


導讀
作者:楊云濤1 關貞珍2 ( 1. 河北工業職業技術大學; 2. 陸軍工程大學石家莊校區)
來源:《計量與測試技術》2022年1月
摘要:針對螺紋幾何參數測量過程中,傳統人工測量效率低、儀器昂貴、耗時費力、偶伴有人為誤差等不足。本研究采用非接觸測量的方法, 利用計算機視覺的圖像處理技術,通過系統標定、圖像采集、圖像預處理、邊緣檢測、幾何參數計算等步驟,實現了對螺紋幾何參數的自動測量。通過大量實驗證明,該系統具有快捷高效、數據可靠、易于操作、替代傳統人工操作的優點,有效提高了批量工件檢測的自動化水平,具有重要 的研究意義和實用價值。
0 引言
螺紋件是機械制造業中重要的緊固、連接和傳 動組件之一,是一種互換性和標準化程度要求很高 的機械零件,在生產制造過程中,合格檢驗是一項至 關重要的工作。然而,傳統的螺紋參數測量主要 以人工測量為主,耗時費力,且偶伴有人為誤差,不 能滿足工業化生產快速發展的迫切要求。機器視覺 技術是隨著計算機技術發展起來的新型學科,快速高效、精準科學、應用廣泛,本研究將計算機圖 像處理技術應用于螺紋參數的測量,從技術方法和 測量原理上,徹底改變傳統螺紋參數的測量模式,最終 實現高效便捷、準確可靠、非接觸自動化測量的目的。
1 測量系統工作原理
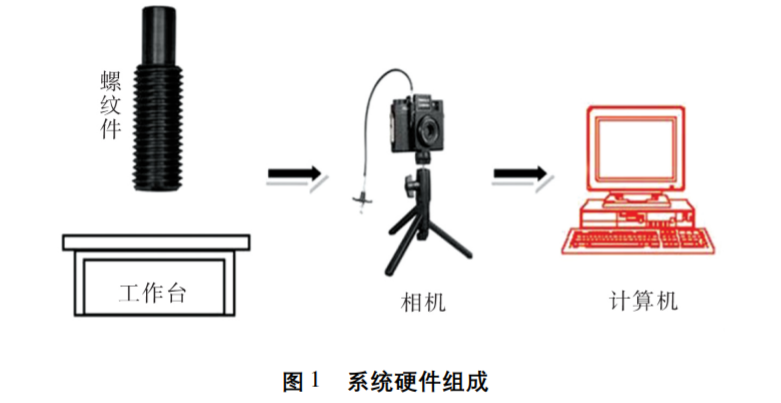
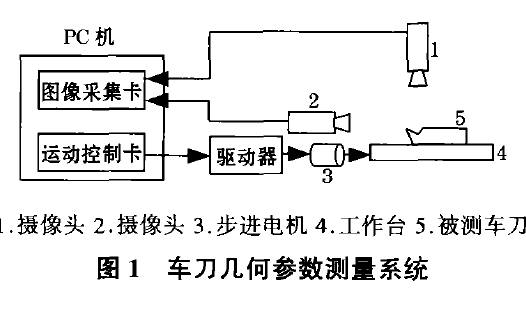
測量系統的基本工作原理是利用相機對螺紋工 件進行拍照,將獲得的螺紋圖像輸入到計算機中進 行灰度化、圖像增強、邊緣檢測等圖像處理,得出被測工件的中徑、螺距、牙型角三種參數。系統硬 件組成如圖 1 所示。相機采用 SONY 品牌的 DSC -TX100 型號,采集的圖像參數尺寸: ( 3648 × 2736) mm; 寬度: 3648 像 素; 高 度: 2736 像 素; 水 平 分 辨 率: 72dpi; 垂直分辨率: 72dpi。
軟件系統以 Matlab 為開發平臺,將采集的彩色 圖像灰度化、二維化處理,提取螺紋邊沿圖像的幾何 特征點,計算幾何特征參數。
2 系統測量的步驟方法
測量按照測量系統標定、采集螺紋照片圖 像、軟件對圖像預處理、螺紋邊緣檢測、提出邊緣圖 像特征點、計算螺紋幾何參數的步驟進行。
2. 1 系統標定
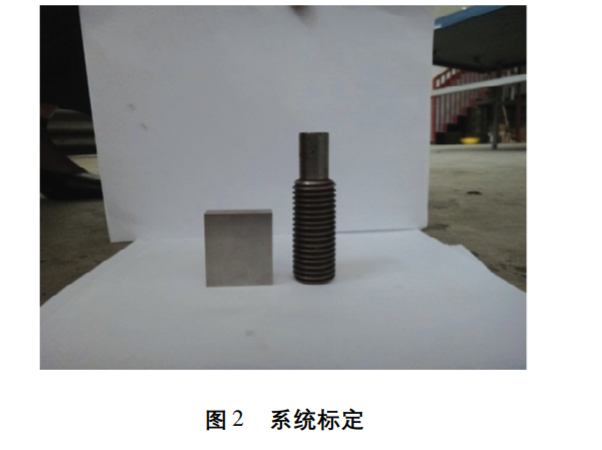
系統采集的螺紋圖像以像素圖的形式存儲于計 算機中,像素圖是以像素點為單位,由大量像素點有 序組合而成的圖像,若根據像素點計算出螺紋的參 數尺寸,需要有一個類似刻度尺的參照標準,所以, 在采集螺紋圖像時,需要同時采集一個預先知道具 體尺寸的標準量塊,根據量塊長度的像素點數量,計 算出單位像素點代表的實際尺寸,進而得到螺紋圖 像像素和實際尺寸之間的對應關系。因此,在系統 采集圖像前,需要對量塊及螺紋進行尺寸標定。本 系統中的標準量塊標稱長度為 40mm。同時,為了 增強螺紋工件與背景的對比度,采用純白色擋板作 為圖像采集的背景,如圖 2 所示。
2. 2 圖像采集與存儲
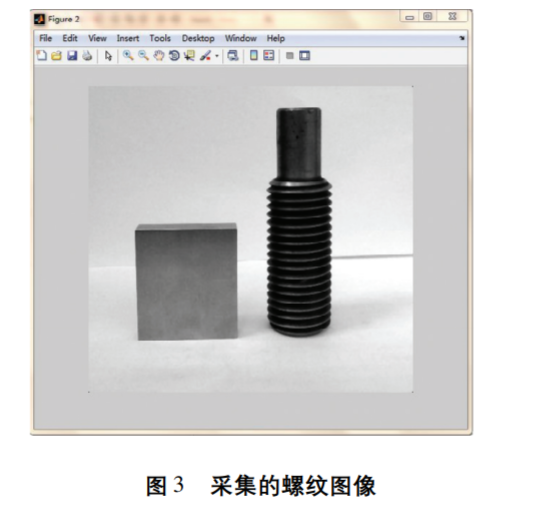
在用相機采集螺紋工件和量塊的圖像時,應注 意光源的選取,在大量實驗中發現,自然光條件下, 螺紋件表面容易形成鏡面反射,出現若干條明亮的 光線,對圖像的后續處理產生較大的干擾,有條件 的實驗室,可采用平行光照明,會取得較好的實驗圖 像。本研究選擇在遮光的室內對螺紋件進行拍照, 調整固定光源和相機拍攝的角度,從而獲得較為理想 的螺紋圖像,并將圖像存儲于計算機中,如圖3 所示。
2. 3 圖像預處理
圖像獲取后,需要根據采集的圖像進行參數檢 測前的處理,包括圖像灰度化處理、濾波、邊緣檢測、 線性擬合等。
( 1) 灰度化處理
相機采集的圖像是彩色的,即三維圖像,每個像 素的顏色有 R、G、B 三個分量決定,而每個分量有 255 個值可取,這樣一個像素點可以有 1600 多萬 ( 255* 255* 255) 的顏色變化范圍。在 matlab 軟件 中,處理這么龐大的數據非常不便。而灰度圖像是 R、G、B 三個分量相同的一種特殊的圖像,其一個像 素點的變化范圍為 255 種,如果將采集的彩色圖像 轉變成灰度圖像,可以大大降低后續圖像處理的計 算量,而灰度圖像的描述同樣能夠反映整幅彩色圖 像的整體和局部特征,以及色度和亮度等級的分布。所以,需要先將采集的彩色圖像轉換為灰色圖像,亦 稱為圖像的灰度化處理。
( 2) 圖像濾波
采集圖像時,由于受環境等因素的影響,會在圖 像中出現許多噪聲,影響后續圖像處理及參數的讀 取。因此,在圖像預處理過程中,應對采集的圖像進行濾波處理。目前,圖像濾波技術有多種,形態濾波技術以幾何學為基礎對圖像進行分析,將結構 元素輸入圖像,從而創造與輸入圖像同等大小的輸 出圖像,具有較好的優越性。因此,研究采用形態濾 波方法進行圖像濾波處理。
膨脹和腐蝕是形態濾波最重要的運算。膨脹是 對像素增加; 腐蝕是對圖像中的目標去除。增加或 去除取決于結構元素的大小和形狀。
結構元素是膨脹和腐蝕的基本組成部分,用于 測試輸入圖像。研究采用 Strel 函數創建一個圓形 的結構元素對象。

其作用是創建一個非平面的結構元素( 實際是 一個橢圓) 。在 x - y 平面內半徑是 R,高度是 H( R 為一個非負整數,H 必須為一個實數,N 為非負偶 數,默認值為 8) 。
( 3) 像素尺寸計算
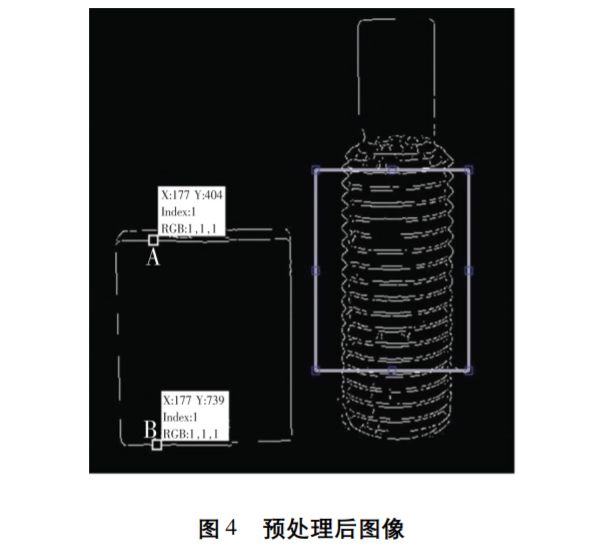
為了能夠方便計算出采集螺紋圖像的尺寸,首 先根據量塊的實際尺寸及像素值計算出單個像素值 的尺寸,如圖 4 所示,在量塊標稱長度方向上選取 A、B 兩點。其中 A、B 兩點的橫坐標相等,即:

此時 A、B 兩點對應的縱坐標分別為: Ya = 404, Yb = 739。因此,40mm 量塊長度對應的像素值為:

由此,可得采集圖像預處理后,每一像素值對應 的實際長度為 0. 1194mm。
2. 4 邊緣檢測
基本思想是先檢測圖像中的邊緣點,再按照某種策略 將 邊 緣 點 連 接 成 輪 廓,從而構成分割區 域。邊緣檢測包含兩個內容: 一是用邊緣算子 提取邊緣點集; 二是在邊緣點集中去除某些邊緣點, 填充一些邊緣點,再將得到的邊緣點集連接成線。常用的檢測算子有微分算子、Log 算子和 Canny 算 子。本研究采用的是 Canny 算子,Canny 算子的梯 度是用高斯濾波器的導數計算,邊緣檢測的方法是 尋找圖像梯度的局部極大值。Canny 方法是使用兩 個閾值分別檢測強邊緣和弱邊緣,而且僅當強邊緣 與弱邊緣相連時,弱邊緣才會包含在輸出中,此方法 不易受到噪聲的干擾,能夠檢測到弱邊緣。
2. 5 幾何參數計算
螺紋的幾何參數計算,需要在圖像上尋找特征 點或輪廓。
( 1) 螺紋中徑測量
設用最小二乘法 擬 合 得 到 的 螺 紋 軸 心 線 為 OO',在螺紋左側輪廓線上做 OO'的平行線 L,如圖 5 所示。
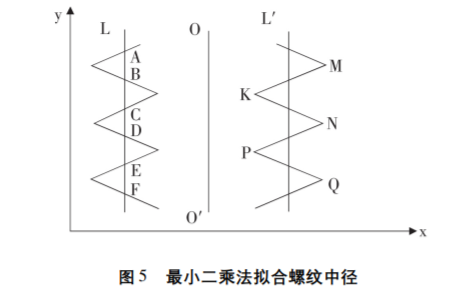
設 L 與螺紋左輪廓的交點分別為 A、B…F 點。此時螺紋左輪廓有一系列離散的點列組成。由螺紋 中徑定義知: 當 lAB = lCD = … = lEF時,直線 L 為螺紋 的一條中徑線。同理,可得螺紋的另一條中徑線 L',直 線 L 與 L'之間的距離為螺紋的中徑 d2的大小,即:

(2) 螺紋中徑測量
設螺紋螺距為 P,由螺距定義知,當 lAB = lBC = … = lEF時,螺距 P = lAB + lBC = … = lDE + lEF,在實際 測量中,各交點間的線段長度不能完全取得相等,只 能在 li相差最小時,測得 P 為被測螺紋的螺距測量值。
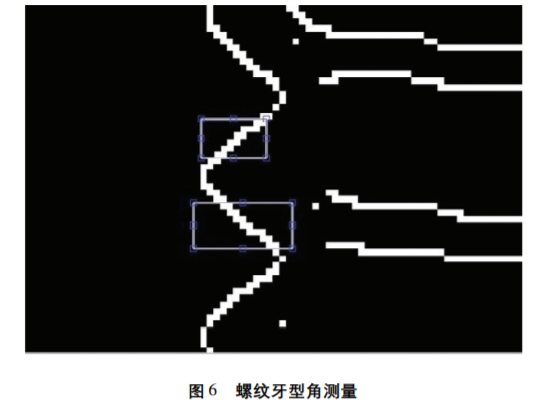
( 3) 螺紋牙型角測量
測量螺紋的牙型角時,需要得出經過螺紋牙型 輪廓的兩條直線的斜率,再根據反三角函數關系求出螺紋的牙型角。如圖 6 所示,由于采集的圖像經 過前期的處理后,螺紋牙邊緣圖像由一些離散的像 素點組成,因此,需要對離散點進行直線擬合后再進 行計算,研究采用最小二乘法進行直線擬合,取表達 式 y( x) = kx + b 作為它的擬合直線,可以求得 1 個 牙型 2 個邊緣的斜率分別為 k1 和 k2,最后利用反正 切函數求出螺紋牙型角 α。
3 測量實驗
根據上述方法步驟,在實驗室內進行實驗,測量 螺紋工件的中徑、螺距、牙型角、牙型半角。為了提 高測量精度,每個螺紋幾何參數均測量 5 次,然后取 其平均值作為測量結果,如表 1 所示。
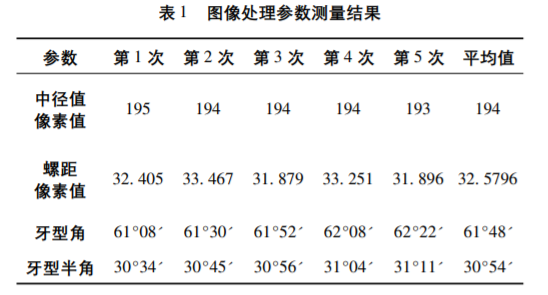
根據量塊的像素值與其標稱長度的比例關系, 計算得出螺紋中徑的平均值為 23. 1636mm,螺紋螺 距的平均值為 3. 89mm。牙型角值為 61°48',牙型 半角值為 30°54'。
4 測量誤差分析
為了驗證本研究算法的精度,運用小型工具顯 微鏡人工測量的方法,對同一螺紋工件進行幾何參 數測量,并將人工測量結果與表 1 圖像處理方法測 得的參數進行對比,結果如表 2 所示。
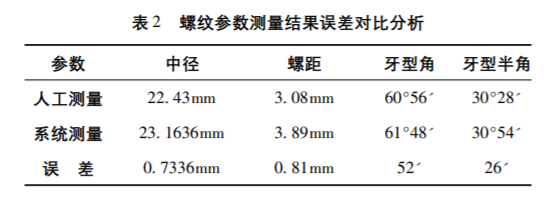
由表 2 可知,雖然系統測量與人工測量結果存 在一定的誤差,但整體來看,誤差很小,基本能夠滿 足實際測量的需要。同時,基于圖像處理技術的螺 紋幾何參數測量方法大大提高了測量效率,驗證了 系統測量的可靠性和優越性。
5 結論
本研究采用非接觸測量的方法,利用計算機視 覺的圖像處理技術,通過系統標定、圖像采集、圖像 預處理、邊緣檢測、幾何參數計算等步驟,實現了對 螺紋幾何參數的自動測量,并通過大量實驗證明,該 系統能夠快捷高效地完成螺紋工件幾何參數的測 量,數據可靠、易于操作,有效提高了批量工件檢測 的自動化水平,具有重要的研究前景和實用價值。
審核編輯:湯梓紅
-
圖像處理
+關注
關注
27文章
1328瀏覽量
58002 -
計算機
+關注
關注
19文章
7656瀏覽量
90671 -
測量系統
+關注
關注
2文章
559瀏覽量
42276 -
機器視覺
+關注
關注
163文章
4532瀏覽量
122804
原文標題:基于圖像處理技術的螺紋幾何參數測量...
文章出處:【微信號:vision263com,微信公眾號:新機器視覺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
石油鉆桿的內外螺紋及長度如何測量?
視頻監控系統圖像處理技術應用解析
圖像法對螺紋鋼各幾何尺寸的檢測
用面陣CCD測螺紋參數
豎井幾何參數測量系統
螺紋鋼檢測主要由機器視覺測量儀部分和控制系統而組成
采用圖像法對螺紋鋼各幾何尺寸的檢測
螺紋測量解決方案:SJ5780螺紋輪廓掃描一體機






 工商網監
工商網監

評論