時實現對組件的數次返修;
3)基板與器件釬焊急需一種熔點為210~250℃的含Pb 釬料用于提高回流焊的溫度梯度,采用熔點為235~245 ℃的改性Pb-Sn-Sb-Ag 釬料消除了低熔點相,該改性釬料已經具備了作為微系統封裝用軟釬料的巨大市場潛力;
4)受限于微系統T/R 組件的尺寸,必須發展高密度鍵合技術,目前已實現20 μm 金絲的細間距金絲鍵合以及短跨距、超低弧度的低弧鍵合;
5)蓋板氣密封焊主要采用平行縫焊技術,通過優化工藝參數,如控制脈沖寬度由10 ms 降低到8 ms、提高電極輪角度由10°到15°等,得到理想的焊縫區,然而存在一種難以進行檢測和篩選的因陶瓷基體破裂而導致的產品漏氣失效現象,需重點關注并進一步研究。
-
焊接技術
+關注
關注
2文章
154瀏覽量
17597 -
三維封裝
+關注
關注
0文章
4瀏覽量
7336 -
陶瓷基板
+關注
關注
5文章
211瀏覽量
11416
原文標題:基于陶瓷基板微系統T/R組件的焊接技術研究
文章出處:【微信號:高可靠電子裝聯技術,微信公眾號:高可靠電子裝聯技術】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
高速公路GPS車輛動態監控技術研究
招聘遙感技術研究工程師
在IGBT模塊中氮化鋁陶瓷基板的應用如何?
LTE網絡測試系統的基礎技術研究有哪些可行性?
先進陶瓷材料應用——氧化鋁陶瓷基板
為什么要選擇陶瓷基板作為封裝材料?
介電常數對薄膜陶瓷基板性能的影響研究







 工商網監
工商網監
評論